
Abstract
Abstract
Electrocoagulation (EC) is a powerful and environmentally friendly technology for the treatment of azo dyes, acid, and reactive dyes. This article reviews the fundamental and recent developments in EC and EC-coupled processes for the removal of dye from wastewater. EC processes utilize different electrolytic reactors, such as batch reactor, continuous reactor, and electrodes of monopolar and bipolar configurations. Different cathodes and anodes used in this process are discussed and the mechanisms are reviewed. Effects of various operating parameters like pH, the nature of electrolytes, electrolyte concentration, initial concentration of dye, current density, exposed area of electrodes, spacing of electrodes, temperature of solution, electrode configuration, and number of electrodes and their optimum ranges for dye removal are reviewed. Kinetic models and their reaction rate constants for different dyes are analyzed. Different dye pollutants removed by this process and their degradation are also reported.
Introduction
Using electricity to treat water was first proposed in the United Kingdom in 1889, and the application of electrolysis in mineral beneficiation was patented by Elmore in 1904. The principle of EC was used to treat bilge water from ships, and the technology was first patented in 1906 by Dietrich (Ni'am et al., 2006). The EC process is an ecofriendly, effective, fast, and economic treatment for the removal of various toxicants, such as SS, dissolved metals, tannin, phenol, and dyes, from water and wastewater (Blais and Dufresne, 2000; Zareie et al., 2001; Holt et al., 2005; Bouhezila et al., 2011). The sacrificial anode corrodes due to applied potential and forms coagulant, while the simultaneous evolution of hydrogen at the cathode allows pollutant removal by flotation (Holt et al., 2002). EC has been used for the treatment of wastewater by various researchers, and several differences were reported in comparison to the chemical coagulation process (Ni'am et al., 2006).
EC involves the in-situ generation of coagulants by electrolytic oxidation of an appropriate sacrificial anode upon application of a direct current. In the case of iron anodes, the ions generated hydrolyze in the EC cell to produce ferric hydroxide ions and neutral ferric hydroxide. The low solubility of the neutral Fe(OH)3 promotes the generation of sweep flocs inside the treated waste and facilitates removal of the pollutants by their enmeshment into these flocs (Carmona et al., 2006). Some advantages and disadvantages of EC are compared in Table. 1
EC, electrocoagulation.
EC processes involves many chemical and physical mechanisms (Mollah et al., 2004). It is generally accepted that the EC process involves six main successive stages: (i) metal (M) ions migrate to an oppositely charged electrode (electrophoresis) and aggregation occurs due to charge neutralization; (ii) the cation or hydroxyl ion (OH−) forms a precipitate with the pollutant materials; (iii) the metallic cation interacts with OH− to form a hydroxide, which has high adsorption properties, thus, forming bonds to the pollutant (bridge coagulation) [Eqs. (1)–(3)]; (iv) the hydroxides form larger lattice-like structures and sweep through the water (sweep coagulation); (v) pollutants are converted to less toxic species by oxidation; (vi) dyes are removed by electrofloatation or sedimentation and adhesion to hydrogen bubbles (Chen, 2004; Canizares et al., 2005, 2007). The mechanism of EC is shown in Fig. 1.

Mechanism of electrocoagulation (EC) (Feng et al., 2007b).
At the anode:
At the cathode:
Mn+ and OH− ions generated by electrode reactions react to form various monomeric and polymeric species which transform finally into M(OH) n according to complex precipitation kinetics. Some metal ions get reduced in the cathode region. Freshly formed amorphous M(OH) n (sweep flocs) have large surface areas, which are beneficial for a rapid adsorption of soluble organic compounds and trapping of colloidal particles (Calvo et al., 2003; Kobya et al., 2006c).
The performance of dye removal by EC depends upon the solubility of the dyes, as well as the final floc formation and its settling quality. Dyes with low solubility, such as disperse dyes, have been generally reported to be removed well by flocculation and/or the EC method. Disperse dyes are often of azo, anthraquinone, and sulfide structures. They have many –C=O, –NH–, and aromatic groups, which tend to be adsorbed by metal hydroxide [e.g., Al(OH)
n
, Fe(OH)
n
] particles. They often form colloids in solution and tend to be adsorbed and flocculated (Raghavacharya, 1997). On the other hand, reactive dyes are characterized by azo bonds (N=N) and have
This review reports on the most recent experimental studies and developments in the field of EC process. Process fundamentals, experimental setups, main reactions, the parameters that affect the process, and various applications are discussed in detail.
Discussion of Findings and Relevant Literature
EC reactors and electrode arrangement
In batch reactor, the EC cell consists of two or more parallel facing electrodes. The effective electrode area varies from 18 to 200 cm2 (or even more). The anode and cathode are positioned vertically and fixed at a distance of <1 to >5 cm apart. The electrodes are connected to a digital direct-current power supply. In a batch reactor, between 250 mL and 2 L of the wastewater may be used for EC. Gentle agitation is given for the proper mixing of the hydroxides generated during the run. The batch setup is shown in Fig. 2 (Kim et al., 2002; Secula et al., 2011).
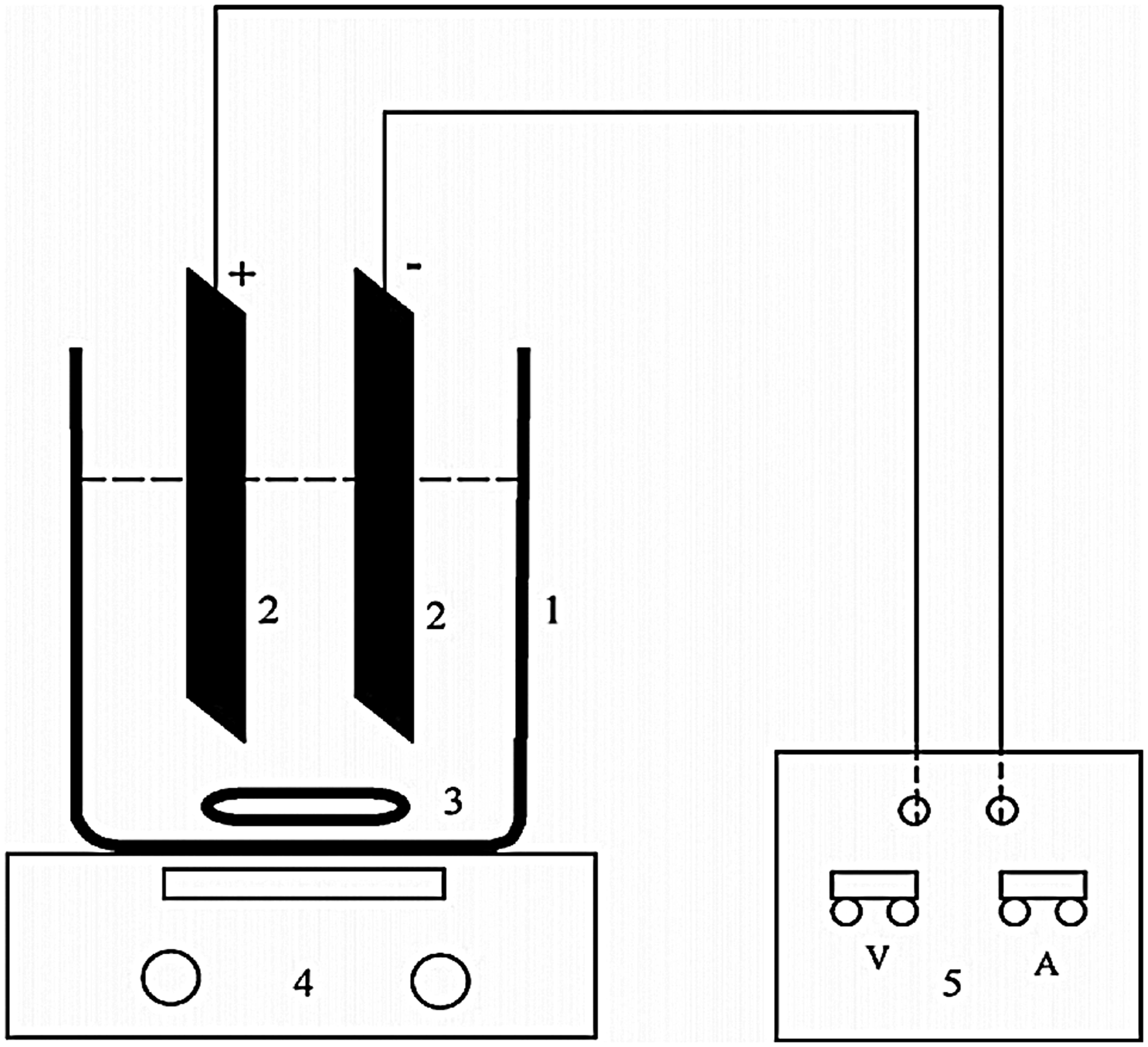
Batch reactor setup. 1, Perspex cell; 2, electrode pair; 3, magnetic stirrer bar; 4, magnetic stirrer; 5, DC power supply (Golder et al., 2007).
Figure 3 demonstrates the layout of the continuous EC flotation (or sedimentation) system. Mechanical stirring is used to maintain a homogeneous solution, preventing sedimentation of particles in the storage tank. The electrolysis cell comprises three to nine pairs of electrodes. The electrode connection may be of monopolar or bipolar configuration. The distances between each electrode and reactor volumes vary as in the batch reactor. The number of cycles of wastewater circulation plays an important role in a continuous reactor. A constant current is maintained using a potentiostat in galvanostatic mode. An aluminum electrode is used as the sacrificial anode, rather than iron, because the residual ferrous ions are easily oxidized by air, which may color the effluent water. Scum floats to the top of the tank and is separated out using a flotation apparatus; flotation is achieved by hydrogen gas bubbles generated from the cathode, allowing the top layer to be skimmed and clean water to be regularly tapped (Hu et al., 2008).
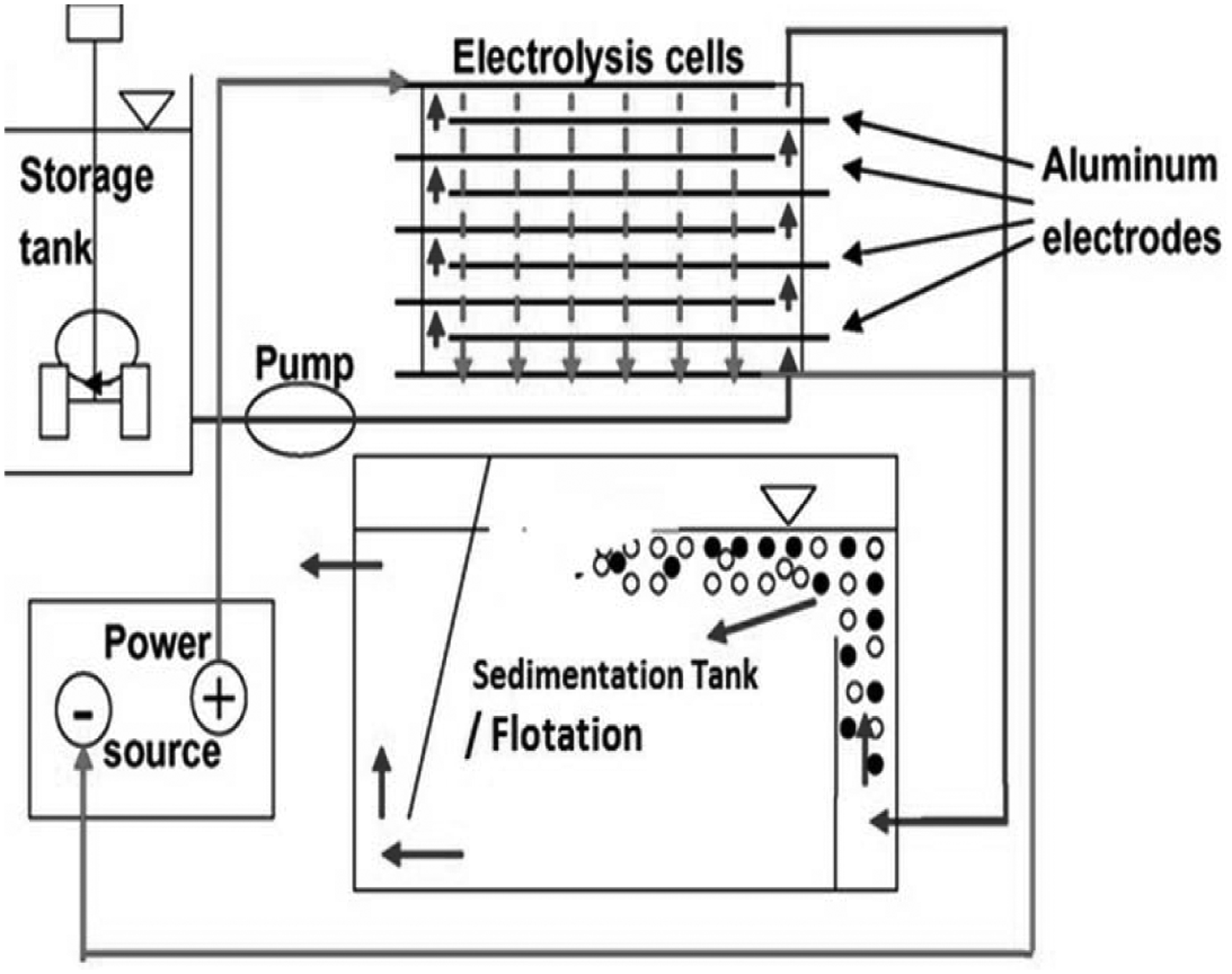
Continuous flow EC reactor (Hu et al., 2008).
In a continuous-stirred tank EC reactor, if the cathode and anode electrodes are arranged in a zigzag pattern, spacing between electrodes is less, and the ratio of length/width is much larger than one, then it can be assumed that there is no mixing of the fluid in a longitudinal direction. In that case, the electrical reactor is considered to be a plug flow tubular reactor (Kim et al., 2002; Korbahti and Tanyolac, 2009).
Based on the arrangement of electrodes, the EC system may be configured as monopolar or bipolar. In monopolar configuration, alternative electrodes are connected to the anode and another alternative set of electrodes to the cathode (Aji et al., 2012). The experimental setup with monopolar configuration of electrodes is shown in Fig. 4.
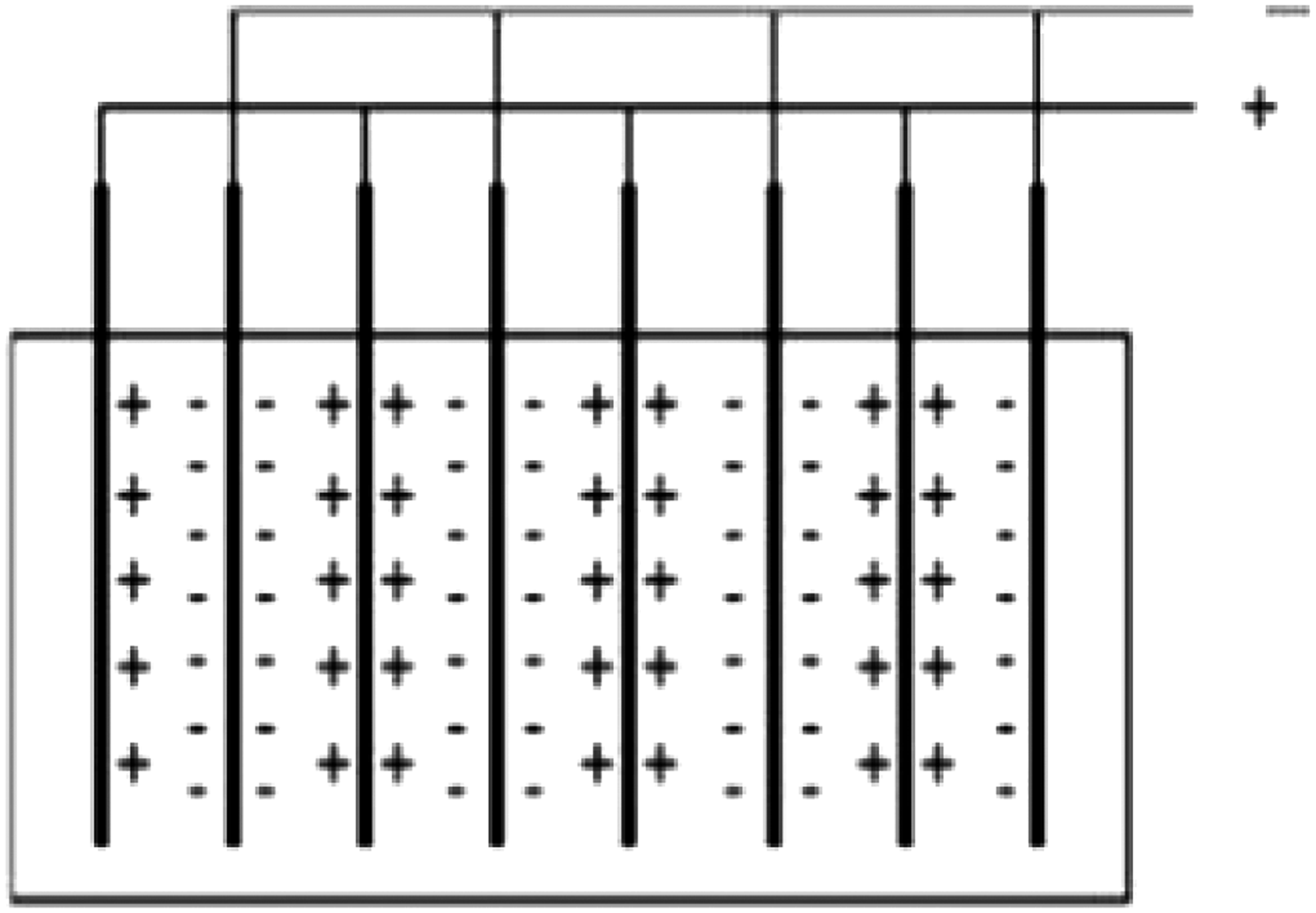
Monopolar setup (Drogui et al., 2008).
A new process based on EC with bipolar aluminum electrodes was developed in 1998 (Mameri et al., 1998). In the bipolar mode, the respective outer electrodes are connected to the power supply. During experiments with bipolar configuration, the direction of the current is reversed every 5–30 min to avoid the formation of passivation layers (Chen, 2004). The solution is slowly stirred for proper mixing of the coagulants. The experimental setup of the batch cell with bipolar mode is schematically shown in Fig. 5 (Heidmann and Calmano, 2010).
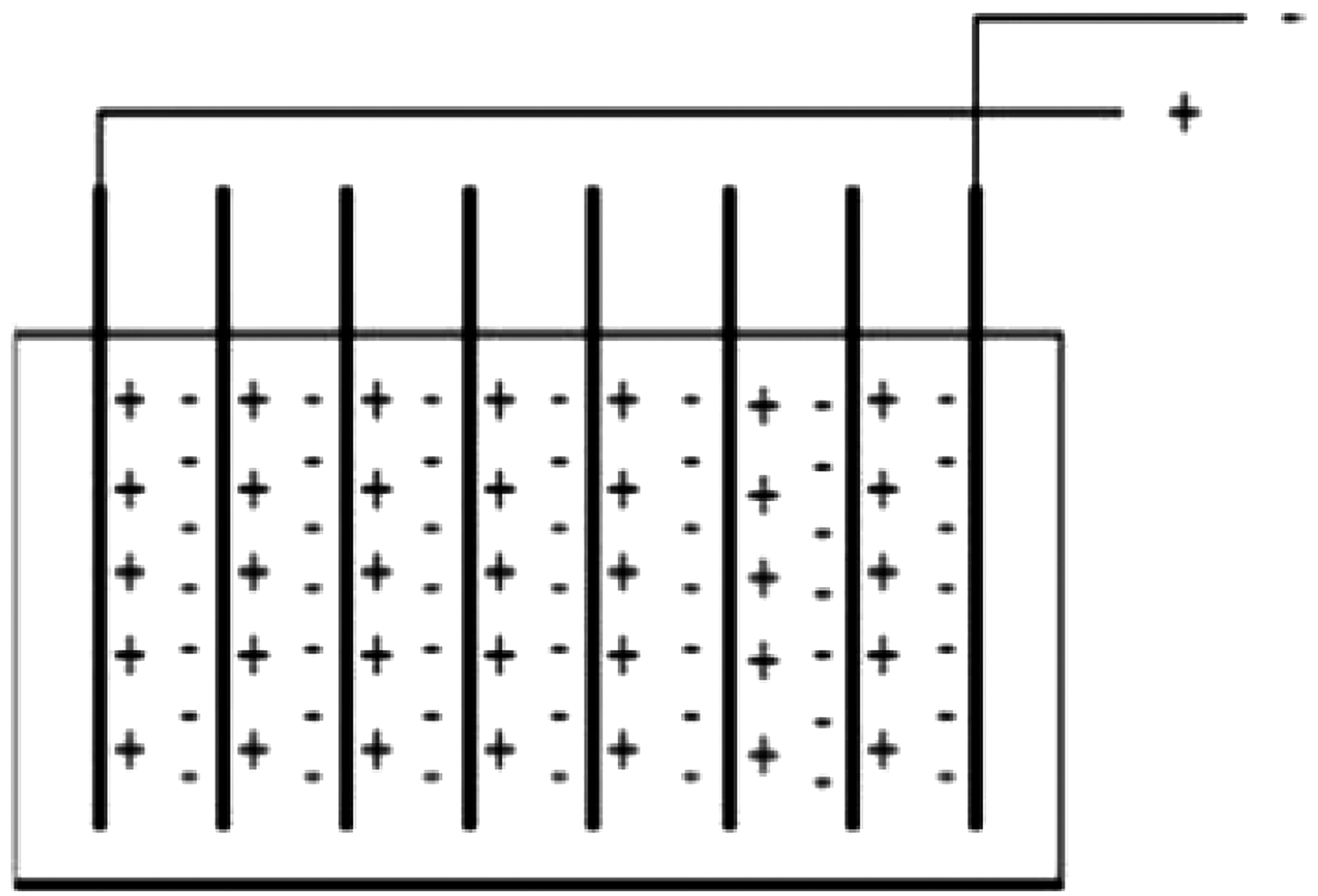
Bipolar setup (Drogui et al., 2008).
Electrodes used for EC and their governing mechanism
EC is a versatile method for treatment of water, wastewater, dyes, and heavy metals that relies upon the electrochemical dissolution of sacrificial metal electrodes, usually iron or aluminum (Kim et al., 2002; Daneshvar et al., 2003; Roa-Morales et al., 2007; Feng et al., 2007a; Ghernaout et al., 2008; Koparal et al., 2008; Chafi et al., 2011; Secula et al., 2011; Top et al., 2011; Pajootan et al., 2012) into soluble or insoluble species that enhance the coagulation, adsorption, or precipitation of soluble or colloidal pollutants. Other examples of electrodes used for EC include stainless steel mesh (Matteson et al., 1995), A4 carbon steel plates (Cheng, 2006), metallic iron (Muthukumar et al., 2007), and plain mild or stainless steel plates (Secula et al., 2011).
The production of metal hydroxide with iron or steel anodes is given by two mechanisms (Ibanez et al., 1998; Bayramoglu et al., 2004).
Mechanism 1:
Anode:
Cathode:
Overall:
Mechanism 2:
Anode:
Cathode:
Overall:
Insoluble metal hydroxides of iron can remove pollutants by surface complexation or electrostatic attraction. In surface complexation, it is assumed that the pollutant can act as a ligand (L) to bind a hydrous iron moiety:
In electrostatic attraction, the hydroxide iron oxide particles contain apparent positive and negative charges, which attract and remove the oppositely charged polluting species from the solution (Kennedy, 1991; Willcock et al., 1992)
At the vicinity of the anode electrode the hydroxide formation is as follows:
At alkaline conditions:
At acidic conditions:
Depending on pH, Fe3+ and/or Fe2+ ions form various monomeric and/or polymeric metal hydroxides complexes. The most common complex is the hydrated ion [Fe(H2O)6]3+. The complex tends to hydrolyze forming yellowish solutions in the pH range 2–3.
In the pH range 4–5 the hydroxo complexes reorient to a binuclear iron complex species [Eq. (17)], having a high surface charge:
In aqueous solutions having pH>4, the octahedral hexaaquaions, [Fe(H2O)6]3+, give a red-brownish gelatinous precipitate of hydrous oxide (Albert, 1996):
In the presence of dissolved iron, trivalent ions [R] are co precipitated with ferric iron to form the solid solution of [R,Fe](OH)3 (Sass and Rai, 1987). At higher pH, it readily precipitates and minimum solubility occurs at pH 8.5 in solutions containing chloride ions (Pourbaix, 1966). Bigger aggregates/flocs are formed due to sequential interaction of the hydroxides. The settled sludge/floc phase is easily removed from aqueous phase (Yousuf et al., 2001).
In the production of metal hydroxide with aluminum electrodes during EC, several reactions take place at the surface of the electrodes; especially, dissolution of aluminum occurs via oxidation of the anode with simultaneous reduction of water to form hydrogen (Mouedhen et al., 2009).
The electrolysis of water at the cathode surface is:
At the anode:
Electrochemical reactions at the cathode and anode are hydrogen evolution and oxygen evolution reactions, respectively. At high pH values, the OH− generated at the cathode reacts to form various monomeric species, with Al3+ generated at the anode.
In addition, anodic metal ions and hydroxide ions generated at the electrode surfaces react in the bulk wastewater to form various hydroxides and built up polymers (Heidmann and Calmano, 2008). The nascent Al3+ ions are very efficient coagulants for particulates flocculating. The hydrolyzed aluminum ions can form large networks of Al–O–Al–OH that can chemically adsorb pollutants (Heidmann and Calmano, 2008).
But when an Al cathode is utilized with regard to the amphoteric character of aluminum, the significant increase of the local pH in the vicinity of the cathode due to hydrogen evolution induces a chemical “attack” of aluminum [Eq. (20)], and thus the aluminum is corroded by water [Eq. (21)] (Mouedhen et al., 2009):
Al(OH)− can react with cations to remove some pollutants from wastewater, thus neutralizing their charge and reducing their solubility, or it can be transformed in the bulk solution into amorphous Al(OH)3, which coagulates with colloid pollutants and precipitates (Chen, 2004).
EC processes for the treatment of NaCl solutions with or without oil suspension revealed the occurrence of significant hydrogen evolution at both aluminum electrode surfaces, with larger evolution from the cathode side (Khemis et al., 2005).
The electrochemical reactions with zinc electrodes for the production of metal hydroxide is summarizedas follows:
At the anode:
At the cathode:
Overall:
The generated Zn2+ ions immediately undergo further spontaneous reactions to produce corresponding hydroxides and/or polyhydroxides in a wide pH range. These hydroxides/polyhydroxides/polyhydroxy metallic compounds have a strong affinity with dispersed/dissolved ions as well as with counter-ions to cause coagulation/adsorption (Vasudevan and Lakshmi, 2011).
Kinetics of the EC process
Determination of the concentration of dye
To estimate the removal of dye, the absorbance at corresponding wavelength has to be measured by means of an ultraviolet–visible light spectrophotometer.
The color removal efficiency (Y, %) is calculated from:
where C0 is the concentration of dye before EC (mg/L), and C is the concentration of dye after t minutes of EC (mg/L) (Secula et al., 2011).
Determination of energy consumption
Energy consumption can be calculated as:
where U is the voltage (V), I is the current intensity (A), and t is the time (h). The specific energy consumption can be determined by dividing the energy consumption by the quantity of separated dye (Secula et al., 2011).
Determination of rate constants
In EC processes, the rate of dye removal is proportional to the dye concentration and the amount of ferric hydroxide formed (Balasubramanian et al., 2009):
where
Integration of Equation (31) results in:
The rate constant k1 at time t can be estimated from the plot of log(C/C0) versus EC time t (Kim et al., 2002; Secula et al., 2011). Kim et al., 2002 also notify pseudo–first-order reaction rate constants as 0.113–0.147/min for the removal of Disperse Blue 106. Removal of Reactive Black 5 followed pseudo–first-order reaction with an iron electrode; the reaction rate was maximized at pH 9 and was ∼0.13/min (Patel et al., 2011). Acid Brown 14 degradation follows the first-order kinetic equation (Parsa et al., 2011). Removal of Indigo Carmine follows the pseudo–first-order kinetic model. The highest rate constant of 0.08/min was achieved for a current density of 54.57 A/m2, an initial dye concentration of 25 mg/L, an initial pH of 8, and a background electrolyte concentration of 77 mM of NaCl (Secula et al., 2011). The reaction rates for different dyes are given in Table 2.
COD, chemical oxygen demand.
Matteson et al. (1995) studied the order of the EC process for the removal of ultrafine particles and confirmed that the EC rate follows a second-order relationship. Accounting for the electrophoretic movement of the particles toward the anode, he described the second order relation as:
where
and
with C as the concentration that is changing with time, u as the electrophoretic velocity of the particles toward the collector electrode, and x as a geometric characteristic of the electrode size and suspension volume (volume of sample/area of electrode). Rajabi et al. (2011) reported a maximum second order reaction rate of 0.025/min for Remazol Yellow G.
Optimization of dye removal by EC
Many optimization models, such as response surface methodology (Korbahti, 2007; Bhatti et al., 2009; Olmez, 2009; Zaroual et al., 2009), approaches using center composite design, artificial neural network modeling (Aber et al., 2009), second-order regression models using analysis of variance (Aleboyeh et al., 2008), and the Taguchi-neural method (Yildiz et al., 2012), were used for optimizing energy consumption and electrolysis time.
Factors affecting EC
pH
The pH is an important variable that can influence the EC process (Roa-Morales et al., 2007). The pH must be regulated during electrolysis, since it is expected to increase during the treatment. Initial pH is adjusted to the electrochemical process, and pH is maintained by adding the required amount of H2SO4 (1 M) or NaOH (1 M). EC process also exhibits some buffering capacity, especially in alkaline medium, which prevents high changes in pH (Chen et al., 2000). The pH increase, which has been observed by Chen et al. (2000), states that “a pH increase occurs when the influent pH is low.” Vik et al. (1984) attributed the pH increase to hydrogen evolution at the cathode as Equation (36) indicates:
Yilmaz et al. (2005) investigated Al3+ species in equilibrium with Al(OH)3. It has been noted that the dominant Al3+ species is Al(OH)4 at pH 9.0 and above. Al(OH)4 is a dissolving form and does not form flocs (Bard et al., 1985). Yilmaz et al. (2005) continued their investigation in boron; boron removal increased with increasing the pH up to 8.0, and then decreased. This was confirmed by Li et al. (1995), stating that the pollutant removal efficiencies were found to be the best near neutral pH using aluminum electrodes. Roa-Morales et al. (2007) stated that pH 4 produces the best results, with an 80% reduction in COD. It is interesting to note that, while using aluminum electrodes, the COD removal decreases when pH is beyond 10. Pajootan et al. (2012) showed that in single and binary systems, the dye removal at pHs of 2.5 and 5 is more enhanced than at other pH values. At pH 2–5, Al3+ is transformed into soluble monomeric species, such as
With iron electrodes, the pH increased from 6 to 11 within 150 min (Secula et al., 2011). Above pH 8.4, the quantity of hydroxide ions in the solution increased (Daneshvar et al., 2003). Also, some of the hydroxide ions probably oxidized at the anode. This action prevented the production of the same proportion of iron ions, and therefore the removal efficiency decreased at higher pH. It is also noted that the maximum removal of Orange II was observed at a pH of ∼8. Secula et al. (2011) reported that pH control during the EC process was not beneficial in the case of Indigo Carmine removal. Independent of the initial pH value of the solution, the final pH increased and stabilized around pH 11 and the favorable pH was noted as 8. The increase of solution pH during EC was mainly attributed to the increasing concentration of hydroxide ions (OH−) generated from the water reduction at the cathode (Drogui et al., 2008).
Control of pH also influences the dye removal efficiency. Controlling the pH in the case of iron-based EC processes leads to higher efficiencies (Khemis et al., 2006). Control of the pH is maintained by the addition of acid solution. As the acid solution is added, it limits the generation of flocs generated. That is, the lower the initial pH value of the treated solution, the lower the value of the decolorization rate plateau (Secula et al., 2011). The optimum pH values for various dyes are given in Table 3.
Number and types of electrodes, electrode surface area, and electrode configuration.
Reactor type (if specified), reactor volume, electrolyte used, and electrolyte concentration (if specified).
TOC, total organic carbon; StS, stainless steel; [n.s.], parameter not specified; i, current density; Conc., concentration; Turb, turbidity.
Temperature
Temperature is also an important factor in the EC process. As the temperature rises to 30°C, it causes an increase in the removal efficiency of Orange II. The reason could be due to the increase in mobility and collision of ions with hydroxyl polymers. On the other hand, at temperatures >30°C, the removal efficiency decreases, because of the formation of unsuitable flocs or the increase of the solubility of precipitates (Daneshvar et al., 2003). For the decolorization of Tartrazine (a synthetic yellow azo dye) the same temperature effect was observed, the removal efficiency increased upto 28°C, and then decreased with increasing temperature (Modirshahla et al., 2007).
Current density
The addition of the electrochemically generated reagent can be controlled by adjusting the supplied power, thereby enabling optimization of the process (Matteson et al., 1995). The effect of current density is expected to be a strong factor on color removal. Faraday's law describes the relationship between current density and the amount of anode material that goes into the solution as (Vik et al., 1984):
where w is the anode mass dissolved (g/cm2), i is the current density (A/cm2), t is time (s), M is the molecular weight of the anode material, Z is the number of electrons involved in the oxidation/reduction reaction, and F is Faraday's constant (96,487 C/eq). According to Equation (37), at higher values of current density the anodic dissolution rate increases and the resulting ion hydroxides produce more flocs, thus enhancing the coagulation process (Guo et al., 2006). Also, the bubble generation rate increases, separating the pollutants by flotation (Kobya et al., 2006a). With increasing current density, the amount of oxidized iron increased, and consequently hydroxyl polymers for the attraction of the matrix (dyes) also increased (Matteson et al., 1995; Daneshvar et al., 2003).
For the removal of Disperse Blue 106, Kim et al. (2002) reported that at 1.0 and 2.0 mA/cm2, the effect of the current density was not significant, but, as the current density was increased from 2.0 to 4.5 mA/cm2, the dye removal ratio and reaction rate constant proportionally increased from 98.0% to 99.4% and 0.26/min to 0.34/min, respectively. Secula et al. (2011) pointed out that doubling the value of current density from 5.46 to 10.91 A/m2 increases the decolorization rate from 49.2% to 98.9% after 3 h of EC. Also, applying a current density of 54.57 A/m2 leads to a decolorization rate of 99.9% after 60 min. The optimum current densities for various dyes are given in Table 3.
Electrolyte addition
Electrolytes are added to the EC process to increase the conductivity. Usually compounds such as NaCl, Na2SO4, or K2SO4 are added as electrolytes. Electrolytes are employed to increase the conductivity of the water or wastewater to be treated. When electrolyte concentration increases, the cell voltage decreases and the solution conductivity increases, leading to a decrease in power consumption (Chen, 2004). The addition of NaCl contributes chloride ions which remove the insulating layer formed by Ca2+ and Mg2+ on the electrode; it also acts as a good disinfectant (Raghavacharya, 1997; Wong, et al., 2002).
Kim et al. (2002) reported that the removal and reaction rates of reactive dyes increased from 93.1% at 0.18/min to 99.6% at 0.36/min after addition of 1000 mg/L of NaCl electrolyte, and also power consumption increased with reduction in electrolyte concentration. Adding NaCl, the conductivity of the wastewater (50 mg/L Indigo Carmine) increased linearly from 1.2 to 16.2 mS (Secula et al., 2011). Similar effect was reported for Na2SO4. The electrical power decreased from 0.46 to 0.05 W on increasing NaCl concentration to 1 g/L, and from 0.35 to 0.075 W on increasing Na2SO4 concentration to 1.215 g/L. Further increase in the background electrolyte concentration does not lead to significant diminutions of electric power. Senthilkumar et al. (2010) found that using NaCl as an electrolyte was better for the removal of Reactive Red 120. Song et al. (2008) reported that the removal efficiency of Reactive Blue 19 increased from 10% to 96% when K2SO4 concentration was increased from 2000 to 3000 mg/L at 10 min of electrolysis.
Electrolysis time
Color removal efficiency depends directly on the concentration of ions produced by the electrodes. When the electrolysis period increases, an increase occurs in the concentration of ions and their hydroxide flocs (Modirshahla et al., 2007). At the beginning of the EC process, the electrochemical dosing of iron into the solution results in a relatively limited effect on the decolorization rate. The generation of mostly Fe(OH)2(s) (green flocs) in the solution changes the color of the model wastewater from dark blue to dark green (not shown here). After 20 min, the pH value changed from 7.1 to 8.2. At this moment, the concentration of Fe(OH)3 increased, making the color of the dye solution pass relatively fast from dark green into yellow-brown. This phenomenon has been explained by Ghernaout et al. (2008) through the formation of flocs due to the spontaneous discharge of ferric ions that lead to ferric hydroxide (brown flocs) in the presence of hydroxyl ions. The solution color turns to green after 40 min of EC, probably due to the absorption on the generated flocs of the dye. A steep increase in removal efficiency (80%) was achieved and complete removal occurred at 180 min (Secula et al., 2011). The removal of Tartrazine increased from 49.53% to 99.21% when the electrolysis time increased from 2 to 5 min (Modirshahla et al., 2007).
Electrode spacing and electrode area
There is direct relationship between removal efficiency and total area of electrodes. When the area of electrodes increases, the distribution of the coagulation agent's density is more effective. This can produce the related coagulation and complete the removal of samples (Daneshvar et al., 2003). Daneshvar et al. (2003) also observed that an increase in electrode area increases the removal efficiency of Orange II dye.
As the spacing between electrodes increases, the electric current is reduced. To achieve a certain current density, the voltage must be increased. With increasing distance, less interaction of ions with hydroxyl polymers are expected. For Orange II, Daneshvar et al. (2003) found that the removal efficiency increased by 5.61% when the spacing was reduced from 4 to 1 cm. Modirshahla et al. (2007) reported a decrease in removal efficiency of 26.64% for Tartrazine when the distance between electrodes increased from 0.5 to 3 cm. Parsa et al. (2011) reported a different electrode pattern, with a stainless steel cathode surrounded by two aluminum plate anodes, and reported a maximum removal efficiency of 91% of dye for Acid Brown 14. The optimum electrode area and spacing for various dyes are given in Table 3.
Initial concentration
With increasing initial concentration, removal efficiency of dye decreases linearly. The reason for this was the lack of sludge for adsorption of excess dye in high concentrations (Daneshvar et al., 2003). For Orange II, efficiency decreased with increase in initial concentration. The removal efficiency for Tartrazine also decreased with increase in the initial concentration of the dye. Modirshahla et al. (2007) reported that the decrease may be due to the presence of intermediate products produced during the electrolysis process at higher concentrations, which then could compete with Tartrazine and water for the active sites on the electrode, or these intermediate products may be insoluble in water and would block the electrode's active sites.
Hybrid EC systems
EC processes can be coupled with a variety of other processes, for example, to improve its performance or to decrease the electrolysis time. The EC process has been coupled with flotation, ozone, peroxide, and adsorption, among others.
Ozone-assisted EC
Electrochemical processes involve the direct oxidation of pollutants at the anode surfaces. When ozone is injected into a dye bath, active species are produced that can react with target pollutants.
Ozone is highly oxidative and has a oxidation potential of 2.1 V (Do and Chen, 1994). Ozone reacts with wastewater compounds in two different ways, namely, through direct molecular and indirect radical type chain reactions (Arslan and Balcioglu, 2000) as follows:
Song et al. (2007) described the mechanism of combined EC and ozone as: “Fe2+ with ozone catalyzes ozone decomposition to generate a hydroxyl radical.” The catalytic O3/Fe2+ system involves direct reaction of Fe2+ with ozone to give the intermediate FeO2+, a species that evolves to OH• (Piera et al., 2000; Sauleda and Brillas, 2001):
In EC process assisted with ozone, ozone could accelerate the rate of color removal by enhancing the yield of free radicals (Song et al., 2007). Song et al. (2008) enhanced the removal of Reactive Blue 19 to 96% by assisting the EC process with 20 mL/min ozone flow. Wu et al. (2008) reported that the reaction rate increased from 0.0036/min to 0.069/min for Procion Red MX 5B when the EC system was assisted with ozone.
CI Reactive Black was decolorized using an ozone-assisted EC process by Song et al. (2007), who reported a color removal efficiency of >90% with iron as sacrificial anode at initial pH 5.5, initial dye concentration 100 mg/L, current density 10 mA/cm2, salt concentration 5000 mg/L, temperature 20°C, ozone flow rate 20 mL/min, and distance between the electrodes 1 cm. The efficiency increased to 94% when the process was combined with ozone. A similar result of 13%, 62%, and 83% was reported by Asaithambi et al. (2012) for a 4 h period of ozonation, EC, and ozone-assisted EC for the treatment of distillery wastewater containing COD of 2500 mg/L.
EC with peroxide application
EC processes are carried out with a conventional iron anode which electrogenerates H2O2 in acidic conditions to form hydroxyl radicals, while peroxi-coagulation is a process that uses a sacrificial iron anode which electrodissolves and supplies stoichiometric amounts of Fe2+ to the wastewater. The Fe2+ reacts with the electrogenerated H2O2, producing Fe3+, which forms the precipitate Fe(OH)3 (Barrera-Dıaz et al., 2003; Boye et al., 2003; Brillas et al., 2003). The hydroxyl radical is an extremely powerful oxidant (Huang et al., 1993). Also, the hydroxyl radical has an oxidation potential of 2.8 V, just below fluorine, 3.0 V, whereas ozone has 2.1 V and hydrogen peroxide only has 1.8 V (Do and Chen, 1994).
Roa-Morales et al. (2007) coupled the process of hydroxyl radical formation with EC. Roa-Morales et al. (2007) stated that hydrogen peroxide decomposition is highly sensitive to the presence of dissolved substances and solid surfaces, and it has been well documented that H2O2 heterogeneously decomposes to a greater or lesser extent by direct interaction with the solid surfaces. Thus, a mechanism similar to that proposed by Miller and Valentine may occur at the electrode surface (S) (Miller and Valentine, 1999; Plant and Jeff, 1994):
As indicated by (Bard et al., 1985), the hydrogen peroxide will form hydroxyl radicals at the cathode:
The aqueous media is agitated with the injection of air. Some of the Al3+ ions produced in the anode can be reduced at the cathode. Then, the aluminum will react in the solution as:
A chain reaction then occurs between the hydroxyl radical and an organic compound R (Eckenfelder, 1988):
The hydroxyl radical will react with the organic pollutants present in the wastewater. The results presented in the study agree with a recent investigation which indicates that hydrogen peroxide can be used as a chemical oxidation treatment for domestic wastewater. Ksibi (2006) reported that the addition of 1.5 mL/L of H2O2 reduces the COD from 322 to 49 mg/L. Roa-Morales et al., 2007 observed that the COD removal efficiency using EC at pH 4 was around 80%, but it increased to 90% when 12 mL of H2O2 was added into the electrochemical reactor.
EC coupled with adsorption
Adsorption has been found to be an efficient and economical process for removing dyes, pigments, and other colorants and also to control biochemical oxygen demand. Granular activated carbon (GAC) is the most popular adsorbent and has been used with great success (Meshko et al., 2001; Wu et al., 2001). The regeneration of the GAC can be performed by the electrochemical process through the use of insoluble electrodes, either by electrosorption (Fischer, 2001) or electrooxidation (Zhou and Lei, 2006) phenomena. This phenomenon becomes possible to consider by combining the adsorption process with an electrochemical technique based on soluble electrodes, such as that of EC. The combined process of EC and adsorption was initialized for the removal of chromium (Narayanan and Ganesan, 2009). Secula et al. (2012) followed the combined process for the removal of Indigo Carmine. These authors used Pica F22, L27, X17, and S21 typical GAC for the adsorption process. L27, which possesses a high porosity and surface acid group, is the most effective material for coupling (k1=2.66×10−2/min) and is best coupled with EC. The authors reported a removal efficiency of 99% for Indigo Carmine dye with 2 g/L of L27 and current density of 2.73 A/m2 at pH 6; it was also reported that with increase in L27 dosage, the time required for removal of Indigo Carmine decreased.
Operating cost analysis of EC for dye removal
The operating cost of EC is an important factor in choosing this process for the dye treatment. Bayramoglu et al. (2004) proposed the following equation for the operation cost of EC:
where Cenergy and Celectrode represent energy consumption and electrode consumption, and a and b represent the respective unit prices. Zongo et al. (2009) reported the energy consumption for iron and aluminum electrodes for the treatment of 1000 mg/L of COD as 1.75 kW·h/m3 and 1.53 kW·h/m3, respectively. Dalvand et al. (2011) reported the aluminum electrode consumption as 0.052 kg/m3 of dye.
In the EC process, operating cost includes not only material cost and energy costs, but also other cost items, such as labor, solid/liquid (sludge) separation cost, and maintenance and depreciation of the major equipment such as the rectifier and the electrocoagulator (Bayramoglu et al., 2004; Bayramoglu et al., 2007; Dalvand et al., 2011).
The operating cost for Al and Fe electrodes depends on the initial pH, current density, operating time, and other factors. The operating cost of the EC process remains the same independent of initial pH when iron electrodes is used. The operating cost of the EC process with aluminum electrodes increases with increasing pH up to pH 8, and then decreases. The operating cost of the EC process increases with increase in current density. Operating time is another factor which contributes to the operating cost of the EC process. The operating cost increases with increase in operating time for iron and aluminum electrode, while the operating cost is double for aluminum electrode EC as compared to iron electrode EC for the same operating time (Bayramoglu et al., 2007). It is also important to note that the operating cost for chemical coagulation is 3.2 times higher than EC (Bayramoglu et al., 2007).
Modeling and optimization of dye removal using EC techniques
Dyes are used extensively by several industries, including textile dyeing (60%), paper (10%) and plastic matter (10%) (Guivarch et al., 2003). It is estimated that 10–15% of the dye is lost in the effluent during the dyeing process (Bandara et al., 1996). EC is a very effective technique for removing organic pollutants, including dyeing wastewater, and allows the reduction of sludge generation (Do and Chen, 1994). Do and Chen (1994) observed that the Al anode was a more efficient sacrificial anode for removing disperse dye, rather than the Fe anode. However, the Fe anode was superior to the Al anode for the removal of reactive dye.
Kim et al. (2002) studied the efficiency of EC for the removal of both disperse and reactive dyes and determined that reactive dyes have lower removal efficiency than disperse ones, noting the removal efficiencies as 90% and 99.6% at operating conditions of 4.45 mA/cm2 (current density), seven pairs of Al electrodes, 1-cm electrode gap, 500 mg/L of dye, a flow rate of 100 mL/min, and 1000 mg/L of NaCl. The removal efficiency is higher for the disperse dye because of its lower solubility compared with the reactive dyes (Shen et al., 2001). Daneshvar et al. (2003) reported the optimum conditions for the maximum removal efficiency of 98% for Orange II dye as pH 7.5–8, temperature 25–30°C, spacing 2 cm, current density 34.62 A/m2, and electrode area of 0.0106 cm2. Bayramoglu et al. (2004) investigated the operating costs for textile wastewater with COD of 3422 mg/L using both aluminum and iron electrodes, and reported that in acidic medium (below pH 6), COD and turbidity removal efficiencies for aluminum were 65% and 98%, while for iron they were 77% and 98%; in neutral and weakly alkaline (pH 7–9) medium, iron was more efficient. High conductivity favors a high level of process performance and low operating cost. Iron requires a lower current density than aluminum. The energy consumption is lower with iron, while the electrode consumption is generally lower with aluminum. Zaroual et al. (2006) achieved 100% color removal and 84% COD removal from textile wastewater within 3 min of electrolysis using iron electrodes. Daneshvar et al. (2007) used iron electrodes for the removal of CI Acid Yellow 23. The authors reported 98% color removal and 69% COD removal when the pH was 6, time of electrolysis was 5 min, and current density was 112.5 A/m2. The authors also reported that with increasing conductivity and exposed electrode area, the voltage and specific energy consumption decreased. Muthukumar et al. (2007) studied the degradation of CI Acid Orange 10 in terms of total organic carbon (TOC) using metallic iron electrodes, and reported a maximum removal efficiency of 61%. The removal efficiency was reported maximum in the pH range of 6–9 because of the activity of Fe(OH)2 and Fe(OH)3 species. At this pH, the azo link of CI Acid Orange 1-amino-2-naphthol-6 and 8-disulfonic acid 10 interact with iron oxy-hydroxide and Fe(OH)2 precipitate.
Modirshahla et al. (2007) reported the decolorization of Tartrazine (a synthetic yellow azo dye) using both aluminum and iron electrodes with monopolar and bipolar configuration. Color removal efficiency of ∼100% and COD removal efficiency of 90% was achieved at an electrolyte concentration of 400 mg/L NaCl, pH of ∼5.78, electrolysis time of 6 min, current density of ∼120 A/m2, and interelectrode spacing of 1.5 cm. Using monopolar electrodes in series connection was more effective, with aluminum electrodes used as sacrificial anodes. EC with mixed electrodes (Fe anode and Al cathode) was more effective than the Fe/Fe electrode pair. Valero et al. (2008) used photovoltaic direct supply for the color degradation of the reactive textile dye Remazol Red RB 133, achieving a removal efficiency of >90%.
High COD removals were reported by Zodi et al. (2009) for textile wastewater with two electrode materials, with abatement yields ranging from 85% to 92% for Al-conducted EC and between 85% and 94% for Fe, with the smallest current density (50 A/m2). The author also reported about the settling of flocs formed by aluminum and iron. Al electrodes do not allow rapid settling of the flocs formed, probably because of the gel-like structure of Al hydroxides. Settling after Fe electrode-conducted EC is markedly faster, likely due to the different morphology of iron hydroxide particles, which are better-defined and have a higher density than Al hydroxides. The settling velocity increases when higher amounts of iron dissolve. Korbahti and Tanyolac (2009) used a continuous tubular reactor for the treatment of industrial textile wastewater with 3500 mg/L of COD. The authors reported 53.5% COD removal and 99.3% color removal at 3 h with electrolyte concentration of 25 g/L and current density of 123.97 mA/cm2. Reactive dye bath effluent was treated by Arslan-Alaton et al. (2009) using six monopolar aluminum and stainless steel electrodes separately. An optimum condition of pH 5 and current density of 22 mA/cm2 was reported for iron and aluminum electrodes, and electrolysis time of 60 and 90 min was reported for stainless steel and aluminum electrodes, respectively. The authors also reported the color and COD removal at optimum conditions as 99% and 93%, respectively, for stainless steel electrodes, and as 95% and 86% of removal for aluminum electrodes. Senthilkumar et al. (2010) used a batch reactor with stainless steel electrodes for the treatment of Reactive Red 120. The authors achieved a maximum removal efficiency of 98% color and 74% COD within 15 min of electrolysis by increasing the current density up to 50 A/m2 at an optimum pH of 8. Aoudj et al. (2010) focused on the removal of Direct Red 81 using aluminum electrodes and achieved 98% removal efficiency. The authors reported the optimum condition for Direct Red 81 as pH 6, current density 1.875 mA/cm2, electrode spacing 1.5 cm, and NaCl as the electrolyte. Zongo et al. (2009) achieved 100% removal of color and 74–88% removal of COD using iron and aluminum electrodes for textile wastewater. The authors also reported that the energy consumption for iron and aluminum electrodes for the treatment of 1000 mg/L of COD as 1.75 and 1.53 kW·h/m3, respectively. Merzouk et al. (2010) coupled EC with electroflotation by placing the electrode horizontally. With increasing current density, bubble generation rate increases and the bubble size decreases, facilitating high pollutant removal by H2 flotation. The authors reported higher removal efficiency in real textile wastewater for SS 85.5%, turbidity 76.2%, 5-day biological oxygen demand (BOD5) 88.9%, COD 79.7%, and color removal >93% at an optimum condition of current density 11.55 mA/cm2, initial pH at 7.6, conductivity at 2.1 mS/cm, and electrolysis time of 10 min. Patel et al. (2011) used Reactive Black 5 wastewater and reported a removal efficiency of >90% with an initial concentration of 25 mg/L at current densities of 4.5, 6, and 7.5 mA/cm2 in the presence of Na2SO4 and NaCl at a pH of 9 for both the electrolytes. Parsa et al. (2011) reported that aluminum is best for the degradation of Acid Brown 14 when compared to iron electrodes for the Acid Brown 14. Parsa et al. (2011) also optimized the dependent parameters for energy consumption, using NaCl as supporting electrolyte with a concentration of 0.5 g/L, pH 6.4, and applied voltage of 2 V, attaining a maximum removal efficiency of 91% and 87% of the dye and COD. Merzouk et al. (2011) used aluminum electrodes for the degradation of synthetic textile wastewater containing a Disperse Red dye at an optimum condition of mixing time 30 min, conductivity 2.4 mS/cm, initial pH 6.4; here, the degradation efficiency exceeded 94%.
Pajootan et al. (2012) used Acid Black 52 and Acid Yellow 220 for binary treatment using aluminum electrodes as the anode and cathode. The authors reported a maximum removal efficiency of 92% and 97% for Acid Black 52 and Acid Yellow 220, respectively, at an optimum condition of pH 5, current density 40 A/m2, and electrolyte concentration of 2 g/L. These authors also reported that when the current density was increased from 10 to 120 A/m2, the electrical energy consumption increased, and when the electrolyte concentration increased from 0 to 2 g/L, the electrical energy consumption decreased.
Dalvand et al. (2011) used two pairs of aluminum electrodes with monopolar configuration for the treatment of Reactive Blue 198. The authors achieved a maximum removal efficiency of 98.6% of color and 84% of COD at pH 5.5 without a supporting electrolyte. The authors also reported the electrode consumption as 0.052 kg/m3 of dye. Chafi et al. (2011) compared the decolorization efficiency of Orange II, a typical mono-azo acid dye, by EC using aluminum and iron electrodes with chemical coagulation. The authors reported that iron electrodes gave more efficiency (90.7%) when compared to aluminum electrodes (87.5%) under the optimum condition of pH 7, current density 15.5 mA/cm2, and conductivity 7.5 mS/cm, whereas chemical coagulation by Al2(SO4)3 yielded a maximum removal efficiency of 24% at a pH of 4. Secula et al. (2011) studied the removal of Indigo Carmine dye with a stainless steel plan plate used as the cathode and a mild steel plan plate as the anode, having an area of 183 cm2 and spacing of 3 mm. These authors studied the efficiency of removal of Indigo Carmine dye with controlled and uncontrolled pH; earlier articles reported that controlling pH in iron-based EC processes led to higher efficiencies. They also reported that controlling the pH during the coagulation process increased the reaction rate and also efficiency increased up to 99% in the aqueous solution containing 40 mg/L of Indigo Carmine, at a current density of 10.91 A/m2, a residence time of 180 min, a pH of 8, and electrolyte concentration of 1.5 g/L of NaCl. Yildiz et al. (2012) used the Taguchi method for the determination of optimum specific energy consumption for Bomaplex Red CR-L dye using aluminum electrodes. The authors reported an optimum energy consumption of 0.38 kW·h/m3 for a dye removal efficiency of 62.71% at pH 6, dye concentration of 600 mg/L, and 0.10 mA/cm2 current density. Wei et al. (2012) used low-cost steel wool as the cathode and an iron plate as the anode for the treatment of Acid Black 1, Reactive Blue 4, and Eosin Yellow, achieving a removal efficiency of >80%. The authors also reported that the process of color removal with a steel wool cathode was 1.8–4.4 times faster than using an iron plate cathode. Amani-Ghadim et al. (2013) reported almost 100% color removal, and 90.58% and 98.37% TOC removal at 23 and 12 min, respectively, when iron and aluminum electrodes were used for the removal of Reactive Red 43.
Degradation pathways of organic pollutants
The degradation pathway of some electrocoagulated dyes are discussed here. The EC process forms sludge (hydroxides) which adsorbs the dye particles. The hydroxides with adsorbed dyes are then separated by distillation in a vacuum. The separated hydroxides are analyzed using thin layer chromatography, plate chromatography, and ultraviolet, Fourier-transform infrared, and nuclear magnetic resonance spectrometry. With Orange II dye, the compound reduces and breaks into 1-amino-2-naphthol and sulfanilic acid salt. The 1-amino-2-naphthol does not extract because of its degradation or strong adsorption on the precipitates (Daneshvar et al., 2003). The authors reported that CI Acid Orange 10 molecules split into aniline and 1-amino-2-naphthol-6, 8-disulfonic acid due to reductive cleavage of the azo bond, as in Fig. 6 (Muthukumar et al., 2007). At pH 6–9, cleavage of the azo link of CI Acid Orange 10 into 1-amino-2-naphthol-6,8-disulfonic acid interacts with iron oxy-hydroxide and Fe(OH)2 precipitate. The density of the hydroxyl groups will be very high on the surface of metal hydroxide compared to the bulk aqueous solution. The interaction between dye molecules and iron oxy-hydroxide could be stronger in the metallic phase due to the formation of an inner sphere complex between the metal ion and O and N atoms of the molecule, whereas the aniline remains in the aqueous phase because of the poor interaction with the oxy-hydroxide of iron. Aoudj et al. (2010) used Fourier-transform infrared spectrometry to analyze the pathway of Direct Red 81 and confirmed that the removal of Direct Red 81 happens through the adsorption of the dye on aluminum hydroxide flocs. Amani-Ghadim et al. (2013) confirmed sweep flocculation as the mechanism for the removal of CI Reactive Red 43. The authors also confirmed the possibility of dye degradation by electro-Fenton when iron electrodes are used.
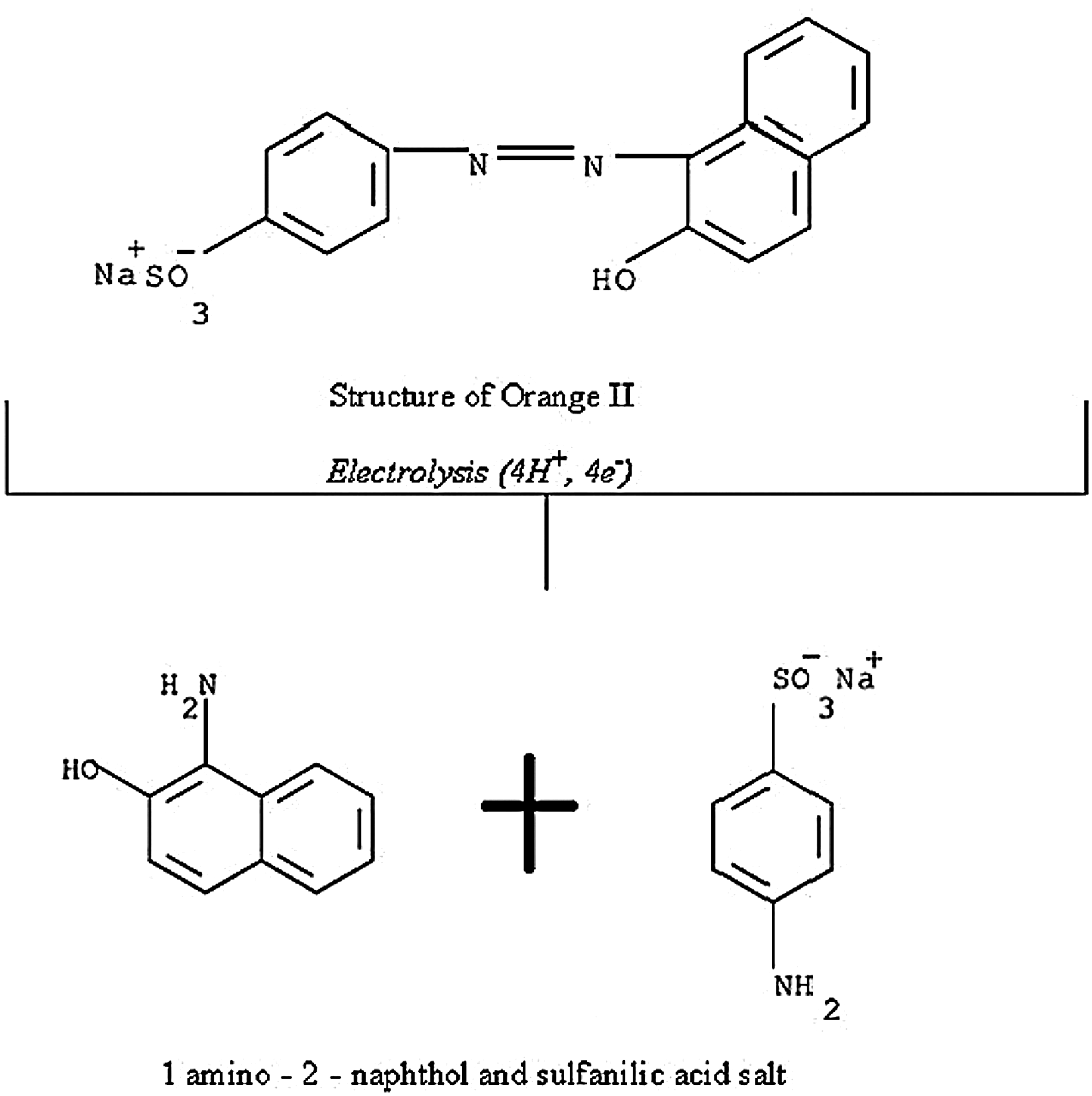
Degradation pathway of Orange II (Daneshvar et al., 2003).
Conclusion
Application of EC for dye pollutant removal from wastewater has received increased attention in the last decade. Different types of electrolytic reactors and electrode configurations were used for EC studies. Mechanisms with various anodes and cathodes were evaluated and compared. The EC process is very much dependent on pH, nature of the electrolyte, electrolyte concentration, initial concentration of dye, current density, exposed area of the electrodes, spacing of electrodes, temperature of solution, electrode configuration, and number of electrodes. EC-coupled processes such as ozone, peroxide, and adsorption were also discussed. Removal of various dye pollutants by EC and EC-coupled processes were studied. Overall, EC and EC-coupled processes are a promising technology for application in dye treatment.
Footnotes
Author Disclosure Statement
No competing financial interests exist.