
Abstract
Abstract
A biofilter packed only with fern chips is developed for the removal of air-borne low-concentration volatile organic compounds emitted from copper clad laminate manufacturing processes using methyl ethyl ketone (MEK) as a solvent for resin lamination. The fern chip biofilters can sustain continuous operation for at least 4 years without turnover maintenance and avoid traditional media shortcomings such as compaction, drying, and breakdown, which lead to the performance failure of biofilters. Performance of biofiltration for the removal of MEK in a waste gas stream was studied in a pilot-scale biofilter that consisted of two compartments (each 40 cmW × 40 cmL × 70 cmH) arranged in one acrylic column. Each compartment was packed with fern chips to a volume of around 56 L (0.40 m2 × 0.35 mH). Experimental results indicate that using volumetric organic loadings of 60–115 g m−3 h−1, MEK removal efficiencies of over 91% were maintained for an operation period of over 120 days. Instant milk powder was essential for the good and stable performance of the biofilter for MEK removal. Economic analysis showed that for treating a gas flow rate of 12,000 N m3 h−1 with an average MEK concentration of 700 mg N m−3, the total cost of using the proposed biofiltration approach was less than 20% that of using the regenerative thermal oxidation method.
Introduction
Biofiltration involves microorganisms immobilized in the form of a biofilm on a porous carrier, such as peat, soil, compost, synthetic substances, or their combination. The carrier provides the microorganisms with a favorable environment in terms of pH, temperature, moisture, nutrients, and oxygen supply. Research efforts have focused on the biofilter media to improve the performance of compost biofilters. Biofilters are living pollution control systems and are thus subject to dynamic changes. Experimental data show an initial increase followed by a subsequent drop in contaminant removal efficiency, especially in biofilters that have been operated for a long time. The initial performance improvement can be explained by the growth and acclimation of the microbial population to the target VOCs. One of the key reasons for the subsequent drop in the VOC removal efficiency could be the reduction in the specific surface area of the media caused by biomass accumulation (Alonso et al., 1998). In addition, the effective surface area can be decreased by medium compaction and drying, which cause particle agglutination and result in gas channeling flow through the bed. Therefore, the success of biofiltration technology strongly depends on the proper choice of media.
Several types of medium such as yard waste, sewage sludge compost, composted animal manure, sand, peat, perlite, ceramic, granular activated carbon, carbon-coated foam, and wood bark or chips have been used in laboratory as well as in commercial biofilters (Shareefdeen et al., 1993; Deshusses, 1997; Tang et al., 1997; Chou and Wu, 1998; Devinny et al., 1999; Torkian et al., 2003; Fazaelipoor et al., 2006; Yu et al., 2007). For effective biofilter performance, media should provide an excellent environment for bacterial growth while maintaining a large reactive surface, good absorption capacity, pH buffering capacity, low pressure drop, good pore structure, and very low compaction over time (Williams and Miller, 1992; Lee et al., 2001). The selection of media should therefore be based on all of these parameters; however, very frequently, media with good performance are not easy to prepare. The development of media that is of simple, economical, effective, and durable is thus an important issue.
The objective of this research was to test whether fern chips can be used as a single packing media for the biofiltration of the MEK-laden waste gas stream emitted from the CCL process. Fern chips are generally harvested from aerial roots stemming from the basal trunks of Cyathea spp., commonly called tree ferns. It can also be made from the aging trunks of Sphaeropteris lepifera, which grows well in shade with a wetting background and fertile soil. It is commonly used for growing garden trees or the cure of orchid. The chips cannot be rotten in 3–5 years under both moist and dry conditions. The main reasons for selecting fern chips as a material for biofiltration media are simple composition (one material only), low pressure drops for gas flow, a low tendency for clogging and compacting, and simple operations for moisture, nutrient, pH, and metabolite control (Chou and Wang, 2007; Chou et al., 2008).
Three field biotrickling biofilters packed only with fern chips were installed in 2007–2010 in southern Taiwan. Two of the biofilters, with a packing volume of 40 m3, are used for the removal of vinyl acetate, toluene, acetone, and MEK in gases vented from synthetic resin and solvent manufacturing processes. The other biofilter, with a packing volume of 100 m3, was used for the removal of cyclohexanon in a vented gas stream from a metal surface-coating operation until March 2010 and is now in the starting phase of microbial cultivation. Experiments and field operations indicate that excess biofilms on the fern-chip surfaces can be removed by water flushing the chips in the packed state (Chou and Wang, 2007; Chou et al., 2008). Leachate from the bed bottom can be stored and used as a supplemental liquid for moisture adjustment of the chips. It has also been found that if the influent gas stops for several days, ambient air should be introduced to the bed to keep the biofilm in an aerobic condition and that diluted milk can be supplemented once a week as a sole nutrient. Unlike the operation of traditional packed media, the turnover of chips for reducing the increasing gas resistance is unnecessary.
To make fern chips more practical as a biofiltration medium, nutrition requirements for the microorganisms in biofilms attached to the surfaces of packed fern chips and the MEK removal capacity were investigated in the present study. The plant waste gas was introduced into a column packed with fern chips. The effects of gas empty-bed retention time (EBRT) and volumetric organic loading of the packing medium on the removal efficiency of the influent MEK were investigated.
Materials and Methods
Experimental setup
A schematic diagram of the experimental setup is shown in Fig. 1. A pilot-scale biofilter that consisted of two compartments (each 40 cmW × 40 cmL × 70 cmH) in one acrylic column was constructed for the performance test. Each compartment was initially packed with 64 L of the prepared fern chips to a height of 0.40 m. The waste gas from the plant was induced by a blower, as shown in Fig. 1. Nutrient solution was sprayed daily on the surface of the media in each compartment. Ports and hand holes along the axial direction of the reactors were provided for gas and solids sampling, respectively.
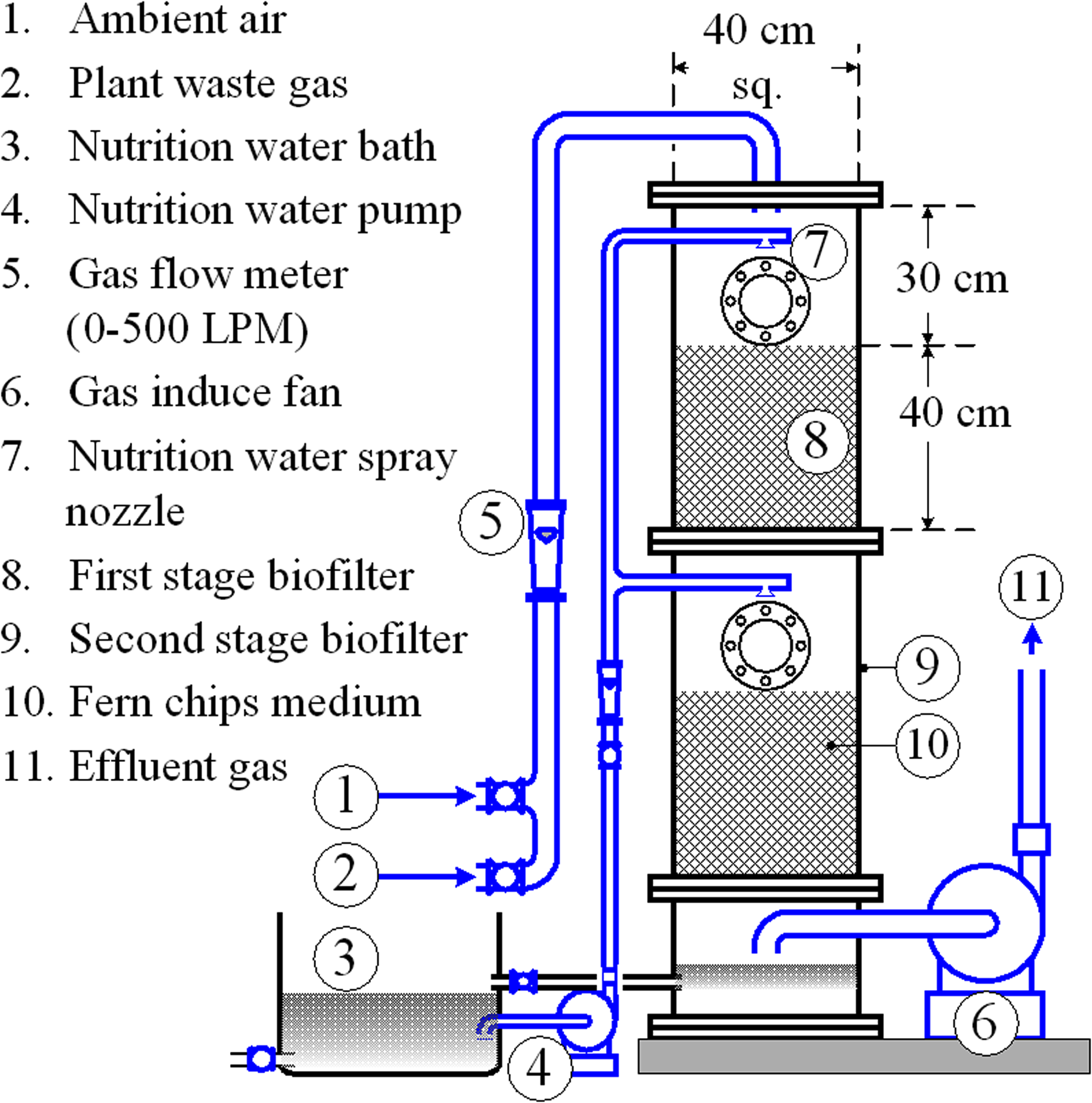
Schematics of the experimental system. LPM, liters per minute.
Materials
The filter media were a blend of fern chips and seeding activated sludge. Fern chips, whose characteristics are shown in Table 1, imported from Indonesia were obtained from a local shop. A dry packing density of 0.115 kg L−1 (115 kg m−3) of the chips (12% moisture content) was obtained by measuring the mass of 1 L of the packed chips in a 1.5-L beaker. The 1 L of chips was then saturated with water by soaking in water overnight. A wet packing density of 0.286 kg L−1 (286 kg m−3) and a moisture content of 60% for the water-saturated chips were obtained. Water displacement measurements indicated that the wet bed had a void fraction (ɛ) of 0.74. The chips had diameters of d = 1.02 ± 0.25 mm, as obtained by measuring 10 representative wet chips by using a screw-type micrometer. The lengths of the 10 chips, as measured using a common ruler, were 41.2 ± 10.7 mm. Using d and ɛ, the specific surface area (a) was calculated for the bed packed with cylinder-type chips as follows:
where V is the total packing volume (m3) and x is the chip length (m). The term V(1 − ɛ)/(xπd2/4) accounts for the total number of chips in the volume V and xπd is the surface area of a chip with x >> d.
Before packing, the fern chips were immersed for 2 days in the mixed liquor of an activated sludge pond used for treating chemical industry wastewater effluent from a chemical company located in Kaohsiung County, Taiwan (Chou et al., 2008). Instant milk powder (New Zealand Milk Ltd.) was added to the media as a natural nutrient supplier for the entire experimental period. The milk contains nitrogen (N), phosphorus (P), and many other essential natural nutrients for microorganisms. It has been shown that milk addition, when compared with inorganic N and P addition, greatly improves VOC removal when treating gas-borne propylene glycol monomethyl ether acetate by a fern-chip biofilter (Chou et al., 2008).
Operation
To investigate the effects of EBRT and nutrient addition on the VOC elimination efficiency, the operation sequences and nutrition rates shown in Table 2 were followed. The daily nutrient (milk powder) was dispersed in 1 L water and sprayed using a hand-operated sprayer onto the surface of each bed. Gas samples from the influent and effluent points of the reactor were taken every 2–4 days to analyze for MEK concentrations. Average influent concentrations were 881, 1,091, 787, 224, 639, and 805 mg m−3 (measured at an average temperature of 28.7°C) in experimental phases I, II, III, IV, V, and VI, respectively. EBRT values for the influent gas through the packing beds were 1.28, 0.85, 0.63, 0.52, 0.63, and 0.63 min for the six phases, respectively.
Milk powder nutrition rate: 1.00 g m−3 day−1 for Phases I–IV and VI, and 0.50 g m−3 day−1 for Phase V.
EBRT, empty-bed retention time; MEK, methyl ethyl ketone.
Analysis
MEK concentrations in gas samples were measured using a gas chromatograph (GC-14B; Shimadzu) with a capillary column (0.53 mm i.d. and 30 m long, coated with 5-mm-thick polydimethylisioloxane; Alltech Co. No. 16843) and a flame ionization detector. The detection limit is 1 mg m−3 for an injected gas sample of 1 mL. Nitrogen gas of 99.9% purity at a constant flow rate of 20 mL min−1 was used to carry the injected sample gas. The CO2 concentration in gas samples was measured using a detector (Telaire 7001).
Results and Discussion
Performance of MEK removal
Figure 2 shows time variations of EBRT, MEK concentrations, and MEK removal efficiencies. In Phase I of the experiment, the MEK concentration of the influent was in the range of 268–1,672 mg m−3 (average: 881 mg m−3) and that of the effluent was in the range of 2–301 mg m−3 (average: 86 mg m−3). An average removal efficiency of only 89% was obtained for this phase with an EBRT of 1.28 min for the gas to go through the two beds. As shown in Fig. 2, around 10 days were required for the fern-chip beds to develop biofilms that could achieve MEK elimination efficiencies of over 90%. Results show that the supplementation of the natural nutrient (milk powder) to the media at a rate of 1.0 g m−3 media per day was appropriate as the sole nutrition of the biofilter. Observations show that there was only a trace amount of liquid that leached from the media. The daily addition of the nutrient liquid (diluted milk) resulted in nutrient accumulation, which helped MEK removal.
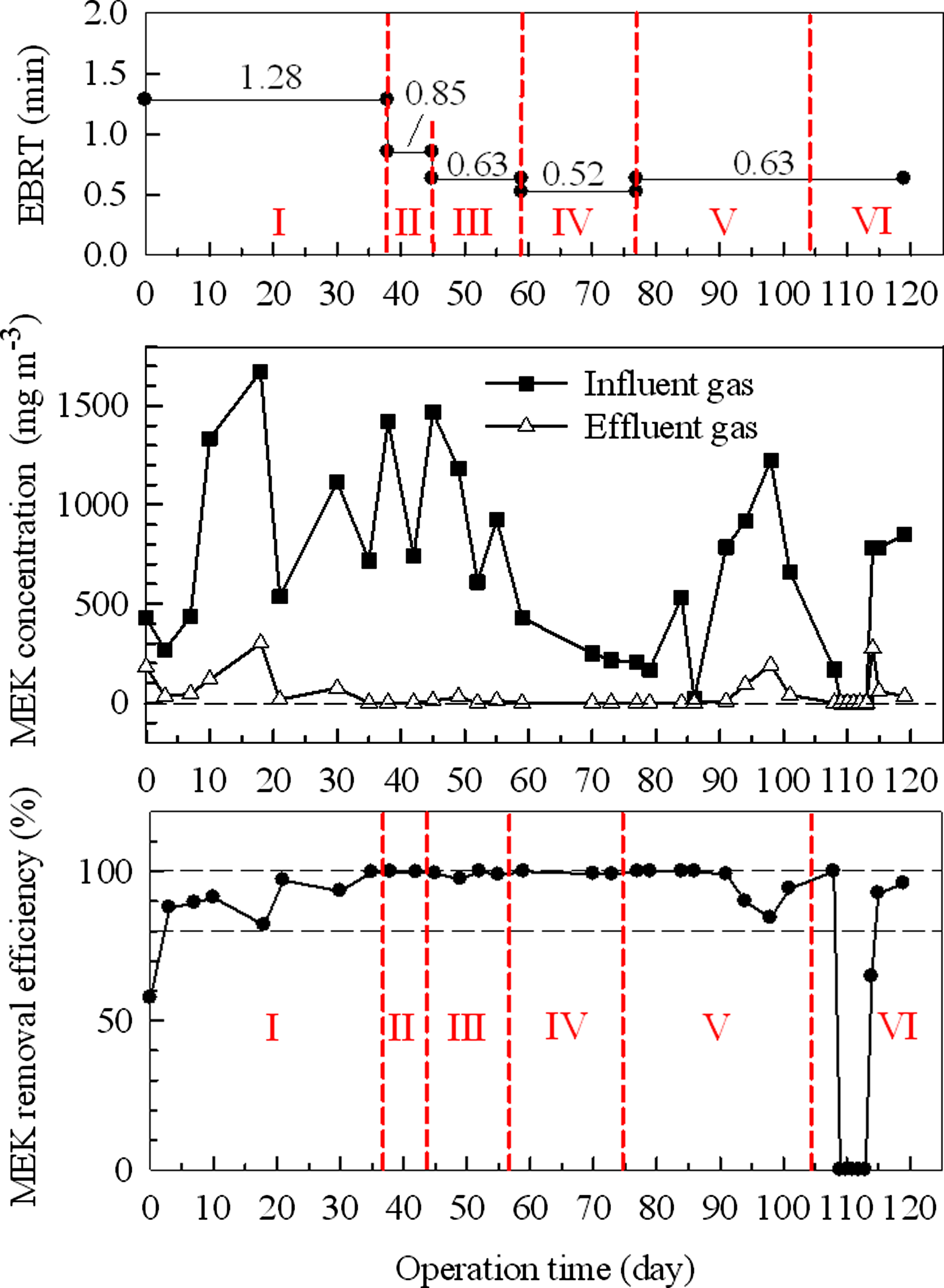
Time variations of EBRT, MEK concentrations, and removal efficiency. EBRT, empty-bed retention time; MEK, methyl ethyl ketone.
Data from Phase II indicate that MEK concentration of the influent was in the range of 714–1,467 mg m−3 (average: 1,104 mg m−3) and of the effluent from the first-stage media was in the range of 2–10 mg m−3 (average: 6 mg m−3). The overall average MEK removal efficiency for the whole reactor was around 99% with an EBRT of 0.85 min (or 51 s) in this phase. The results also indicate that only a half of the bed volume or EBRT was capable of removing over 99% ([(1,091 – 6)/1,091] × 100% = 99.5%) of the influent MEK. This suggests a further reduction of the EBRT in the following experimental phases.
In Phases III and IV, the influent gas flow rate was gradually increased to test whether the media were capable of removing more MEK with higher organic loadings or shorter EBRTs. In Phase III, MEK concentration of the influent was 430–1,182 mg m−3 (average: 787 mg m−3) and that of the effluent was 0–30 mg m−3 (average: 11 mg m−3). An average removal efficiency of 99% was observed with an EBRT of 0.63 min (38 s) for the gas flowing through the two beds. In Phase IV, MEK concentration of the influent was 215–249 mg m−3 (average: 224 mg m−3) and that of the effluent was 0–2 mg m−3 (average: 1 mg m−3). An average removal efficiency of 99% was observed with an EBRT of 0.52 min (31 s) for the gas flowing through the two beds. In Phase IV, MEK concentration of the influent was lower than those of the preceding three phases because of the lower CCL production rates.
In Phases V and VI, the experimental conditions were an EBRT of 0.63 min (38 s), an influent MEK concentration of 167–1,223 mg m−3 (average: 559 mg m−3), and an effluent MEK of 0–276 mg m−3 (average: 63.5 mg m−3). An average removal efficiency of 93% was obtained. As shown in Fig. 2, the MEK concentration of the influent increased gradually from 0 to 1,250 mg m−3 from days 85 to 98, and that of the effluent increased gradually from 0 to 200 mg m−3. The low removal efficiency of around 84% on the 98th day might be due to the relatively higher loading of around 120 g m−3 h−1. From days 108 to 113, there was no MEK in the influent gas because the production line was shutdown for 6 days. However, the performance of the biofilter soon recovered to over 90% at 2 days after reintroduction of MEK on the 109th day. This shows that the media can sustain several days of starvation with the introduction of air and water.
For quantitative evaluation of the performance of the biofilter media, the volumetric loading L (g m−3 h−1) and elimination capacity K (g m−3 h−1) of the media for a specific pollutant can be defined as follows:
where Q is the influent gas flow rate to the biofilter (m3 h−1); Ci and Co represent the target pollutant concentrations (g m−3) of the influent and effluent gas streams, respectively; V is the total media volume (m3); and η = (Ci − Co)/Ci, the total removal efficiency of the influent target pollutant(s). In general, a higher total media volume (V) gives a lower L and thus a higher VOC removal efficiency. However, a high V means high initial and operation costs. Setting a proper L is thus a key factor for the success of the biological removal of VOCs.
Figure 3 shows the variation of the volumetric MEK elimination capacity (K) with its loading (L) to the whole biomedia (stage 1 + stage 2) in experimental Phases I to VI. A K/L ratio of 0.98 indicates an average MEK removal efficacy of 98% with L < 60 g m−3 h−1. Figure 4 shows K versus L, with an L of 60–115 g m−3 h−1. A K/L ratio of 0.91 indicates an average MEK removal efficacy of 91% in the higher loading range.
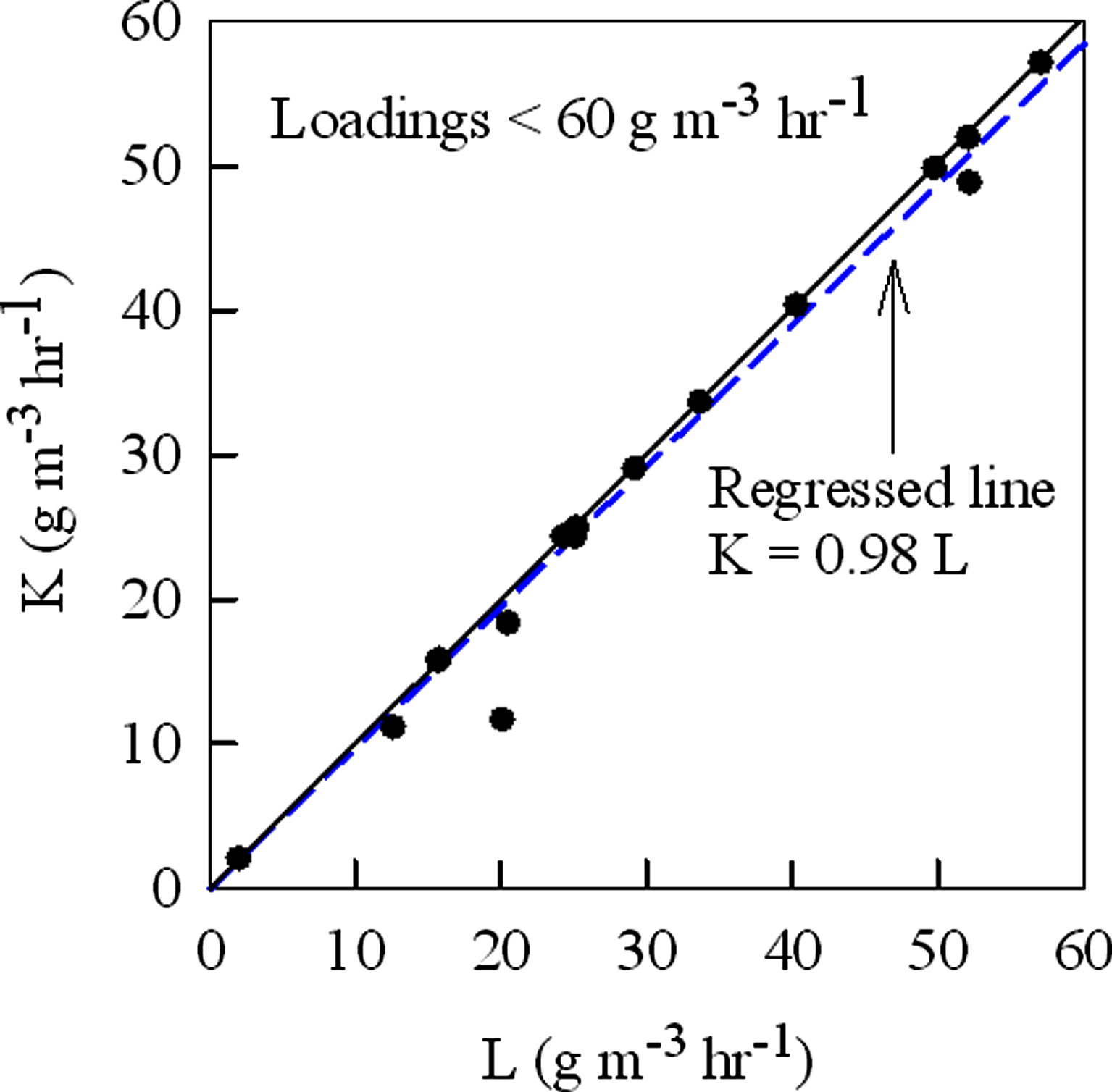
Variation of volumetric MEK elimination capacity (K) with its loading (L) to the whole biomedia (stage 1 + stage 2) in the lower loading range. K/L = 0.98 indicates an average MEK removal efficiency of 98% with L < 60 g m−3 h−1.
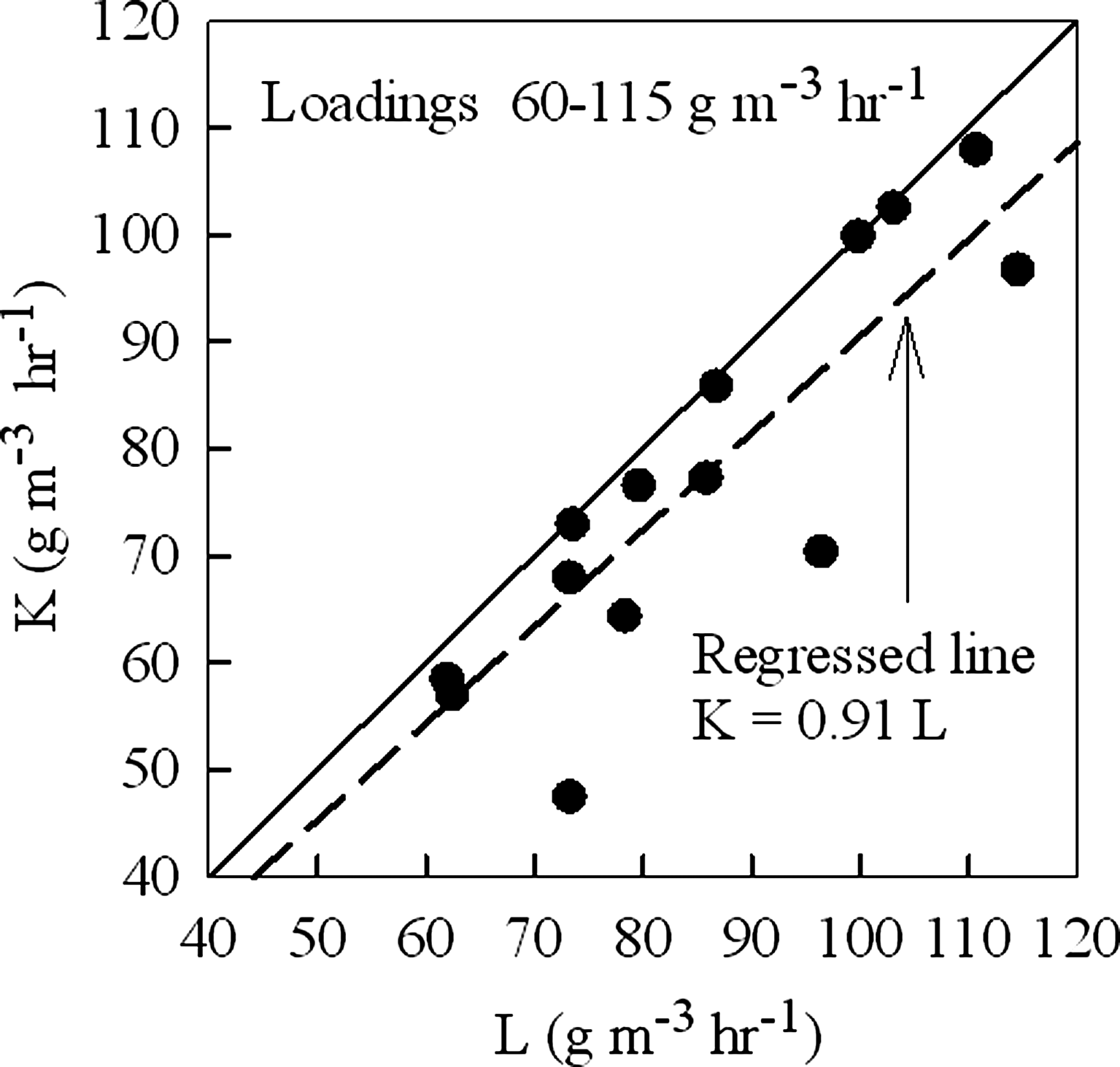
Variation of volumetric MEK elimination capacity (K) with its loading (L) to the whole biomedia (stage 1 + stage 2) in the higher loading range. K/L = 0.91 indicates an average MEK removal efficacy of 91% with L = 60–115 g m−3 h−1.
Table 3 shows a comparison of the removal of VOCs commonly found in laboratory biofilters and biotrickling filters (Chou and Huang, 1997; Cai et al., 2004; Iranpour et al., 2005; Webster, 2005). Compared with the cited media, the proposed fern chip biofilter had a relatively high VOC elimination capacity (maximum K = 160 g m−3 h−1) because of its relatively high specific surface area (1,090 ± 270 m2 m−3) and channel-free flow characteristics provided by the chip bed. Additional advantages of the fern-chip medium are its high strength when compared with traditional media such as peat and compost.
K, elimination capacity; a, specific surface area of the medium; VOCs, volatile organic compounds; EBRT, empty-bed retention time; NA, not available; BF, biofilter; RT, room temperature; BTF, biotrickling filter.
Figure 5 shows a comparison between experimental and calculated cumulative CO2 productions from the bioconversion of the influent MEK in the experimental period of days 0–120. The experimental volumetric CO2 production rate Rexp (mol m−3 h−1) was estimated as follows:
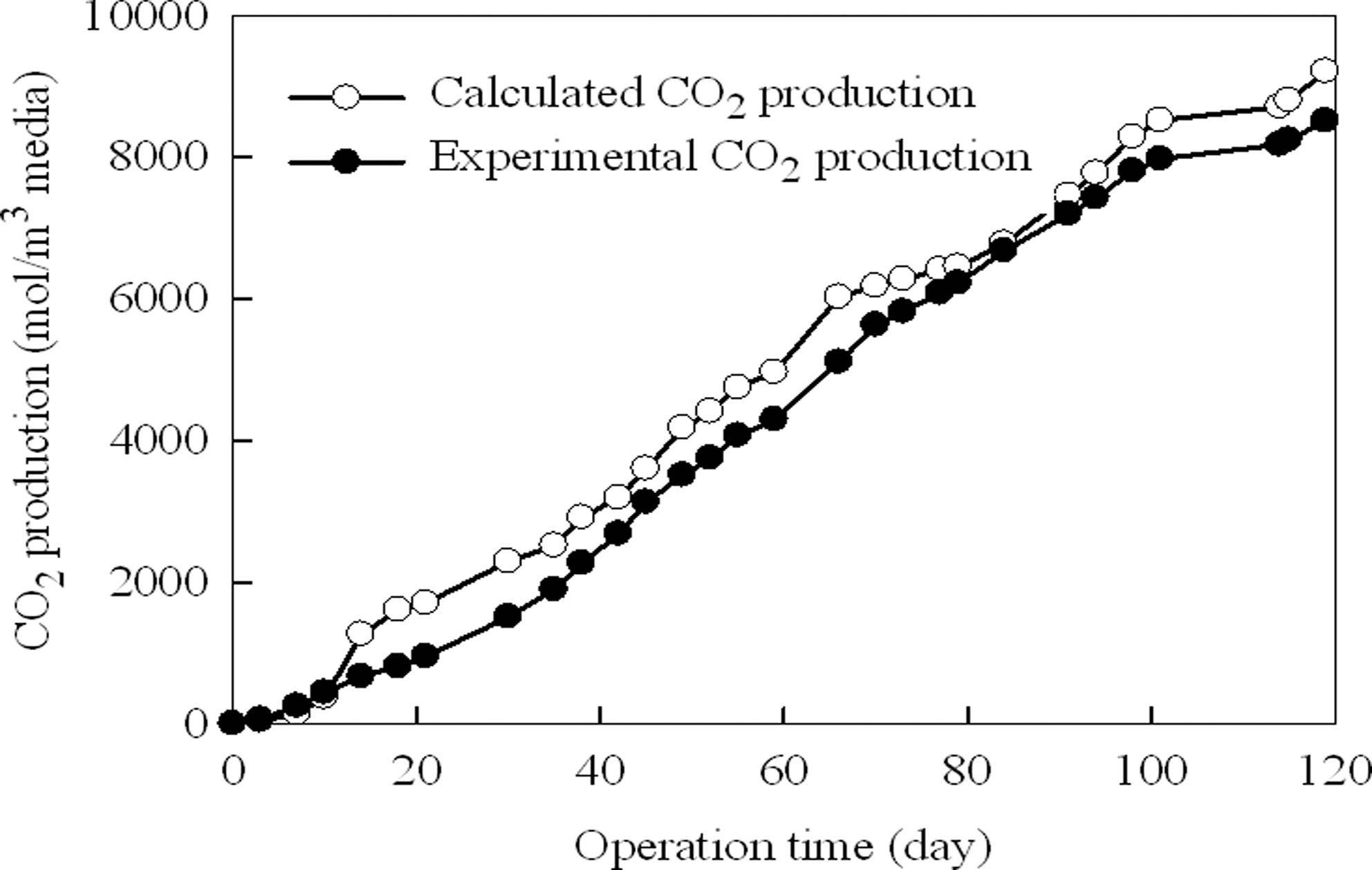
Accumulated CO2 production over operation time.
where Q is the influent gas flow rate (m3 h−1); CO2i and CO2o represent CO2 concentrations (mol m−3) of the influent and effluent gas streams, respectively; and V is the total media volume (m3).
The calculated volumetric CO2 production rate Rcal (mol m−3 h−1) was based on the following two equations:
where 72 is the molecular weight of MEK and 4 is the number of moles of CO2 produced from the bioconversion of 1 mole of MEK.
Results show that on the 120th day, the experimental cumulative CO2 production (8,510 mol m−3 media) was around 92% of the calculated one (9,210 mol m−3 media). The degraded MEK not metabolized to CO2 was possibly converted into cell mass and/or water-soluble metabolite(s) in the trickled bottom water of the beds. Chou and Huang (1997) also showed that around 90%–93% of the eliminated MEK was converted into CO2 in two pilot biotrickling filters packed with polypropylene spheres and wood bars, respectively. This mass balance of the eliminated carbon (as MEK) and CO2 indicates that certain kinds of bioconversion and biooxidation occurred in the biofilter.
Limitations of biofilter
One of the expected limitations of the fern-chip biofilter is the service life of the chips. The chips are organic in nature and thus can possibly be deteriorated by cellulose-degrading microorganisms. Experimental and field fern chips have service lives of at least 4 and 2 years, respectively (Chou and Wang, 2007; Chou et al., 2008). Expected life is over 5 years and longer than 2–3 years for traditional media (Devinny et al., 1999). Like traditional media, the fern-chip biofilter is ineffective for treating refractory VOCs such as chlorohydrocarbons.
Economic analysis
The economic analyses of fern-chip packed biofiltration and regenerative thermal oxidation (RTO) were conducted for the removal of MEK from a waste gas stream produced from a CCL production line. The comparison is based on a gas flow rate of 12,000 N m3 h−1 (evaluated at 0°C and 1.0 atm) with an average MEK concentration of 700 mg N m−3 (218 ppm) as calculated from the data and a gas temperature of 60°C.
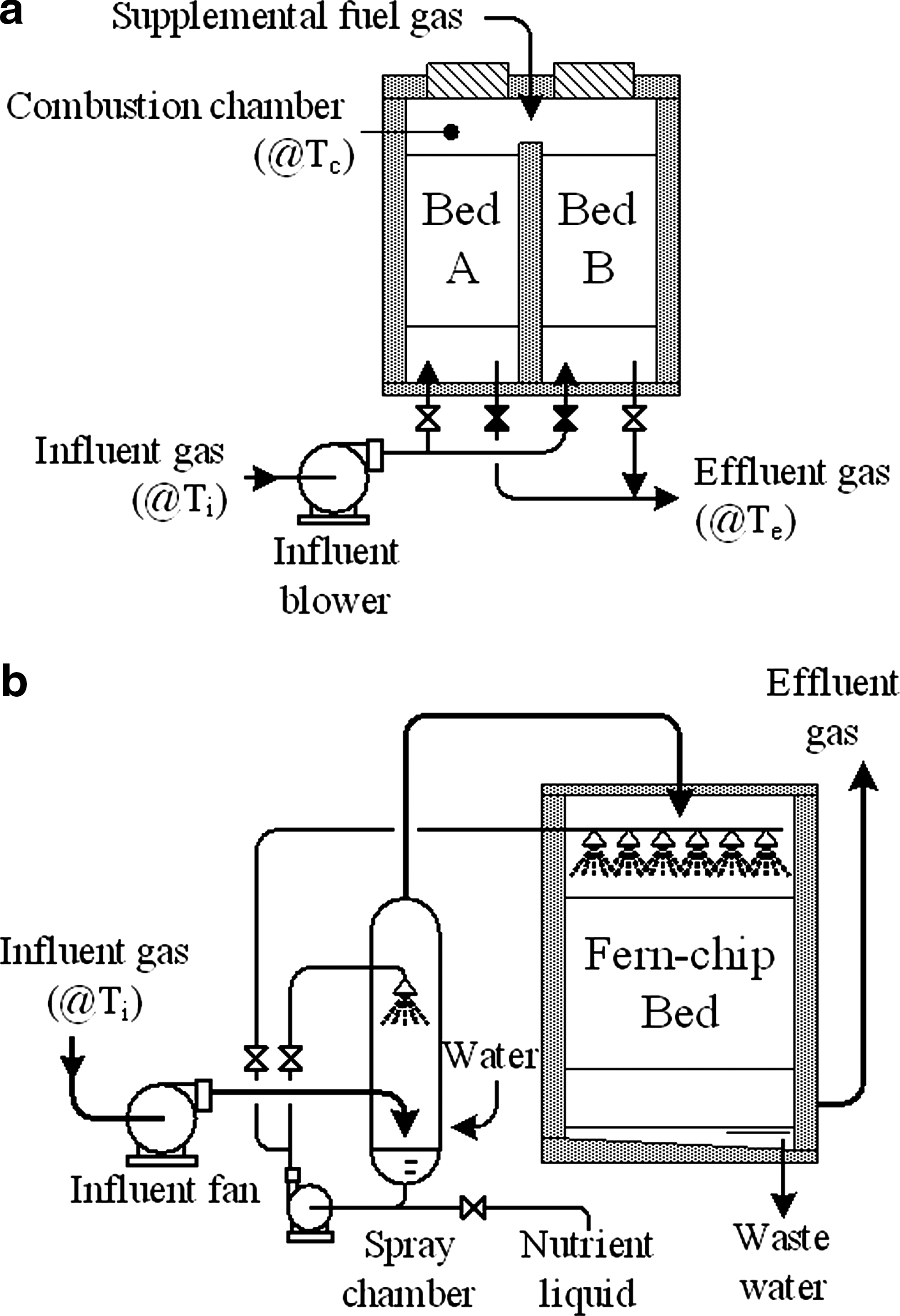
As shown in Fig. 6a, the basic operation of RTO consists of passing a VOC-containing cold gas stream over a bed (Bed A) packed with a heat-releasing material (usually a ceramic medium) in one direction to preheat the gas stream to temperatures of several tens of degrees lower than the required thermal destruction temperature, usually around 800°C. In the combustion chamber, auxiliary fuel or electrical heat is used to heat the gas to the desired temperature to destroy the VOC(s). The gas temperature can also be increased by the energy released from the destruction of VOC(s) in the gas stream. Thermal energy in the hot gas stream is then recovered by passing it over another bed (the heat-sink, Bed B) packed with the same material as that in Bed A during the operation half cycle of several minutes. The gas direction is then reversely introduced to the bottom of Bed B and drawn from the bottom of Bed A to complete the other half cycle. In general, a thermal energy recovery of around 93% and a VOC destruction efficiency of 98% can be achieved by a properly designed and operated RTO (Klobucar, 1997; Lewandowski, 1999). For the present case, based on the influent and combustion gas temperatures of Ti = 60°C and Tc = 800°C, respectively, and a thermal energy recovery of 93%, the effluent gas temperature Te can be calculated as follows:
(
Equation (7) shows that it requires to reach a temperature of 59°C for the influent gas to give an effluent gas temperature of 119°C. The energy requirement E is calculated as follows:
where Q is the influent gas flow rate (N m3 h−1); ρg is the air density (kg N m−3); and Cpg is the specific heat of air (kcal kg−1°C−1). The released energy Ec upon MEK combustion makes up part of the energy requirement E. Ec can be estimated as follows:
where Ci is the influent MEK concentration (kg N m−3); η is the MEK destruction efficiency (fraction); and Hc is the lower heating value of MEK (kcal kg−3) (Lewandowski, 1999). Using Eqs. (8) and (9), the required supplemental energy Es can be calculated as follows:
Es can be supplemented by gas fuels such as nature gas, liquefied petroleum gas, or electrical heat, depending on the rate of Es and system design.
In addition to Es, electrical energy Eb should be supplied to the fan for driving the waste gas through the RTO beds and system pipes. Eb can be estimated using the following equation for a fan efficiency of 65% and a total pressure drop of ΔP = 9.5” H2O (around 240 mm H2O) for the waste gas (USEPA, 1991; Klobucar, 1997; Lewandowski, 1999):
where Q is the influent gas flow rate (A m3 min−1) evaluated at a temperature of 60°C.
As shown in Fig. 6b, the biofiltration process for the target gas includes passing the gas through a water-spray chamber to humidify and cool the gas to as low as 35°C before it enters the fern-chip bed. Based on experimental data (Fig. 3), to achieve a MEK removal efficiency of 98%, a volumetric loading of 60 g m−3 h−1 was used for calculating the required packing volume V. Using Eq. (2), V is calculated:
In general, the required bed volume is estimated by considering reasonable volumetric organic loadings (L) to the bed and the required VOC removal efficiency (K/L). The required bed volume V was calculated to be 140 m3, as shown in Eq. (12). The EBRT is 0.70 min (140 m3/200 N m3 min−1) and the bed volume is not too large.
For a given packing volume V, the required dosing rate D of the nutrient (milk powder or liquid milk) can be calculated as follows:
Eb for the blowing fan can be estimated using Eq. (11) for a fan efficiency of 65% and a total pressure drop of ΔP = 4.0” H2O (around 100 mm H2O) for the waste gas flowing over the spray chamber and the biofiltration bed (USEPA, 1991; Chou et al., 2008):
Considering the above operation parameters and calculation results, Table 4 lists the construction and operating costs for treating the target gas by RTO and the fern-chip biofilter, respectively. The annual costs for RTO and the fern-chip biofilter are U.S. $136,670 and $24,348, respectively. The results in Table 4 are annual operation costs of RTO and the fern-chip biofilter. Both RTO and the biofilter are expected to have a service life of 10 years if properly operated and maintained. The supplemental fuel cost for RTO accounts for the main difference in cost between the two approaches.
This analysis is based on the waste gas data and the required MEK removal efficiency shown in Notes 1 and 2.
Notes: (1) Waste gas data: gas flow rate = 12,000 N m3 h−1 (evaluated at 0°C and 1.0 atm); average MEK concentration = 700 mg N m−3 (218 ppm); gas temperature = 60°C; (2) Required MEK removal efficiency = 98%; (3) Local (Taiwan) construction costs for the RTO and the biofilter are based on unit costs of $1,500/(N m3 min−1 gas flow) and $1,000/(N m3 min−1 gas flow), respectively; (4) Yearly operation time = 8,000 h; (5) Supplemental fuel (LPG) cost = (167,000 kcal h−1 × 8,000 h)/(11,000 kcal kg−1 LPG × $0.8 kg−1 LPG) = $97,200; (6) Electricity cost for the RTO = 14.8 kW × 8,000 h × $0.08 kW h−1 = $9,470; for the biofilter = 6.23 kW × 8,000 h × $0.08 kW h−1 = $3,990; (7) Nutrient (milk powder) cost for the biofilter = 0.140 kg day−1 × 365 days × $7 kg−1 = $358; (8) Yearly interest, depreciation, and maintenance cost = 10% of the construction cost.
RTO, regenerative thermal oxidation; LPG, liquefied petroleum gas.
Conclusion
A biofilter packed only with fern chips was developed for the removal of air-borne low-concentration VOCs emitted from copper clad laminate manufacturing processes using MEK as a solvent for resin lamination. With operation conditions of a medium pH of 5.3–6.8, an EBRT of 0.52–1.28 min, influent MEK concentration of 215–1,672 mg m−3, and volumetric organic loading of <115 g m−3 h−1, the fern-chip packed biofilter achieved an overall MEK removal efficiency of around 91%. Instant milk powder or liquid milk is essential for the good and stable performance of the biofilter for MEK removal.
The proposed media has the following advantages: (1) simple composition; (2) simple humidification, nutrient addition, pH control, and metabolite removal; (3) economical; and (4) low weight (wet basis of around 290 kg m−3). The proposed media can be extended for treating other VOCs.
Footnotes
Author Disclosure Statement
No competing financial interests exist.