
Abstract
Abstract
In this investigation, samples of waste diatomite and water purification sludge were subjected to a constant pressure of 5 MPa, sintering temperatures of 1000°C to 1270°C, and a sintering time of 2 hours to determine the suitability of the materials for the development of porous ceramic products. The percentage of water purification sludge mixed in the waste diatomite ranged from 0% to 20%. Under the operating conditions just described, a homogeneous melt with a viscosity that allowed the samples to be shaped was obtained.
Microstructures, crystal structures, and volumes of the pores of the ceramic samples were then determined by X-ray diffraction, scanning electron microscopy, and mercury intrusion porosimetry, respectively. When the heating temperature was 1270°C, porous ceramic samples of diatomite containing 20% water purification sludge had a density of 0.97 g/cm3, a porosity of 49.9%, a water absorption of 51%, a shrinkage of 15.3%, and a high compressive strength (18.3 MPa). When heated to this temperature, sintered samples contained pores of approximately 2.5 μm to 3 μm, and they yielded a small peak in around 0.3μm to 2 μm. In summary, porous ceramics samples of 80% diatomite and 20% water purification sludge have favorable mechanical properties and therefore may be utilized in several applications, particularly as a water-retaining material in pavements.
Introduction
High-grade diatomaceous earth with a minimum of approximately 95% diatomite (SiO2·nH2O) is a naturally occurring substance that primarily contains alumina, although other impurities, such as alkaline earth elements, alkaline metals, iron, and organic components, are also present (San et al., 2009). The structure of diatomite is quite complex. Because there are many fine microscopic pores, cavities, and channels, it has a large specific surface area, high absorption capacity, and low density. It also has a low thermal conductivity, a relatively high melting point, chemical inertness, and small grains. Moreover, because of its relative low cost and abundance, it is utilized extensively as a filler, a filtering aid, an abrasive, an insulating material, a conventional catalyst support, and a membrane (Vasconcelos et al.; 1998; Vasconcelos et al. 2000; Zhang et al., 2005). Small, highly porous diatomite particles are useful in fabricating highly permeable microporous membrane filters (Vasconcelos et al., 2000). Their only shortcoming is that they contain impurities, such as calcium, that coat their surfaces, limiting their use in filtration applications (Alderman et al., 2007; Hadjar et al., 2008).
Using a novel process that retains the intrinsic porosity of the powder from which they are manufactured, it is possible to fabricate porous ceramics with well-defined macroscopic shapes and high mechanical stability (Vasiliev et al., 2006; Dibandjo et al., 2008). Sintering, a thermal process that transforms a compact powder into a bulk material, is applied in mass-producing complex-shaped components. The shapes of powder particles and pore channel networks are changed by diffusion (Wakai and Aldinger, 2003a; Wakai and Aldinger, 2003b; Wakai et al., 2005), which is driven by the difference in curvature-dependent chemical potential. Sintering is a complex process of microstructural evolution that involves bond formation, neck growth, pore channel closure, pore shrinkage, densification, coarsening, and grain growth. The microstructural evolution in sintering is caused by the motion of surfaces, grain boundaries, and rigid bodies. In real sintering, various diffusion mechanisms, such as evaporation–condensation, surface diffusion, grain boundary diffusion, and bulk diffusion, proceed simultaneously. The shrinkage is approximately proportional to the sintering force (Wakai et al., 2007; Tikare et al., 2003). The features and properties of the ceramic material, including porosity, pore size distribution, pore morphology, and pore connectivity (commonly identified as the relationship between open and closed porosity), are highly dependent upon the composition and processing method. Recent reviews have described the development of various replica-based, sacrificial template-based, and direct foaming approaches for producing porous ceramics (Studart et al., 2006; Galassi, 2006).
Because porous ceramics can combine high permeability with favorable mechanical, thermal, and chemical stability, they have a wide range of industrial applications (Greil, 2002; Akhtar et al., 2009). The goal of this investigation is to demonstrate a novel method for producing porous ceramic monoliths from diatomite and water purification sludge. The microstructure and porosity of the porous ceramics monoliths were determined by scanning electron microscopy (SEM) and mercury intrusion porosimetry, respectively. The effect of the temperature on the density and the mechanical stability of the porous monoliths will be discussed and an optimal range of temperatures for the preparation of porous materials from diatomite and water purification sludge will be identified.
Materials and Methods
Materials
The waste diatomite was from the food-processing industry in Taipei County, Taiwan. The diatomite was crushed, and the particles sieved into sizes between 74 mm and 300 mm for use in subsequent experiments. The water purification sludge samples were collected from the drying beds at Gongguan Water Treatment Plant. The Gongguan Water Treatment Plant, which is located in northern Taiwan, produces approximately 500,000 m3 of drinking water per day from surface water, using a conventional coagulation, flocculation, and rapid sand filtration process with polyaluminum chloride (PAC) as the coagulant. The drinking water is disinfected using a combination of chlorine gas and chlorine dioxide. The treatment process produces approximately 166,000 tons of water purification sludge (based on 50% sludge moisture content) per year. The collected sludge cake had agglomerated, and therefore, it was mechanically shredded and sieved to produce particles between 74 mm and 300 mm. To ensure that the waste diatomite and water purification sludge samples were representative, about 500 kg of each were collected. Both the waste diatomite and water purification sludge were then pulverized in a ball mill until they could pass through a 100 mesh (149 μm) sieve. The ratio of water purification sludge to waste diatomite varied from 5% to 20% with increments of 5%. The dried and pulverized waste diatomite and the water purification sludge were then stored in a desiccator until testing.
Production of compacted sintered porous ceramics from both materials
To produce the porous ceramic samples, the waste diatomite and the sludge samples were oven-dried at 105°C for 24 h and ground in a ball mill to form fine powders suitable for pressing. The powdered samples were mixed with each other to prepare a known mass percentage of sludge in diatomite in different concentrations of sludge (0% to 20% by mass). The mixtures were then homogenized in a blender and molded by pressing at 5 MPa to form 60 mm(L)×30 mm(W)×15 mm(H) bars. The compacted specimens were put on a platinum plate and ignited in an electrically heated furnace, using a heating rate of 5°C/min. The ignited samples were sintered at temperatures between 1000°C and 1270°C, for 120 min to produce the porous ceramics samples. After sintering, the samples were cooled to room temperature and then stored in a desiccator for further analyses to determine their physical properties and leachability.
Characterization of porous ceramics specimens
The chemical composition and physical characteristics of the porous ceramic pellets and sintered products were measured, using standard methods approved by the Taiwan Environmental Protection Administration (NIEA, 2004). The samples were digested using nitric acid (HNO3)/perchloric acid (HClO4)/hydrofluoric acid (HF), according to NIEA R355.00C and then analyzed with inductively coupled plasma atomic emission spectroscopy (ICP-AES) for their major elements. The NIEA R201.14C method, Toxicity Characteristic Leaching Procedure (TCLP), was used for heavy metal determination (Ho et al., 2008). The mass loss and absorption capacities were measured using the NIEA R204.00T method and ASTM C556, respectively. The major analyses performed on the porous ceramics included the following:
• Heavy metal concentration: Heavy metal concentrations were confirmed by ICP-AES. The samples were crushed, and the heavy metals were extracted by acid (HF:HClO4:HNO3=2:1:1). • TCLP: This procedure requires the preliminary evaluation of the sample's pH characteristics to determine the proper extraction fluid for the experiments. It was determined after testing that the #B extraction fluid (pH>5.0) should be used for the TCLP analysis. The fluid was prepared by adding 5.7 mL of acid to 500 mL of double distilled water, diluted to a volume of 1 L. A 25 g sample was placed in a 1 L Erlenmeyer flask to which 500 mL of extraction fluid was added. The samples were agitated with an electric vibrator for 18±2 h. The slurry was filtered with 6 μm to 8 μm pore size Millipore filter paper. The leachates were preserved in 2% HNO3. • Chemical composition: X-ray fluorescence (XRF) analysis was performed with an automated RIX 2000 spectrometer. Specimens were prepared for XRF analysis by mixing 0.4 g of ceramic sample and 4 g of 100 Spectroflux at a dilution ratio of 1:10. The homogenized mixture was placed in a platinum/gold (Pt/Au) crucible before being heated for 1 h at 1000°C in an electrical furnace. The homogeneous melted sample was recast into glass beads 2 mm thick and 32 mm in diameter. • Unconfined compressive strength (ASTM C39–72): Three specimens were used for the compressive strength tests while a fourth one was used for the microstructure examination. The average strength value of the three specimens was determined. The coefficient of variation of these results was less than 10%.
The average mass loss, 24 h absorption rate, and bulk density value from the three specimens were also determined. A sintered sample was immersed in water for 24 h to calculate the water absorption rate. The densities of diatomite and water purification sludge were measured beyond the condition at which the particle size was 37 μm to 300 μm. The following equations were used to compute the mass fraction of loss (wi,loss), 24 h water absorption rate (λH2O,24h), and bulk density of sintered porous ceramics specimens (ρ, in g/cm3):
where m0 is the mass of specimen before ignition, mi is the mass of specimen after ignition, α sd ,24h is the amount of water absorbed in 24 h by saturation with dry mass of specimen, md is the dry mass of specimen, mssd is the saturated surface dry mass of specimen, and mimd is the immersed mass of dry specimen.
A Quantachrome Autoscan Mercury Intrusion Porosimeter (MIP) was used with intrusion pressures of up to 413.7 MPa. By using the Washburn equation,
where p, γ, r, and θ stand for the applied pressure, surface tension, pore radius and wetting angle, respectively, the pore volume (V) and the corresponding radius (r) could be synchronously plotted by an X-T plotter. The wetting angle of mercury was assumed to be θ=140o.
The crystalline phases present in the sintered porous ceramics samples were determined by X-ray diffraction (XRD, Seimens FTS-40), using 30 mA and 40 kV Cu Kα radiation. The crystalline phases were identified by comparing the intensities and positions of the Bragg peaks with the data files of the Joint Committee on Powder Diffraction Standards (JCPDS). A Hitachi S-800 scanning electron microscope was used for SEM observation and crystal structural determination.
Results and Discussion
Characteristics of waste diatomite and water purification sludge
The densities of waste diatomite and water purification sludge were 1.41 g/cm3 and 1.94 g/cm3, respectively. The pH values of the waste diatomite and water purification sludge were 7.36 and 7.47. Their respective moisture content was 36.5% and 41.5%. Fig. 1 displays the size distribution of particles in the waste diatomite and water purification sludge. The particles of the waste diatomite with the median diameter less than 19 μm made up 10% of the waste. The other 90% of the particles had a median diameter between 19 μm and 210 μm. Approximately 80% of the particles in the water purification sludge had a median diameter between 40 μm and 149 μm.

Cumulative mass percentage vs. median diameter of the waste diatomite and water purification sludge after a fine crush process.
Table 1 presents the composition of the waste diatomite and water purification sludge. The XRF analysis showed that the major components of the waste diatomite were SiO2 (94.5%) and the main components of the water purification sludge were SiO2 (59.4%), aluminum oxide (Al2O3, 5.2%) and iron oxide (Fe2O3, 7.2%). The next most abundant components were potassium oxide (K2O, 3.4%), magnesium oxide (MgO, 1.6%), and calcium oxide (CaO, 0.7%). Further X-ray diffraction analysis revealed that the waste diatomite and water purification sludge that were used were primarily comprised of quartz, Al2O3 and Fe2O3 (see Fig. 2). The electron microscope images in Fig. 3 show the microstructure of the waste diatomite and water purification sludge. In Fig. 3a, broken pieces of diatomaceous earth with cylindrical and plateau shapes are present. There also are undamaged forms of diatomaceous earth with extremely clean pores. The particle in Fig. 3b exhibits the inherently intricate structure of water purification sludge particles.

X-ray diffraction patterns of waste diatomite and water purification sludge.
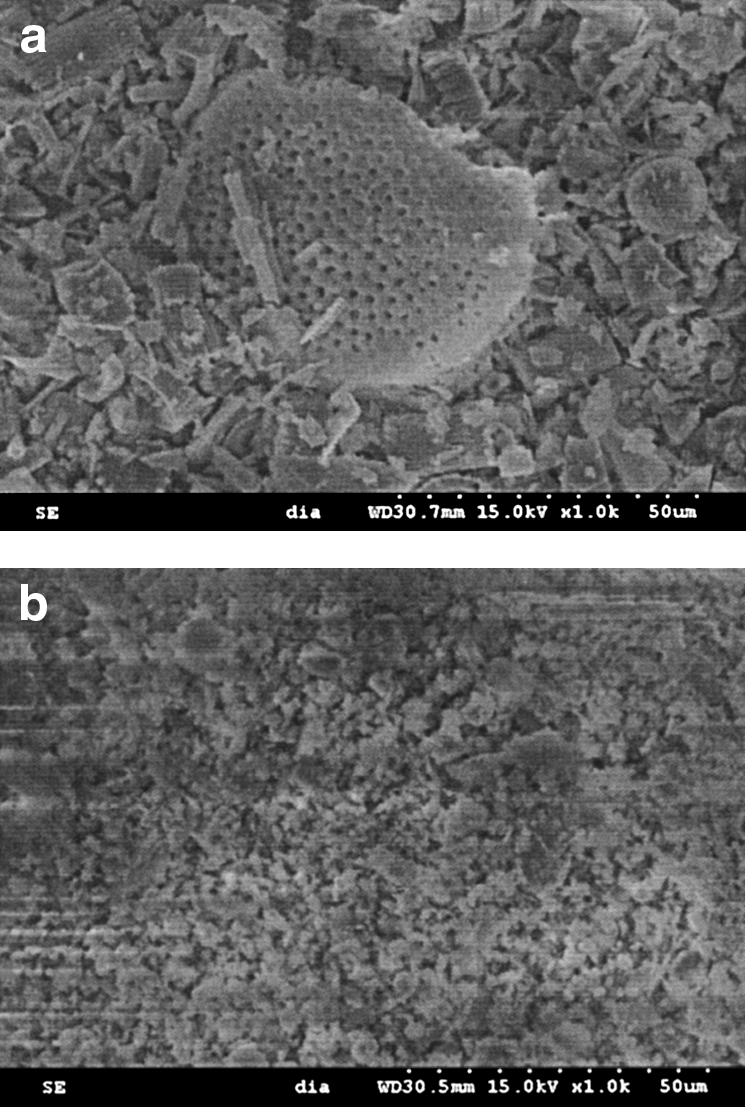
SEM images of the raw materials: (
Table 2 presents the total metal and TCLP concentrations in the diatomite and water purification sludge. The amounts of lead (Pb), chromium (Cr), copper (Cu), zinc (Zn) and nickel (Ni) in the water purification sludge were 21.7 mg/kg, 66.7 mg/kg, 55.0 mg/kg, 81.7 mg/kg, and 55.0 mg/kg, respectively. The TCLP leaching concentrations of the target metals in the waste diatomite and the water purification sludge, given in Table 2, met the EPA's current regulatory thresholds.
N.D.: Pb<0.015 mg/L; Cr<0.009 mg/L; Cd<0.021 mg/L; Zn<0.074 mg/L; Cu<0.089 mg/L; Ni<0.112 mg/L.
TCLP, Toxicity Characteristic Leaching Procedure.
Mechanical characteristics of porous ceramics
Figure 4 presents the open porosity of pure diatomite specimens that were heated at various temperatures. The porosity declined from 66.5% to 62.3% upon heating from 1000°C to 1270°C. That is, the percentage of porosity declined as the temperature increased. Initially, the open porosity decreased very slowly from 66.5% at 1000°C to 65.5% at 1100°C. The reduced porosity was responsible for the unique porous mineralogical character of diatomite that contained 20% water purification sludge. Obviously, the porosity changed significantly during sintering. In the second stage, the porosity fell from 56.4% at 1200°C to 49.9% at 1270°C. The drop in the percentage of porosity was 6.5%, which is greater than the 1.0% drop in the first stage. In the second stage, sintering reduced the volume and porosity of the samples.

Percentage of porosity verses percentage of water purification sludge in diatomite at different ignition temperatures.
The water absorption capacity, which is the mass of moisture in the pores as a fraction of the mass of the sintered specimen, is an effective index of the quality of porous ceramics. Figure 5 presents the percentage of absorbed water and demonstrates that the percentage of water purification sludge in the diatomite varied with the various heating temperatures. The absorption of water by diatomite in sintered porous ceramics samples fell from 89.4% at 1000°C to 79.9% at 1270°C. These results indicate that as the water purification sludge content declined, the amount of water absorbed in the porous ceramics samples increased. A near linear dependence of water absorption on water purification sludge content (from 10% to 20% by mass) was observed in the samples of diatomite that contained water purification sludge. Moreover, as the heating temperature increased (1200°C), the amount of water that was absorbed by the porous ceramics decreased, which suggests that local liquid-phase sintering occurred, reducing pore volume and water absorption capacity. Apparently, the bonding capacity of the porous ceramics was related to the amount of water purification sludge that was added.

Percentage of absorbed water in porous ceramics vs. percentage of water purification sludge in diatomite at different ignition temperatures.
During sintering, open and closed pores are formed. Densification is a pore-filling process that occurs during the liquid phase flow and involves pore shrinkage. Sintered diatomite samples typically have a bulk density of 0.74 g/cm3 to 0.78 g/cm3. Figure 6 plots the measured bulk density of samples containing various proportions of water purification sludge, heated at various temperatures. As Fig. 6 reveals, increasing the temperature increases the bulk density. The heating temperature can also affect the bulk density of the porous ceramics. The bulk density increased with the water purification sludge content. Accordingly, temperature is clearly the most important parameter in the controlled densification of porous ceramics and in the formation of monoliths with a well-defined porosity.

Percentage of bulk density of porous ceramics vs. percentage of water purification sludge in diatomite at different ignition temperatures.
The mass loss that occurs in a monolith during sintering is related to the development of porosity and densification. Eventually mass loss influences the compressive strength of the thermally treated samples. Figure 7 plots the mass loss upon the ignition of porous ceramics and the amount of water purification sludge that was added to the mixture at various heating temperatures. As the heating temperature increased from 1000°C to 1270°C, the mass loss increased. The mass loss of the samples following sintering may have been caused by the release of gases upon the conversion of organic residues, mineral decomposition, or vaporization of volatile metals in the thermally treated samples during the sintering process. The emission and decomposition of these substances would influence the macro-properties and microstructure of the porous ceramics. In this investigation, the percentage of mass loss during the sintering of the green samples to porous ceramics was considered. Increasing the heating temperature increased mass of the sample lost upon ignition. The elimination of organic matter from a normal sintered sample of diatomite upon heating to 1000°C, 1100°C, 1200°C, and 1270°C was responsible for the loss of mass, which was 1.91%, 1.93%, 1.97%, and 1.98%, respectively. The amounts of water and trace inorganic components, including sulfur and chloride, in the waste diatomite, as well as the amount of water purification sludge burnt off during the sintering process also influence mass loss. Adding water purification sludge reduced the mass loss upon ignition, which shows that diatomite and water purification sludge are mutually compatible materials. Therefore, water purification sludge can be used as a substitute for diatomite.

Percentage of mass loss in porous ceramics vs. percentage of water purification sludge in diatomite at different ignition temperatures.
The quality of porous ceramics can be further evaluated by determining their shrinkage. Figure 8 plots the shrinkage during ignition at various temperatures. The shrinkage of pure diatomite sintered porous ceramics samples was 2.0%, 4.3%, 5.2%, and 6.3% upon heating to 1000 oC, 1100 oC, 1200 oC, and 1270°C, respectively. When the water purification sludge content in the mixture was varied from 0% to 20%, the porous ceramics shrinkage changed from 0.8% to 2.9%, 4.8% to 10.0%, 6.7% to 13.9% and 7.8% to 15.3% upon heating to 1000°C, 1100°C, 1200°C, and 1270°C, respectively.

Percentage of sintering shrinkage in porous ceramics vs. percentage of water purification sludge in diatomite at different ignition temperatures.
Of the various indices of the engineering quality of porous ceramics materials, compressive strength is the most important. Figure 9 plots the results of the compressive strength testing of porous ceramics produced from mixtures of both diatomite and water purification sludge. As the heating temperature was increased to 1000°C and then to 1270°C, the compressive strength of the diatomite porous ceramics slowly increased. As the heating temperature was increased above 1200°C, the compressive strength of the porous ceramics samples of diatomite that contained water purification sludge apparently increased. When the porous ceramics contained 20% water purification sludge at a heating temperature of 1200°C, the compressive strength exceeded that of the pure diatomite porous ceramics. The optimal heating temperature that maximized compressive strength was 1270°C. The relationship between the porosity, water absorption, and the compressive strength of the sintered samples was investigated by evaluating these parameters upon sintering at 1270°C. Figure 10 plots the results, including the relationship between the porosity and compressive strength, which yielded a regression coefficient of R2=0.98. As expected, the porosity declined as the compressive strength increased. The relationship between water absorption and the compressive strength of the sintered samples is shown (Fig. 11). A linear relationship with R2=0.97 was observed: The water absorption decreased as the compressive strength increased. Therefore, water purification sludge can be blended with diatomite to produce porous ceramics. The high mechanical strength and water absorption capacity of porous ceramics make them suitable for use as water-retaining materials in pavements.
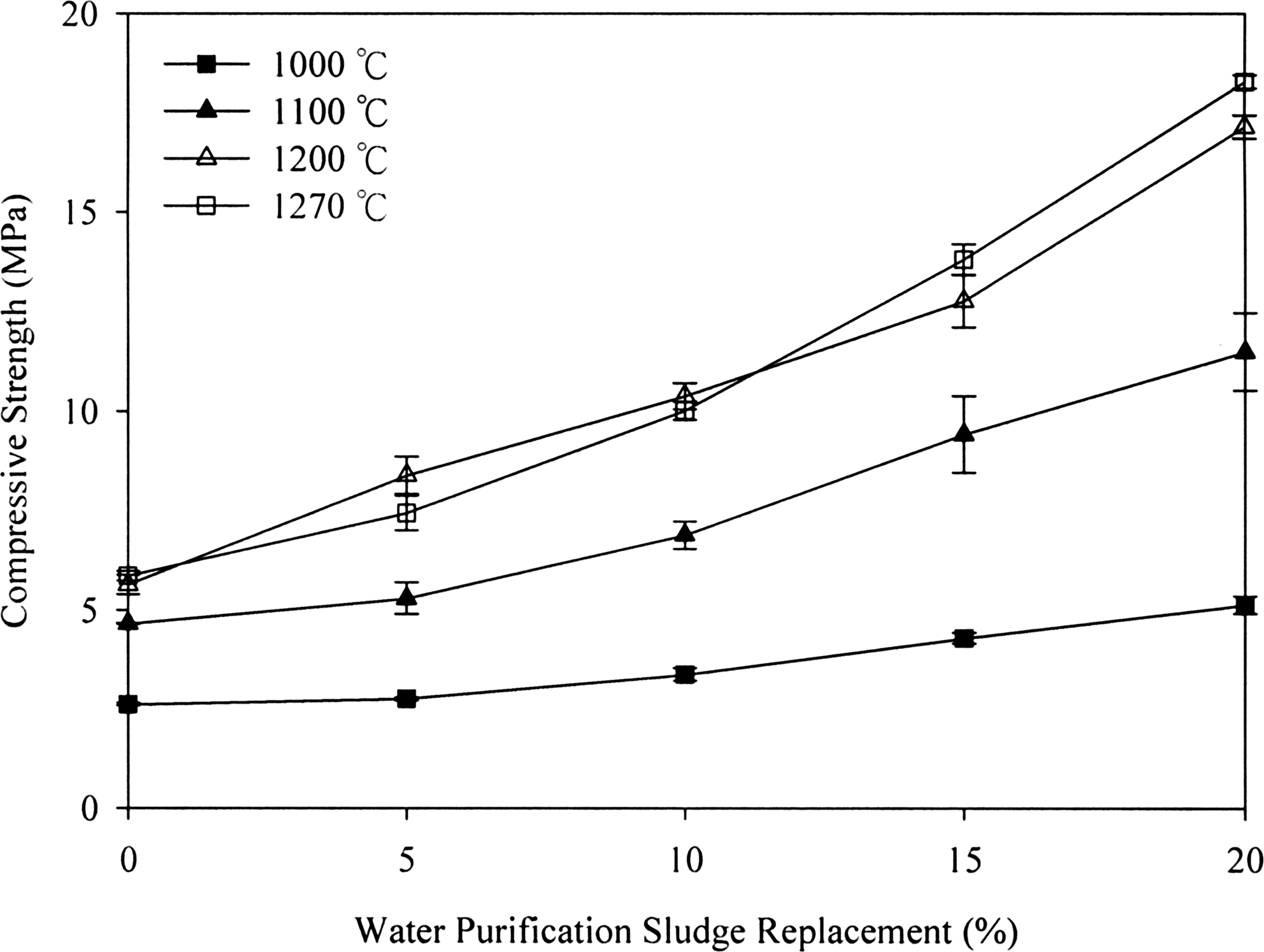
Compressive strength of porous ceramics vs. percentage of water purification sludge in diatomite at different ignition temperatures.

Relationship between porosity and compressive strength.

Relationship between water absorption and compressive strength.
Distribution of sizes and total volume of pores in ceramics
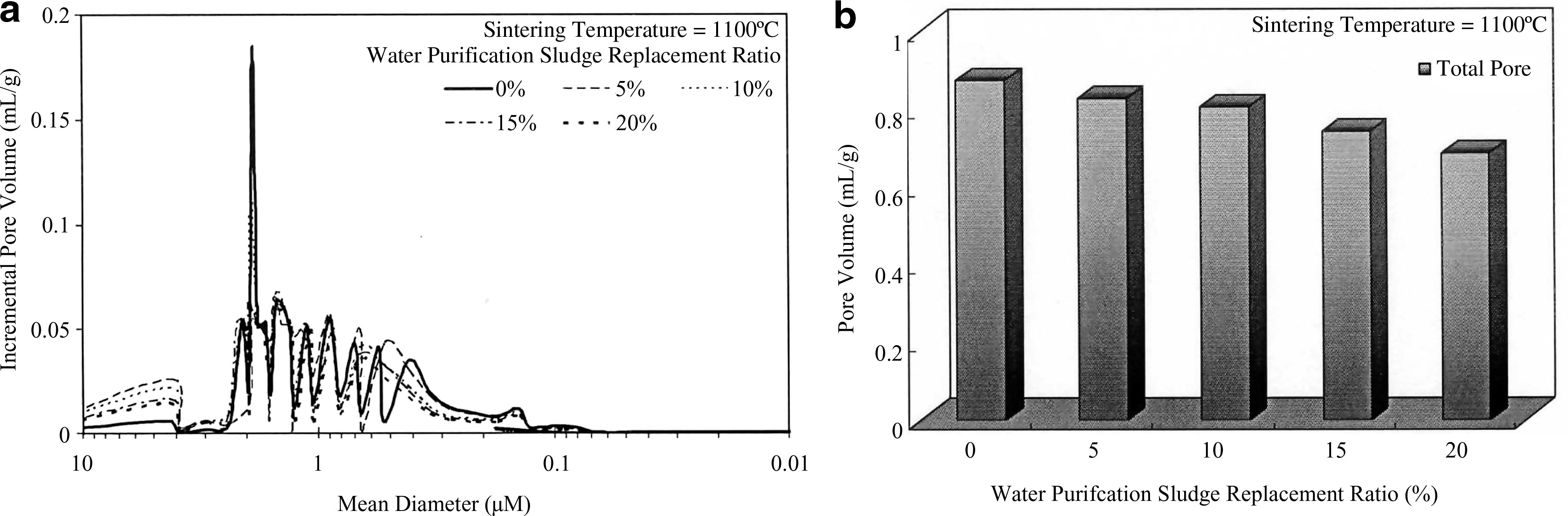
Figure 12 plots the mercury intrusion data that was obtained upon heating to 1100°C. Figure 12a includes one strong peak with pore sizes ranging from around 1.5 μm to 2 μm, and a smaller peak with pore sizes ranging from 0.2 μm to 1 μm. The pores with sizes of 1.5 μm to 2 μm were the voids among the powder particles, while those with sizes of approximately 0.2 μm to 1 μm were the pores that were inherent to the diatomite porous ceramic samples. The size represented by the main peak increased with the heating temperature. Figure 13 plots the mercury intrusion data obtained upon heating to 1200°C. Figure 13a includes one strong peak at pore sizes of approximately 2 μm to 2.5 μm, and a smaller peak at 0.3 μm to1 μm. Figure 14 plots the mercury intrusion data obtained upon heating to 1270°C. Figure 14a includes a strong peak at pore sizes of approximately 2.5 μm to 3 μm, and a smaller peak at sizes of around 0.3 μm to 2 μm. Accordingly, the sizes of the interparticle pores decreased as the peak temperature increased, and the interparticle voids became partially filled with the melt and/or collapsed.
(

(

(
Figures 12b, 13b, and 14b present the evolution of the porosity of sintered bodies that contained water purification sludge. The cumulative volume of pores, corresponding to the pore size, is plotted. The minimum bulk density corresponds to the maximum volume of opened pores in the samples. As the percentage of water purification sludge mixed with the diatomite increased, the volume of pores in the sintered samples became smaller. As Figs. 12b, 13b, and 14b demonstrate, the porous diatomite ceramic samples had a larger volume of pores. However, as shown in these figures, for both types of sample, the dependence of the total volume of pores on water purification sludge content is strongest between 15% and 20%.
Figures 12b, 13b, and14b also present the evolution of such relevant morphological parameters as total Hg intrusion volume (porosity) and average size of interconnecting pores, including the pore necks, among the water purification sludge particles in samples that contained 10% to 20% water purification sludge. As the concentration of water purification sludge increases, the sludge begins to interact with particles, and an open structure in which the fine pores interconnect is slowly formed. As expected, porosity and average pore size depend directly on the water purification sludge content. Increasing the amount of water purification sludge particles tends to reduce the average distance between diatomite particles in samples that contain water purification sludge and make the diffusion mechanism during sintering more effective.
XRD patterns of porous ceramics
Figure 15 presents XRD patterns of porous ceramics that were sintered at 1000°C to 1270°C. Two peaks at 1000°C reveal the formation of cristobalite and quartz in the diatomite porous ceramics. As the temperature increases, the cristobalite content increases. The intensity of the crystalline quartz peaks declines as the sintering temperature increases. In porous ceramics that contain water purification sludge, when the temperature reaches 1200°C or 1270°C, all of the quartz is converted to cristobalite, which thus becomes the major phase. The porous ceramics that contained water purification sludge did not undergo a change in crystallization phase. The only change was in the peak intensity: At 1000°C, the intensities of the quartz (2θ=22.5°) phases were considerably lower than at the temperatures of 1100°C, 1200°C, and 1270°C.
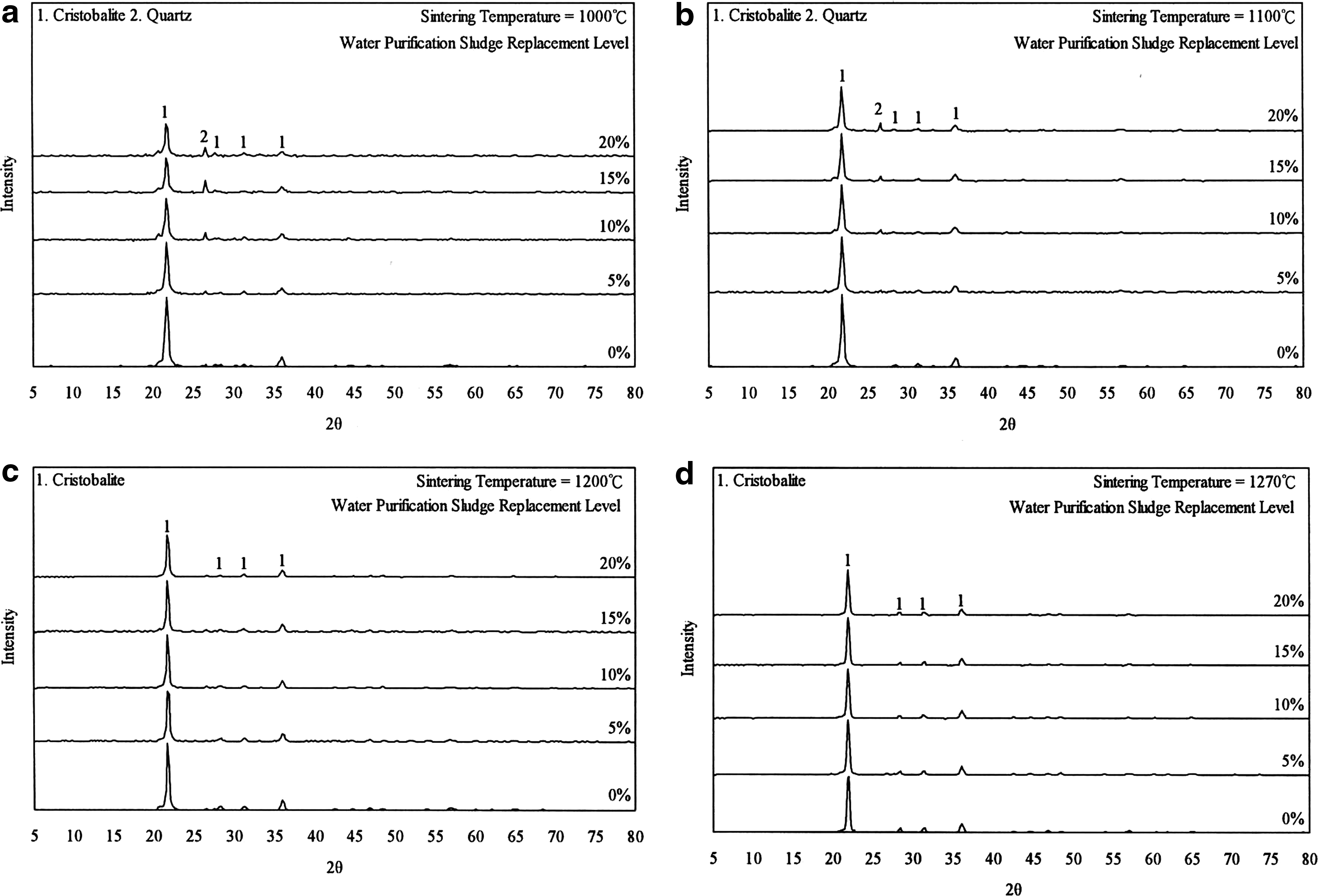
XRD patterns of porous ceramics at various temperatures.
Scanning electron microscopic images of porous ceramics
Figure 16 displays SEM microphotographs of porous ceramics samples that were sintered at 1270°C. Figure 16e reveals that a small proportion of the diatomite powder began to melt in regions with a negative curvature, and the contact points between pairs of particles formed necks. The initially isolated diatomite particles were transformed into a single body, which contained several closed pores. A microstructural change clearly occurred during sintering below 1270°C. Cylindrical diatomite particles can be identified easily, and some micropores are distributed in porous ceramics samples.

SEM microphotographs of porous ceramics at 1270°C with different percentages of water purification sludge in diatomite.
Scanning electron microscopic measurements revealed water purification sludge in various proportions in the microstructures of porous ceramics (Fig. 16b–e). The sludge bonded the diatomite powder into relatively strong monoliths. Heating to 1270°C did not substantially reduce the volume of internal pores of diatomite that contained 20% water purification sludge (Fig. 16e). At a heating temperature of 1270°C, the powder partially melted and a slight fusion occurred at the particle contact points).
Estimation of potential carbon dioxide emission under optimum experimental conditions
Carbon dioxide (CO2) emission from the fuel that is consumed in the brick manufacturing industry is approximately 0.42 kg CO2/kg brick (Chiang et al., 2010). The furnace power is 5.5 kW when the heating temperature is 1000°C to 1270°C. The electrical power consumed at 1000°C, 1100°C, 1200°C, and 1270°C was 15.81 kWh, 16.72 kWh, 17.66 kWh, and 18.29 kWh, respectively. The calculation emissions are 0.63 kg of CO2 per unit of electricity, and the CO2 emissions from the co-sintering process at heating temperature of 1000°C, 1100°C, 1200°C and 1270°C were 9.96 kg, 10.53 kg, 11.12 kg, and 11.52 kg, respectively. The CO2 emissions associated with the manufacture of 1 kg of sintered products are 11.07 kg, 11.71 kg, 12.36 kg, and 12.80 kg, respectively. Carbon dioxide emissions associated with the consumption of electricity in this investigation were approximately 0.32 kg CO2/kg porous ceramics. Therefore, based on the empirical data concerning co-sintering of waste diatomite and waster purification sludge, saving fuel reduced CO2 emissions by 23.8%.
Conclusions
Porous ceramics containing 80%–100% waste diatomite and 0%–20% water purification sludge were prepared. Sintering was fully achieved by heating between 1000°C to 1270°C for 2 h. When porous ceramics that contained 20% water purification sludge were heated to 1270°C, their strength was increased above that of porous diatomite ceramics. The porous ceramics had a bulk density of 0.97 g/cm3 and favorable compressive strength (18.3 MPa), with a water absorption of 49.9%. The porous ceramics in this investigation had a high mechanical strength and high water absorption capacity, making them effective water-retaining materials for use in pavements. In summary, the formation of porous ceramics from water purification sludge and waste diatomite appears to be a promising means of recycling 100% of these residues and would enable their conversion into materials with favorable technological and environmental properties for use as construction materials.
Footnotes
Acknowledgment
The authors would like to thank the National Science Council of the Republic of China, Taiwan, for financially supporting this research under Contract No. NSC 98-2621-M-197-001.
Author Disclosure Statement
No competing financial interests exist.