
Abstract
Abstract
Experimental work was carried out to investigate the feasibility of application of air pollution control (APC) ash from a municipal solid waste incinerator (MSWI) in Shanghai, China, in making ceramic bricks by sintering between 950°C and 1100°C. Fired bricks were characterized by engineering and environmental properties including shrinkage, compressive strength, water absorption, and volatilization and leaching behavior of heavy metals. When 25% APC ash was added sintering between temperatures 975°C and 1075°C yielded qualified bricks with a compressive strength between 19.2 and 24.2 MPa. The amount of heavy metals available for leaching was greatly reduced to below 1.9% in the fired bricks, as opposed to over 36% in the APC ash. Leaching results of heavy metals from sintered bricks were considerably reduced in comparison with those from unfired bricks. Results suggested that utilization of MSWI fly ash in ceramic brick constituted a potential means of adding value.
Introduction
Thermal treatment is often used to achieve immobilization of heavy metals in the ash or removal of them from the ash. Several examples exist in the literature of the application of thermal treatment to APC ash including sintering (Wang et al., 2002; Huang et al., 2007), melting (Cheng et al., 2002; Wang et al., 2009), and vitrification for the production of glasses (Cheng, 2003; Andreola et al., 2008) or glass-ceramics (Károly et al., 2007).
Papers from Korea (Park and Heo, 2002) demonstrated that municipal solid waste incinerator (MSWI) fly ash can be vitrified by melting at 1500°C for 30 min with the addition of >5wt.% of SiO2. There was also a study on sintering of washed MSWI fly ash at 1140°C for 60 min for reuse as a concrete aggregate (Mangialardi, 2001). Wang et al. (2008) described a pilot-scale experiment which was carried out to treat MSWI fly ash by using a diesel oil furnace, and the effects of melting temperature on volume reduction, weight loss, compositional changes, and toxicity of leach water for molten slag were investigated and reported. While, the vitrification temperature was very high, which resulted in considerable volatilization of heavy metals, for example, volatilization of Hg, Cd, Zn, Pb, which makes it necessary to further treat the off-gases (Jung et al., 2005; Chou et al., 2008). In addition, elevated temperatures require high energy inputs. A recent work in China reduced the vitrification temperature to below 1000°C, by adding B2O3, borax, and CaF2 (Chen and Zhang, 2002). However, the vitrified products register bad performance. Consequently, how to directly use fly ash without pretreatment to reduce the cost is also a challenge facing countries across the world.
This work aims to investigate the feasibility of utilization of APC ash in ceramic brick. The objective of this study is to: (1) analyze characteristics of ash from one MSWI in Shanghai China, (2) discuss engineering properties of the fired bricks as a function of temperature, (3) discuss volatilization and leaching behavior of heavy metals in the fired bricks.
A major disadvantage of the applied process that should be still resolved is the relatively considerable loss of Hg, As, Pb, and Cd, which claims for further effluent gas treatment after the sintering process. To overcome such an effect, removal of soluble salts or the use of additives capable of reducing volatilization of the five heavy metals should be investigated to promote stabilization ratio of them in fired bricks.
Materials and Methods
APC ash used in this study was collected from the APC system (baghouse collector) of a MSWI located in Shanghai China. It contains more heavy metals than the ash collected from the heat reuse system. Its specific surface is between 5200 and 7900 m2/g, and particle size between 4 and 100 μm. The ash was characterized by oxide-phase compositions and content, leaching toxicity, and phases of heavy metals.
XRF analysis was conducted on a SRS 3400 X-ray Fluorescence to detect phase oxide compositions of the ash, whose test spectral line is Cu Kα with a deviation of 0.09%. Heavy metal compositions were evaluated with atomic absorption spectroscopy (AAS) (3200) after sample digestion with HNO3/HCl. Detection limit of AAS is 0.001 mg/L. The leaching toxicity analysis was performed in accordance with horizontal vibration extraction procedure (HVEP) (GB 5086.2-2007, 2007) and available leaching toxicity (ALT) (Kosson et al., 1991) standards, in which the liquid to solid ratio is 10:1 for the former and 100:1 for the latter. A modified sequential chemical extraction, which was described in another article of ours (Zhang et al., 2007), was used to analyze specification of heavy metals in the ash and bricks.
Red clay, fired sand, and iron powder were selected to optimize the material composition in terms of content of glass formers (SiO2 and Al2O3), melting (Fe2O3), and stabilizing agents (CaO). The materials were ball-milled to between 61 and 200 μm before mixing with water. The mixed material should be placed for 18 h before screening, and then molded (size: 100 mm×100 mm×8 mm) using a machine with a pressure of 100 tons (MTYZ-800T/1000T). Prior to the sintering process in an electric oven (VP-250), the molded unfired brick should be dried at around 60°C. The sintering process involves four steps: increase temperature to 100°C and stay constant for 20 min, increase temperature to 600°C and stay constant for 20 min, increase temperature to 800°C and stay constant for 20 min, increase temperature to the final sintering temperature and stay constant for 30 min. A four-factor four-level orthogonal experiment (Supplementary Table S1) was designed to determine the optimal mixture composition of the four compositions and the corresponding optimal sintering temperature.
The fired bricks (69 pieces) were characterized for compressive strength using compressive strength machine (TYE-300), and for shrinkage and water absorption according to GB/T 2542-92 (1992), and content and specification of heavy metals. GB/T 2542-92 was supplied as supplemented data (GB T 2542-92). The corresponding method for detection of heavy metal content and specification was described in another article of the authors (Zhang et al., 2007).
Results and Discussion
Characterization of ash and other materials
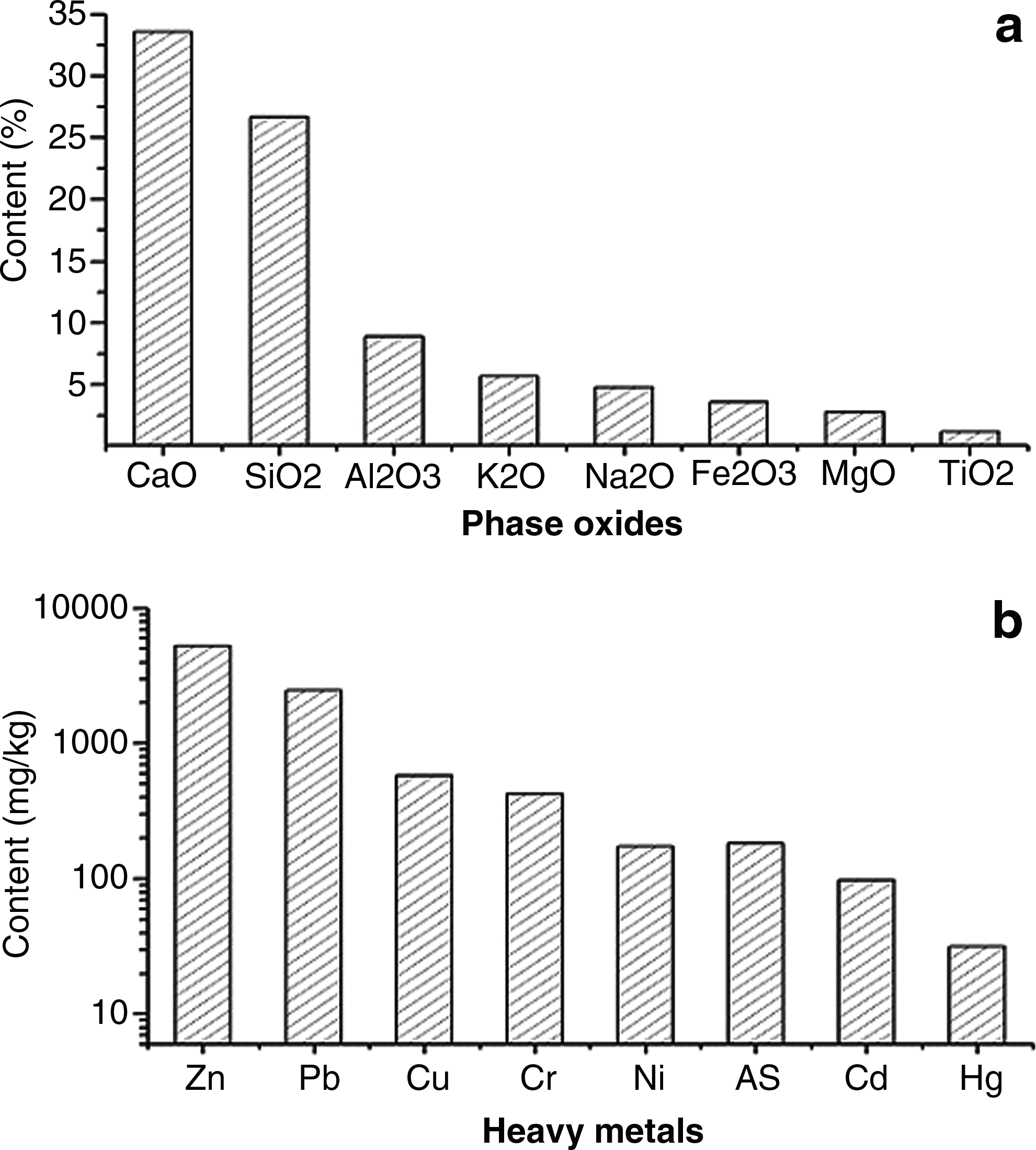
The high content of CaO, SiO2, and Al2O3, accounting for around 65% of the ash mass (see Fig. 1a), provided a first indication of the suitability of utilization of ash in ceramic brick. The stabilizing and melting agents CaO, K2O, and Na2O, accounting for approximately 40% of the ash mass, provided an indication of reducing sintering temperature due to addition of ash. Heavy metals, in decreasing sequence, were Zn, Pb, Cu, Cr, As, Ni, Cd, and Hg (see Fig. 1b, note that a logarithmic y-scale was used in the plot), which accounted for around 1.1% of the ash mass. The ash has a relatively high content of Cl of 10.5% and loss on ignition of 14.7%.
Phase-oxide compositions
HVEP was used to determine whether the ash is a hazardous waste and the extraction agent is water. ALT was used to determine the maximum leaching concentrations under acidic conditions, in which the extraction agent is acid. Leaching results of heavy metals in accordance with HVEP and ALT standards were compared, as depicted in Fig. 2. Leaching concentrations by ALT exceeded those by HVEP, indicating that heavy metals in the ash tend to be extracted in an acidic environment. Leaching values of both Hg and Pb exceeded the standard value described in “Identification standard for hazardous wastes—identification for extraction procedure toxicity” (GB 5085.3-2007, 2007). Hence, APC ash was a hazardous waste according to the HVEP leaching procedure extraction results. Leaching concentrations of Zn, Cd, and As exceeded the standard by ALT procedure, indicating that more Zn, Cd, and As tend to be extracted in acidic conditions. Therefore, it is indicated that major hazardous heavy metals of fly ash from both plants are As, Cd, Hg, Pb, and Zn. Leaching concentrations should be reduced and one efficient way is transformation of soluble phases (including water soluble, exchangeable, acid soluble, and organically bound) into nonsoluble phases (Fe-oxide occluded and residual specification), as done in this work.

Leaching values by horizontal vibration extraction procedure (HVEP) and available leaching toxicity (ALT) standard.
Red clay and fired sand are two important raw materials used for production of ceramic bricks, which are used to adjust content of SiO2 and Al3O2. Iron powder is an assistant flux that was used to reduce sintering temperature (Zhang, 2000). Major chemical components of red clay and fired sand were found to be SiO2 and Al2O3 (Table 1), which could react at high temperature to form a large amount of mullite and silicates, the backbone of ceramic brick. Iron powder has a high content of iron oxide which contributes to reduction of sintering temperature and gives bricks a red color. Mineralogical compositions were quartz (SiO2), muscovite (KAl2(AlSi3O10)(OH)2) and kaolinite (Al2Si2O5(OH)4) for red clay, SiO2 and mullite (3Al2O3·2SiO2) for fired sand, iron oxide (Fe2O3) and talcum (Mg3(OH)2Si4O10) for iron powder. Density of fly ash, red clay, fired sand, and iron powder is 1.4, 2.3, 1.9, and 3.1 g/cm3, respectively.
Engineering properties of bricks made in accordance with the optimal mixture composition
The orthogonal experiment (Supplementary Table S1) revealed that the optimal mixture composition of the four constituents was, APC ash 25%, red clay 45%, fired sand 24%, and iron powder 6%, and the optimal sintering temperature was 1000°C. Addition of fly ash was higher than in the previous study of the authors (Zhang et al., 2007).Consequently, the optimal mixture composition of the four constituents was chosen to make ceramic bricks, allowing the relationship between sintering temperature and such engineering properties as linear shrinkage, compressive strength, and microstructure.
The structural variations observed at a macroscopic level were mirrored by their properties including water absorption and shrinkage. Shrinkage is a parameter that can be used as an indicator of the degree of sintering, which is the result of such concomitant phenomena as phase transformation, change in porosity, and particle cementation.
In this work, shrinkage values along the length of the bricks were measured, which was shown in Fig. 3a. At temperatures between 950°C and 1000°C, the bricks exhibited relatively low shrinkage values (below 0.7%) as a consequence of the relatively low sintering degree. Conversely, increasing the sintering temperature to between 1020°C and 1100°C resulted in more significant dimensional changes, with shrinkage values between 0.8% and 1.3%. It was noticed that increasing sintering temperature from 950°C to 1000°C resulted in a relatively low rate in increase of shrinkage compared with temperatures between 1000°C and 1100°C, probably due to the generation of volatilization of chlorides from inside the material that caused an increase of porosity. It may be hypothesized that the liberation of gases would limit shrinkage of bricks due to bubble formation. In terms of linear shrinkage, bricks made through sintering at temperatures between 950°C and 1050°C met the requirements of first-class and those sintered at 1075°C met the standard of the qualified bricks according to GB 5101-2003 (2003). Shrinkage of bricks sintered at 1100°C exceeded the standard of qualified bricks. Figure 3b showed that weight loss of fired bricks increases considerably with increase of temperature from 950°C to 1000°C, and while it slightly rises from 1000°C to 1100°C. This was caused by intensive volatilization of chlorides between 950 and 1000°C, while minor volatilization between 1000°C and 1100°C, in good agreement with results of shrinkage values. Weight loss of the bricks appeared to exceed that derived from the thermogravimetric analysis results of the mixed material (Supplementary Fig. S1), which was caused by water addition prior to the brick-molding process. Heavy metals volatilized in the sintering process should be collected in the ash collector to prevent further pollution of the environment.

Shrinkage
The effect of shrinkage resulting from particle coalescence and gases liberation during heating process affected porosity and consequently water absorption of the bricks. It was observed in Fig. 4a that increase of temperature reduced water absorption of bricks due to cementation of the individual grains during the firing process. Water absorption was particularly affected by temperature, with values varying from 12.5% at 950°C to 2.1% at 1100°C. As far as compressive strength is concerned, Fig. 4b showed strongly rising values with increase of sintering temperature. It was observed that increase of compressive strength experienced three stages: 950°C–1000°C, 1000°C–1050°C, and 1050°C–1100°C, and the rising rate was slowed down with increasing temperature. Hence, increase of temperature resulted in a densified structure which mirrored a compacted microstructure with rising of temperature as shown in scanning electron microscope images (Supplementary Fig. S2). The highest compressive strength (24.4 MPa) was displayed by the brick sintered at 1100°C, which experienced the largest shrinkage and the highest sintering degree in good agreement with its microstructure with large glass-like zone.

Water absorption
Environmental properties of bricks made in accordance with the optimal mixture composition
The sintering process also affected the volatilization and leaching behavior of heavy metals, so that differences were observed between the unfired bricks and fired bricks. The contents of heavy metals were measured for fired bricks and compared with those of the unfired sample, evidencing that approximately 91% of Hg, 89% of As, 68% of Pb, 34% of Zn, and 53% of Cd were volatilized during sintering at 1100°C, while no appreciable volatilization phenomena were observed for Cu, Cr, and Ni. Conversely, the residual metals in the fired bricks appeared to be efficiently stabilized within the calcium-silicate and aluinosilicates matrix, demonstrated by the sequential chemical extraction (in which water soluble, exchangeable, acid soluble, organically bound, iron oxide occluded and residual phases were detected) analysis. The former four phases may be extracted at a natural environment and thus their content was used to evaluate the maximum leaching under the most unfavorable environment in this work. Hence, the maximum leaching of heavy metals were calculated in this experiment as the sum ratio of water soluble, exchangeable, acid soluble, and organically bound phases. For the unfired sample, the following mass percentages of maximum extraction calculated on the sequential extraction test were: 37% for As, 81% for Cd, 38% for Cr, 81% for Cu, 39% for Hg, 36% for Pb, 68% for Zn, and 47% for Ni, as opposed to 0% for As, Cd, and Hg, 1.3%–1.7% for Cr, 1.2%–1.4% for Cu, 0.4%–0.9% for Pb, 0.7%–1.5% for Zn, and 1.3%–1.9% for Ni displayed by the bricks sintered between 950°C and 1100°C. Hence, the amount of heavy metals available for leaching was greatly reduced [lower than those in research of Polettini et al. (2004)] due to stabilization mechanisms within the aluminosilicate and calcium-silicate framework acting during thermal treatment. Heavy metals released during the sintering process were collected in the ash collector (i.e., baghouse), generating the secondary fly ash.
Conclusion
Heavy metals, in decreasing sequence, were Zn, Pb, Cu, Cr, As, Ni, Cd, and Hg, accounting for around 1.1% of the ash mass. The major oxides SiO2, Al2O3, and CaO accounted for approximately 65% of the ash mass, which provided a first indication of the suitability of utilization of ash in ceramic brick.
Shrinkage analysis showed that the bricks sintered at 1000°C, 1025°C, and 1050°C met requirements of the first-class, and those sintered at 975°C and 1075°C met requirements of qualified bricks described in GB 5101-2003 (2003). Water absorption and compressive strength varied from 11.6% at 975°C to 3.1% at 1075°C for the former, and from 19.2 MPa at 975°C to 24.2 MPa at 1075°C for the latter.
The amount of heavy metals available for leaching was greatly reduced to below 1.9% due to stabilization mechanisms within the aluminosilicate and calcium-silicate framework acting during the sintering process, as opposed to over 36% in the ash.
Although further study is still needed, the present work represents a step forward toward the evaluation of the feasibility for utilization of APC ash.
Footnotes
Acknowledgment
We thank the Leading Academic Discipline Project of Shanghai Municipal Education Program, under project number J51502.
Author Disclosure Statement
No competing financial interests exist.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.