
Abstract
Abstract
Fly ash from hazardous waste incinerators (HWIs) was characterized by higher concentration of volatile heavy metals when compared with the ash from municipal solid waste incinerators. Inspite of its high leaching potential of toxic metals and high risk of heavy metal release in landfills, few studies are currently implemented for the detoxification of HWI fly ash. The feasibility of vacuum-aided heat treatment (VAHT) for high toxic HWI fly ash was investigated to fulfil the requirements of environmental sound management of HWI fly ash. Also, the behavior of major toxic heavy metals Ba, Cd, Cr, Cu, Pb, and Zn during the treatment and their leaching properties after VAHT were studied in detail. Laboratory scale study showed that VAHT could effectively eliminate 100% of the Cd, 93.1% of the Pb, and 81.0% of the Zn under conditions of 900°C, 10 Pa, and 4 h. F-test showed that pressure is the significant factor for the removal of Cd and Pb, whereas temperature is a remarkable factor for Sn and Zn. Sequential chemical extraction analysis shows that VAHT can largely remove the heavy metals that are exchangeable, bound to carbonate, and bound to Fe–Mn oxides, correspondingly decreasing the environmental leaching toxicity of heavy metals from HWI fly ash.
Introduction
Most of the current studies for fly ash detoxification were focusing on municipal solid waste incinerator, and only a few researches were concerned with the characterization of HWI fly ash (Nowak et al., 2010; Quina et al., 2010). The most commonly used solidification and stabilization process is cement-based technology, which is a known technology to improve the chemical stability of fly ash before disposal. The main drawback of such a solidification and stabilization process is the considerable increase in volume and weight of the residue. This means that the advantage of the incineration process is lost, and material is produced that might still be very hazardous for the environment, especially if the material breaks up (Malviya and Chaudhary, 2006; Paria and Yuet, 2006). Thermal stabilization technologies were also widely studied, and many results showed that sintering and vitrification indicated better inertization of Cr, Cu, and Ni in comparison to the untreated fly ash (Ho et al., 2008; Yan et al., 2009; Baba et al., 2010). Treatment at high temperatures (1,300°C) can be used to convert the residues into glass materials with a much lower environmental impact, but this process was high energy consuming and only used in a few special cases (Maken et al., 2005). Moreover, the volatile toxic heavy metals such as Cd, Pb, Sn, and Zn were hardly stabilized in the vitrification process, which may emit out during the treatment and cause secondary pollution (Kuo et al., 2004). The efficiency of heavy metal stabilization would decrease further for HWI fly ash samples because of their much higher content of volatile Cd, Pb, and Zn.
Vacuum-aided heat treatment (VAHT) is potentially an interesting alternative for the treatment of toxic HWI fly ash; it can not only achieve the inertization of Cr, Cu, and Ni as other thermal methods, but also extract and separate the volatile heavy metals effectively (Zaitsev et al., 2004). In particular, vacuum can distinctively decrease the boiling points of the heavy metals, lessen the operating temperatures, and reduce the energy consumption of related process, which were widely adopted in the ferrous and nonferrous metallurgy industries (Zhu et al., 2003). In this article, the feasibility of VAHT for the treatment of high toxic HWI fly ash was studied, the behaviors of heavy metals during VAHT and their leaching properties after the treatment were also investigated in detail.
Materials and Methods
HWI fly ash
The fly ash used in this study was obtained from a rotary kiln HWI with a capacity of 20 t/d in southern China. The incinerator was operated at 1,100°C–1,200°C for the combustion of waste chemical reagents, solvents, oils, paints, and contaminated soils. Thirty samples were taken from the bag-type dust remover during a period of 10 months from 2004 to 2005 and then mixed to attain the composite samples.
Equipments for VAHT
The lab-scale equipment for VAHT mainly consists of furnace, quartz tube, vacuum cold trap, vacuum pump, temperature and pressure measuring, and controlling sets. The furnace (SK2-4-12) equipped with programmable temperature controller (Al-808) can heat samples to a highest temperature about 1,200°C with a precision of±2°C. Fly ash samples were put in a quartz tube and placed at the reaction zone. The cooling water was circulated through a thermostatically controlled device (HX-1050) that can effectively cool the water down to about 1°C–4°C. The capacity of the vacuum pump (VLVACGLD-051) is 50 L/min, and the final vacuum is about 6.7×10–2 Pa. The system pressure can be adjusted by a needle valve and measured by a digital pressure measuring set (ZDR-1) with a range of 10–2–105 Pa (Fig. 1).

Lab-scale equipment for the vacuum-aided heat treatment (VAHT) of hazardous waste incinerator fly ash.
Analyses
Chemical and physical analyses of ash samples and the residues after VAHT were conducted as follows:
• Chemical composition: X-ray fluorescence was performed with an SXF-1200 equipped with Rh X-ray tube, 40 kV, 70 mA. Fusion method was used for sample preparation to reduce the effect of graininess and mineral effects. • Heavy metal concentration: The heavy metal concentrations in the ash and residue after VAHT were determined by a PerkinElmer OPTIMA-2000 Inductively Coupled Plasma Optical Emission Spectrometer. The wavelength for the element Ba, Cd, Cr, Cu, Mn, Ni, Pb, and Zn are 233.527, 228.802, 267.716, 327.393, 257.610, 231.604, 220.353, and 206.200 nm, respectively. The samples were extracted by a 4-acid (HNO3-HClO4-HF-HCl) digestion procedure (Yafa and Farmer, 2006). • Leaching Test: Leaching test procedures regulated in Chinese GB 5086.1-1997 (SEPA, 1997) and USEPA SW846-1311 (USEPA, 2010) were used in the study. The extraction fluids were de-ionized water and glacial acetic acid solution; and ratios of solid to liquid were 1:10 and 1:20, respectively. After agitation, the sample slurry was filtered using a 6 μm millipore filter. The leachates were preserved in 2% HNO3. • Sequential chemical extraction (SCE): The SCE procedure suggested by Tessier et al. (1979) was performed for the original fly ash and samples treated by VAHT. A five-step sequential extraction scheme was used to characterize the heavy metals as exchangeable, bound to carbonate, bound to Fe–Mn oxides, bound to organic matters, and residual fraction. This method is a simplification of the reality to report the heavy metal values by oxides, because the chloride, sulfate, and phosphate could not be expressed in this way (Wan et al., 2006; Chiang et al., 2009). For the SCE recovery rates of heavy metals, near all of them (Ba, Cd, Cr, Cu, Mn, Ni, and Zn) lie in 85%–105%, only the element Pb lies in a wider range 70%–120% (Li et al., 1995).
Results and Discussion
Characterization of HWI fly ash
The result of X-ray fluorescence shows that SiO2 is the most abundant component in the fly ash samples, comprising about 31.58% (by wt.) of the total weight. The next most abundant components are CaO, Fe2O3, and Al2O3, contributing about 15.91%, 9.24%, and 8.71%, respectively. The ash had a basicity (defined as CaO/SiO2) of 0.5. It is closely in the zone of CaO·2SiO2 (CA2S) in the SiO2-CaO-Al2O3 phase map, which has a melting point of ∼1,350°C–1,550°C. This means that it is difficult to melt this fly ash as shown in Fig. 2, and a modification is needed for the vitrification treatment (Park and Heo, 2002; Oresek et al., 2010), due to its components (SiO2:CaO:Al2O3+Fe2O3≈2:1:1).
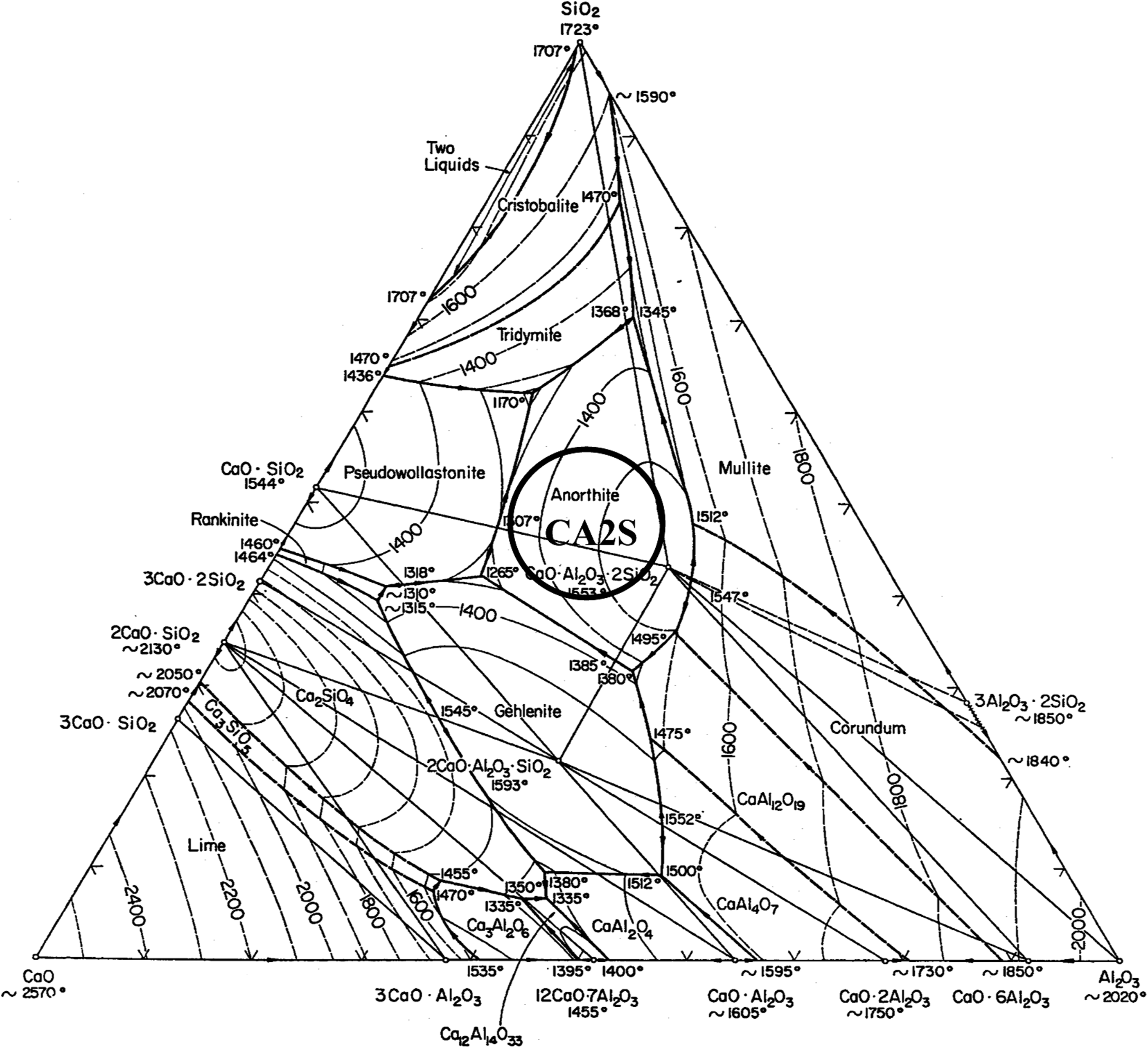
SiO2-CaO-Al2O3 ternary phase diagrams.
The heavy metal contents of the HWI fly ash were examined by Inductively Coupled Plasma Optical Emission Spectrometer after acid extraction. The leaching concentrations of the targeted heavy metals obtained by TCLP tests were also presented in Table 1. The result of the chemical analysis showed high concentrations of the heavy metals in the fly ash, but low leaching ratios of these metals for Cr, Cu, and Sn by both the leaching procedures. However, the leaching concentration of Pb, Cd, and Zn from HWI fly ash reached 7.24, 0.56, and 71.6 mg/L (as shown in Table 1) for Method A (SEPA, 1997), exceeding the Chinese Standard (SEPA, 1996). For Method B (USEPA, 2010), Pb and Cd reached 28.3 and 3.55 mg/L, exceeding current the ROC EPA regulatory thresholds, thus being classified as hazardous. In particular, the Pb and Cd leaching concentration exceeded the heavy metal limitation (SEPA, 2001) to enter a hazardous waste landfill site, which means that a pretreatment and stabilization is necessary before entering a landfill site.
Values presented in bold exceeded regulatory thresholds, thus being classified as hazardous.
Heavy metals removal through VAHT
Orthogonal experiments were adopted to study the effects of temperature, pressure, reacting time, and carbon addition (activated carbon, <0.15 mm). The removal ratio of targeted heavy metals was defined in equation (1), where mash and cash are the weight and targeted heavy metal content of the original ash; mtreated and ctreated are the weight and heavy metal content of the treated ash after VAHT.
A 4 level-5 factor orthogonal table was used, and the weight of the sample is 3.00 g before VAHT. It was found from Table 2 that removal ratio of 6 heavy metals shows distinct difference in those experiments. Cd, Pb, Sn, and Zn can be easily separated and removed by VAHT with the increase of temperature, vacuum level, and reaction time. The removal ratios for Cd, Pb, Sn, and Zn are above 80% under 900°C and 10 Pa for 4 h. As far as the Cr and Cu, their removal ratios were about 33.2% and 11.9% after VAHT, and no distinct trend could be found with the temperature or pressure change for their removal.
In the F-test, the critical value was set as 0.01 (degree of liberty is 99%), it could be found in Table 3 that pressure is a significant factor for the removal of Cd (F ratio = 6.131) and Pb (F ratio = 14.785) by VAHT. When the pressure was 600°C, only 36.85% of the Cd and 30.29% of the Pb could be evaporated and separated at 1,000 Pa, whereas a higher removal ratio of about 84.38% for Cd and 83.03% for Pb could be achieved at 10 Pa, respectively. For Sn (F ratio = 43.362) and Zn (F ratio = 10.277), temperature is a significant factor. When the pressure is 10 Pa, if the temperature is set at 600°C, the removal ratio of Sn and Zn is as low as 0.0% and 9.1%, respectively. When the temperature is 900°C, 93.1% and 81.0% of the Sn and Zn could be separated and removed.
In the F-test, a=0.01 and critical value=5.39. Values presented in bold exceeded the critical value.
A general trend of removal ratio increase could be found for Cd, Pb, Sn, and Zn with the temperature increasing and pressure decreasing. When temperature is higher than 700°C and pressure lower than 100 Pa, a removal ratio of about 80% could be achieved for Cd, Pb, and Sn. However, the separation and removal of Zn need a higher temperature.
Leaching characteristics of fly ash before and after VAHT
The leaching concentrations of the targeted heavy metals after VAHT (Pressure=10 Pa, time=3 h, temperature=600°C, 700°C, 800°C, and 900°C, respectively) obtained by TCLP tests were presented in Fig. 3. It could be found in Fig. 3a that the leaching concentrations of Cd, Pb, and Zn from HWI fly ash after VAHT decreased to <0.14 mg/L by Method A (SEPA, 1997). As shown in Fig. 3b, the leaching contents of Cd and Pb decreased to <0.02 and 0.5 mg/L respectively, which could be treated as normal waste theoretically.
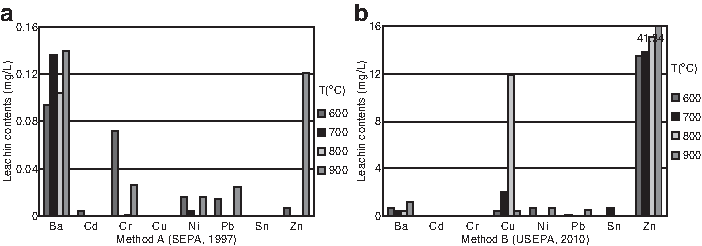
Leaching test of fly ash after VAHT
The SCE procedure suggested by Tessier was performed on the HWI fly ash before and after VAHT (shown in Fig. 4). It could be found in Fig. 4a that the residual or mineral part takes a majority for the elements Cr, Cu, Mn, Ni, and Ba in the fly ash samples. However, >80% of Cd was exchangeable, bound to carbonate, Fe-Mn oxides, and organic matters, which may be leached out and has a high risk to human health. For Pb, Zn, and Cu, the metals bound to carbonate, Fe-Mn oxides, and organic matters take a considerable part. So, they also pose some environmental and health risks.

Sequential chemical extraction of fly ash samples before
SCE was also performed for the samples after VAHT. Figure 4b–f shows the change of the leaching characteristics of the fly ash before and after VAHT. In Fig. 4b, it could be found that the exchangeable metals decrease largely for all the 8 metals except Ba and Ni after VAHT. The exchangeable Cd and Cr reduce to zero when the treatment temperature is higher than 700°C. The VAHT can also reduce the exchangeable Pb and Zn distinctly.
In Fig. 4c, the fraction bound to carbonate (F2) means the metals associated with carbonates, this fraction would be susceptible to changes of pH. It could be found that VAHT can reduce the Cd, Cr, Cu, Pb, and Zn bounded to carbonates. However, the Ba, Mn, and Ni concentration increased to a certain extent.
In Fig. 4d, the fraction bound to Fe–Mn oxides (F3) implies the metals bound to iron and manganese oxides exist as nodules, concretions, cement between particles, or simply as a coating on particles. The F3 metals are thermodynamically unstable under anoxic conditions. It could be found in Fig. 4d that the Cd, Cr, and Pb bound to iron and manganese oxides decreased gradually after VAHT with an increasing temperature. For Zn, it showed a distinct decrease only when temperature is close to 900°C. The Ba and Ni concentration increased after VAHT.
In Fig. 4e, the fraction bound to organic matters (F4) means the metals that may be bound to various forms of organic matter or sulfide. Some researchers developed more sophisticated SCE procedure for fly ash, in which the fraction 4 was divided as reduction resistant phase (heavy metals bound to crystalline oxides) and sulfide fraction. Their results showed that Zn-content in the residual fraction grows with increasing temperature (Bipp et al., 1998). Actually, the heavy metals in fraction 4 are much lower than in other fractions, as incineration is a very strong oxidation condition. In Fig. 4a, it could be hardly found in fraction 4 as for Pb and Zn. So, the change of F4 before and after VAHT was very little most of the time.
Once the first four fractions have been removed, the residual solid should contain mainly primary and secondary minerals, which may hold trace metals with their crystal structure. In Fig. 4f, it could be found that the removal of Ba, Cr, Mn, and Zn in the residual fraction (F5) is very difficult even by VAHT at high temperature and high vacuum, which are not expected to be released in solution over a reasonable time under the conditions normally encountered in nature. The reduction of Cd, Pb, and Zn in the treated ash should be resulted from evaporation. Some of the results showed that Zn-content and in the residual fraction grows with increasing temperature (Wunsch et al., 1996, 1997). Thermal treatment at normal atmosphere shows an excellent inertization of Zn in fly ash, especially at temperatures above 1,200°C. This study shows that volatile heavy metals' evaporation and inertization through VAHT is different from the normal thermal treatment (Bipp et al., 1998). From Fig. 4f, it could be found that VAHT was very strong to eliminate Pb and Zn, which can even separate the Cd, Pb, and Zn from F5 the residual fraction (fixed in crystal lattice).
From the above analysis, it could be found that VAHT could effectively eliminate the toxic Cr, Cu, Pb, Pb, and Zn that are exchangeable, bound to carbonate, bound to Fe–Mn oxides, and bound to organic matters. The analyses of TCLP results show that the total heavy metal contents, leachable concentrations, and leachable ratio of Cd, Cr, Cu, Pb, and Zn decreased largely compared with the original ash. VAHT is potentially a promising way to detoxify HWI fly ash.
Footnotes
Acknowledgment
This work was financially supported, in part, by the National Natural Science Foundation of China (20977105 and 50708110).
Author Disclosure Statement
No competing financial interests exist.