
Abstract
Abstract
In off-gas desulfurization in sinter plants, dry systems consisting of a sorption process for the separation of sulfur dioxide and a fabric filter for final dedusting are normally used. As a rule, hydrated lime is the base sorbent although sodium bicarbonate can be an alternative. Mechanical and flow properties of the residues produced are relevant for the design of handling and storage facilities for these materials. In this study the mechanical and flow properties of residues from three dry off-gas desulfurization systems were investigated. The particle size and the density of all three residues were very similar, but all other parameters measured differed depending on the sorbent used. Bulk density of the residues from lime-based desulfurization was higher and the flowability was better. This has to be taken into account when a change of the desulfurization reagent from Ca(OH)2 to NaHCO3 is considered. Generally, the flowability of the residues was poor at low consolidation stress and improved at higher stress, whereas the effective angles of internal friction and the wall friction angles decreased. Results produced by three flowability indicators (angle of repose, Hausner ratio, Carr's compressibility) overestimated the flowability of the residues considerably compared to the shear test results. Therefore, shear tests are strongly recommended for a reliable characterization of the flowability of such residues.
Introduction
I
For recycling as well as for landfill, the residue has to be discharged from the fabric filter, conveyed, stored in silos, and then discharged and transported. Mechanical and flow properties of the residue like bulk density, angle of repose, effective angle of internal friction, and wall friction angle are relevant for the design of the handling and storage facilities. In the design of a silo outlet for instance, the unconfined yield strength, the wall friction angle, and the bulk density of the dust are required as a function of the consolidation stress (Jenike, 1970; Schulze, 2008). However, in the literature only very little data about the mechanical and flow properties of such residues are available. Sheng et al. (2012) published some data about the particle size distribution of dry off-gas desulfurization residue from a sinter plant and from power plants where hydrated lime is used as a reactant. The mass median diameter of the residue from the sinter plant was 6.8 μm and the relative span of the size distribution was 3.77. The residues from the power plants were considerably coarser. In Kost et al. (2004) the density of residues from the combined dry off-gas desulfurization and dedusting at coal-fired power plants are reported. The density of the residues was 2,410 ± 40 kg/m3. However, the results can only be used as an indication because the material investigated also contains a higher fraction of coal fly ash. Data on flowability of the residue from a dry off-gas desulfurization system at a sinter plant using hydrated lime as reactant were reported in only one study (Plattner, 2006). The residue samples investigated were collected in a pilot unit for off-gas desulfurization of a sinter plant. The mass median diameter of the residue was 5.8 μm and the ffc ratio was 1.22 at a consolidation stress of 2.3 kPa. At this consolidation stress the effective angle of internal friction was 62°. The wall friction angle of the residue with structural steel was 30° at a wall normal stress of 1.7 kPa.
In this study the mechanical and flow properties of the residue from three dry second-stage off-gas cleaning systems of industrial sinter plants were investigated. In two plants the reactant for desulfurization was Ca(OH)2, in the third plant NaHCO3 was used for off-gas desulfurization. The results are of particular interest when in a desulfurization plant a switch-over from one reactant to the other reactant is planned (Wegener et al., 2011).
Materials and Methods
Material
Residue samples investigated were from dry second-stage off-gas cleaning systems of industrial scale iron ore sinter plants. The residue samples A and B were from desulfurization units in which Ca(OH)2 was used as a reactant. Sample A was from a sinter plant where the first off-gas cleaning stage was an EP, whereas sample B originated from a sinter plant where a cyclone was installed for dedusting. The residue sample C was collected from a desulfurization unit where NaHCO3 was used as reactant for the acid gases. In all three desulfurization units, the reactants were separated from the off-gas by a fabric filter.
Residue samples of ∼2 dm3 were taken from the dust discharge of the filter of the respective desulfurization unit. The volume of each sample was reduced to a volume suitable for the various laboratory tests using sample dividers. If required, the sample dividers were applied repeatedly (HAVER RT 12.5, Quantachrome Micro Riffler).
Measurement of physical properties
Moisture content of the residue samples was determined gravimetrically using a moisture analyzer from OHAUS, type MB 45. The samples were dried at 105°C until the weight of the sample was constant.
Particle size distribution of the residue samples was measured using a laser diffraction instrument with dry sample dispersion from Sympatec, type HELOS/RODOS. The spread of the distribution was calculated as the quotient of d90 and d10 (Rumpf, 1990). The d90 is the particle size with 90% of the mass of the material consisting of particles smaller than this size and 10% of the mass of the material consisting of larger particles. The d10 is defined in a similar way. Another way to characterize the size distribution is the relative span, which is defined by the quotient of (d90 − d10) and d50.
Particle density was determined according to EN ISO 8130-3 (2011). This method is based on a determination of the mass and the volume of a test portion using a liquid displacement pyknometer. The capacity of the pyknometer used was ∼105 cm3 and n-heptane (density: 0.681 g/cm3) was used for displacement of the air.
Bulk density of the residue samples ρbulk was determined according to EN ISO 60 (1999). The bottom cover of a funnel was removed to allow 120 cm3 of powder stored in the funnel to flow by gravity into a coaxial 100-cm3measuring cylinder. The excess material was removed by drawing a straight blade across the top of the measuring cylinder.
Tapped bulk density ρtap of the residue samples was determined using a graduated measuring glass (250-mL) affixed on the bottom plate of a laboratory sieve shaker. The shaker was operated for 1 min with an amplitude of 1 mm. The quotient of the mass and the final volume of the residue sample in the measuring glass is the tapped bulk density.
Angle of repose of the residue samples was determined according to ISO 4324 (1977). A cone of material was obtained by passing the powder through a special funnel placed at a fixed height above a completely flat and level circular plate. The base angle of the cone was calculated from the diameter of the base plate and the height of the cone.
Shear tests
The yield locus for the residue samples was determined using a Schulze ring shear tester, type RST-XS with a 30-cm3 shear cell (Fig. 1). To do such a test, the residue sample (bulk solid) is loaded vertically at a normal stress and then a shear deformation was applied to the sample by moving the bottom ring at a constant angular velocity while the lid is kept in position by the two tie rods. This results in a horizontal shear stress in the sample.
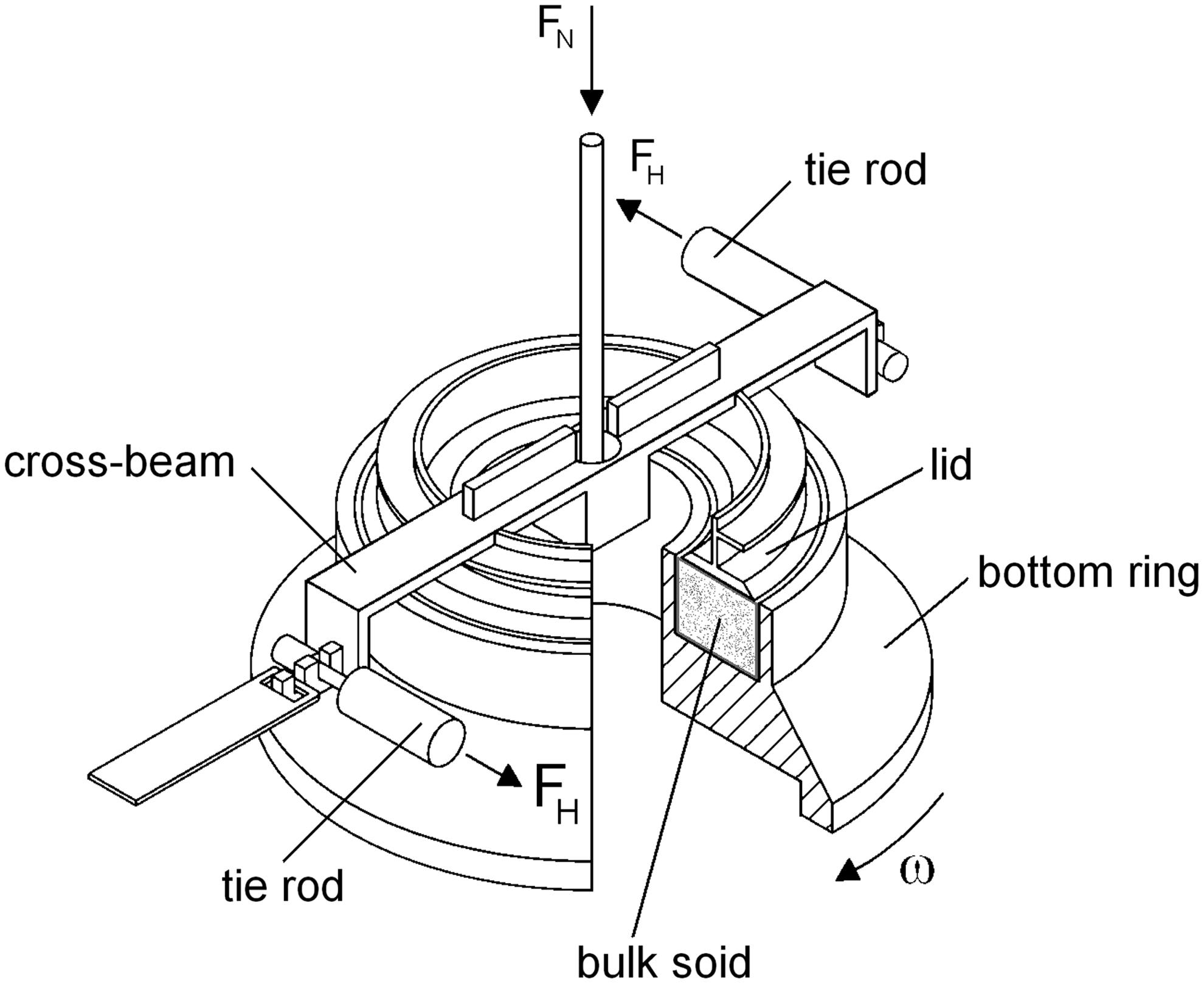
Shear cell of Schulze ring shear tester. FN, normal force; FH, horizontal force; ω, angular velocity of the bottom ring.
To measure a point of the yield locus two steps are necessary. First, the sample is consolidated in the preshear step. Here the point of steady-state flow with the pair of values for the normal stress σ and the shear stress τ is determined along with the bulk density. For this the volume of the residue sample is calculated from the measured height of the sample in the shear cell. Subsequently, a point of the yield limit is measured at a reduced normal stress. The corresponding pair of values for the normal stress and the shear stress at a point of incipient flow is one point of the yield limit. By repetition of the procedure, the whole yield locus is determined. A Mohr stress circle, which is tangential to the yield locus and runs through the point of steady-state flow, can then be drawn. The slope of a tangent to this stress circle, which runs through the origin of the σ-τ-diagram, represents the effective angle of internal friction (Schulze, 2008). A diagram with the results of a shear test is shown exemplarily in Fig. 2. The procedure was conducted as described at six values of the normal stress (600, 1,200, 2,500, 5,000, 10,000, and 20,000 Pa).

Yield locus of residue A at a normal stress of 6000 Pa. σ1, consolidation stress; σc, unconfined yield strength.
The wall yield locus for the residue samples was determined for structural steel S235JR (1.0038) using the ring shear tester. In the wall friction shear cell, the bottom ring was formed by a sample of the wall material tested. For a shear test, the powder sample was loaded vertically at a normal stress and then moved with reference to the wall material surface with a constant velocity. To measure a point of the wall yield locus, corresponding pairs of values for the normal stress and the shear stress are determined. The slope of a straight line running through the origin of the σ-τ-diagram and a point of the wall yield locus is the kinematic angle of wall friction (Schulze, 2008).
Characterization of flowability
Flowability of a powder can be qualitatively rated by flowability indicators (Geldart et al., 2006). Common flowability indicators which are easy to determine are the angle of repose, the Hausner ratio, and Carr's compressibility. These flowability indicators can be used to categorize the flowability. The categories according to the United States Pharmacopeial Convention USP 29-NF24 (as cited in Stanley-Wood, 2008) are shown in Table 1.
Angle of repose was measured directly, whereas the Hausner ratio and Carr's compressibility are calculated from the bulk density ρbulk and the tapped bulk density ρtap. Equation (1) (Hausner, 1967) and Equation (2) (Carr, 1965) show the calculation:
The ratio ffc of the consolidation stress σ1 to the unconfined yield strength σc gives a quantitative characterization of the flowability of a powder (Eq. 3) (Schulze, 1996):
The consolidation stress is equal to the major principal stress of the Mohr stress circle, which is tangential to the yield locus, and runs through the point of steady-state flow. The unconfined yield strength results from the stress circle, which is tangential to the yield locus, and runs through the origin (Jenike, 1970). The larger the ffc is, the better the powder flows. The usual classification used to define flow behavior is also shown in Table 2. Since the two ways to describe the powder flow category consist of a different number of flow categories and use different words for the description of these categories, Table 2 attempts to correlate both. The flowability of a powder depends on the consolidation stress. For most powders better flowability can be obtained at a greater consolidation stress. This can be visualized best in a diagram showing the unconfined yield strength dependent on the consolidation stress when the diagram also includes lines of constant ffc ratio (Schulze, 1996).
Results and Discussion
Particle size
The main influence on the particle size distribution of the residues originates from the size distribution of the desulfurization reactant. This is because most of the dust contained in the sinter off-gas has already been separated in the upstream dust separator. Only the small fraction of the dust that passes the EP or the cyclone is separated in the fabric filter together with the used and unused reactant. The particle size distributions of the residues investigated are shown in Fig. 3. In Table 2 the values for the mass median diameter, the spread, and the relative span of the distribution are summarized. The mass median diameters are very similar, the average mass median diameter is 5.7 ± 0.5 μm. This value is nearly identical with the values reported by Sheng et al. (2012) and Plattner (2006).
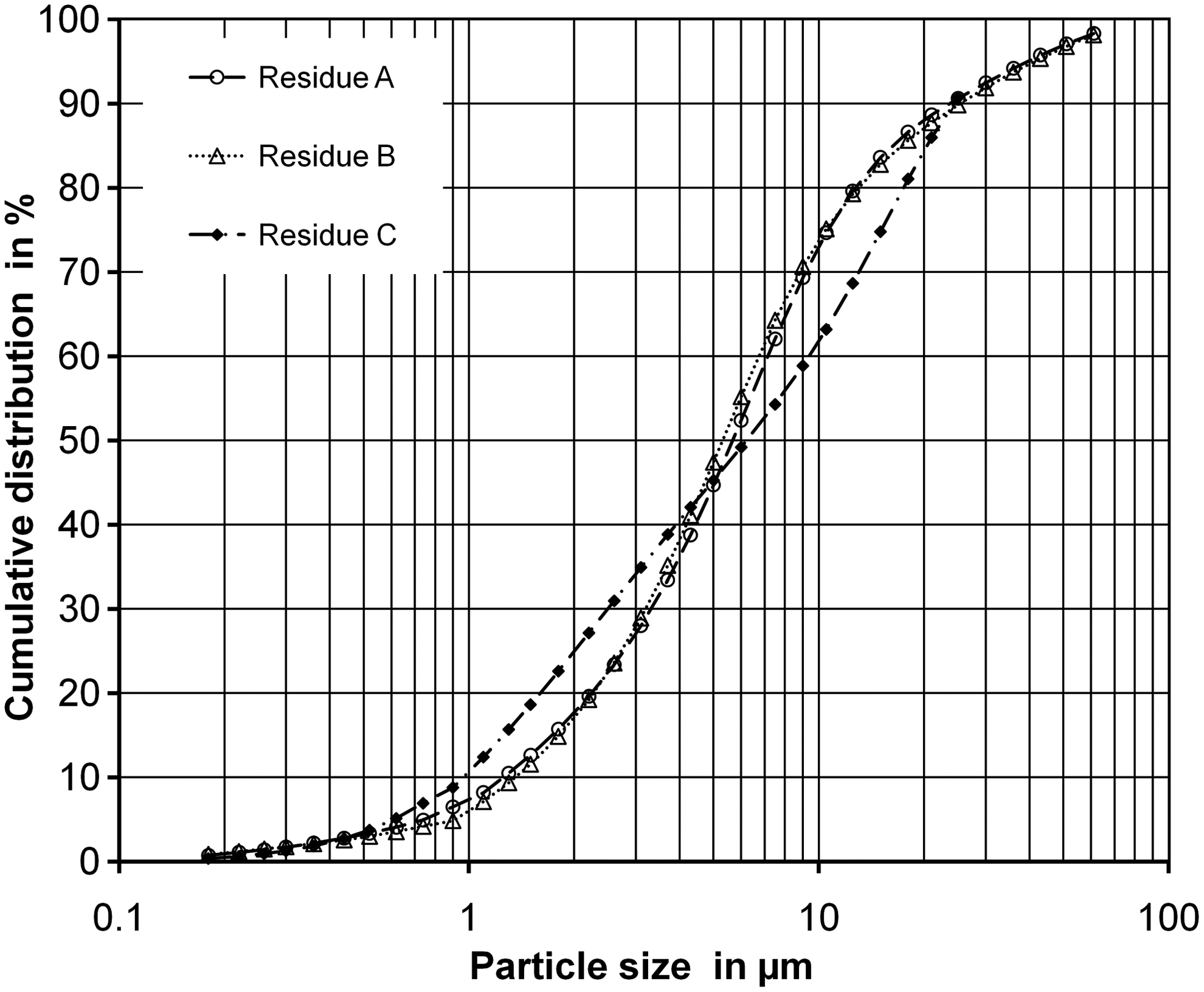
Particle size distribution of dry desulfurization residues.
Shapes of the particle size distributions are similar and the values for the spread of the distribution and the relative span are also very similar. The calculated values for the relative span are very close to the published value (Sheng et al., 2012).
Moisture content and densities
The moisture content of the residues from the plants where hydrated lime is used as a reactant is higher. This might be caused by the higher moisture content of the off-gas in these plants, which results from the water injection for enhancing the desulfurization reaction.
The measured densities of the residues are also shown in Table 2. The density of all three residues is almost equal. The bulk density of the residues A and B is quite similar, whereas the bulk density of residue C is lower. The lower bulk density is a result of the different reactant used. A similar difference was found for the tapped bulk densities of the residues.
Angle of repose and other flowability indicators
The angle of repose measured for the three residues were in a narrow range. Thus, for all residues investigated, the resulting flowability category was cohesive. The angle of repose of residue C was comparatively low. A possible explanation for this could be an observation that was made during the measurements. Small rounded agglomerates with a diameter of a few 100 μm were formed by the particles that rolled down the material cone. Thus, the height of the material cone built during the measurement was limited.
For each residue, the flowability categories according to Carr's compressibility and according to the Hausner ratio were the same. For the residues A and B the flowability was at the limit between fair and good/free flow, whereas the flowability category for residue C was passable.
Shear tests
Shear test results for the effective angle of internal friction and for the wall friction angle are shown in Figs. 4 and 5, respectively. Both friction angles decrease with increasing stress. The values of the effective angle of internal friction are quite similar for the residues A and B, whereas for residue C the values are considerably higher. Also its dependence on the consolidation stress is higher for residue C. The reported value of the effective angle of internal friction for a residue from a hydrated lime-based off-gas desulfurization of a sinter plant at a normal stress of 2.3 kPa is 62° (Plattner, 2006). This is considerably higher than the values measured in this study.
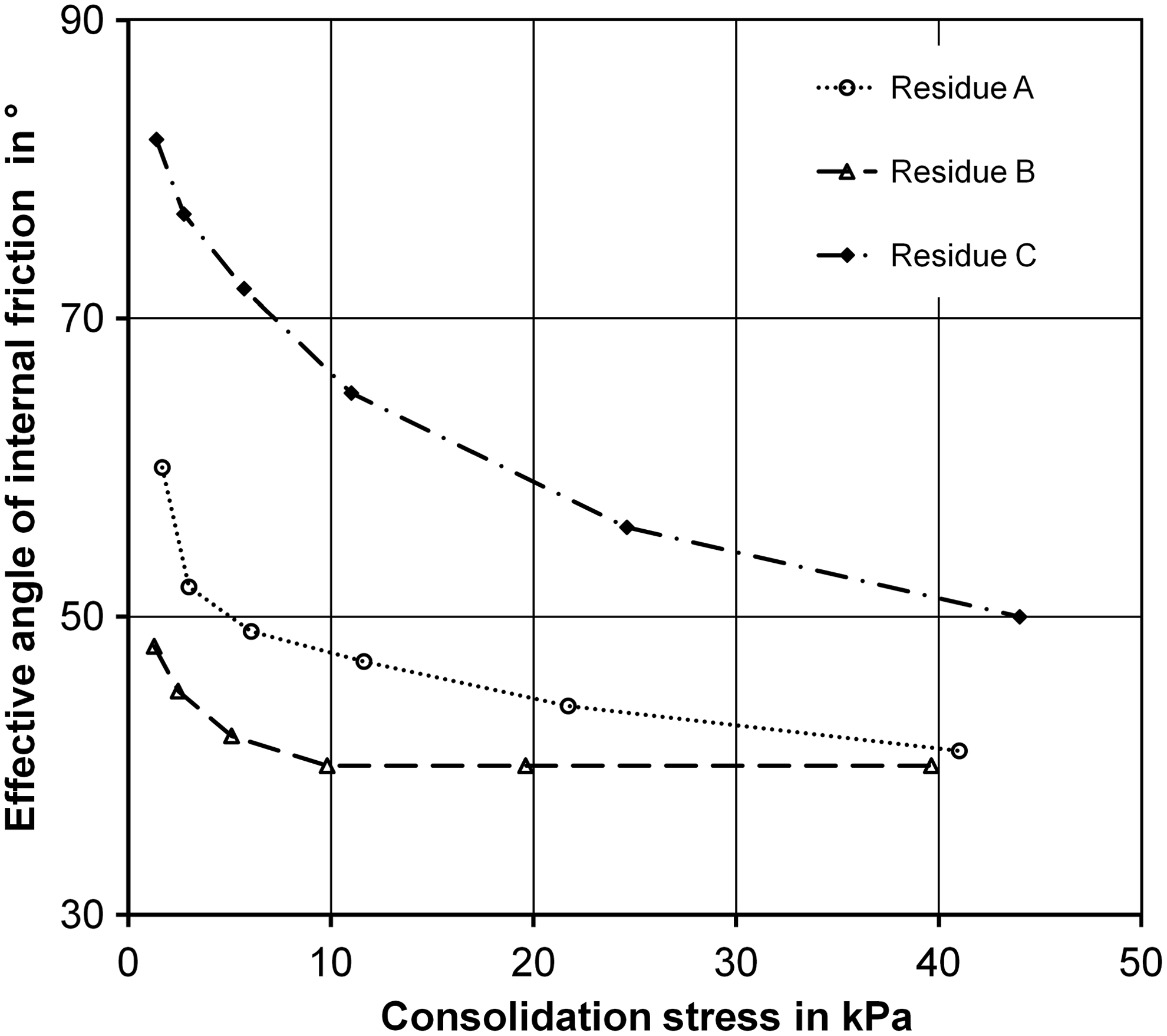
Effective angles of internal friction of various residues.
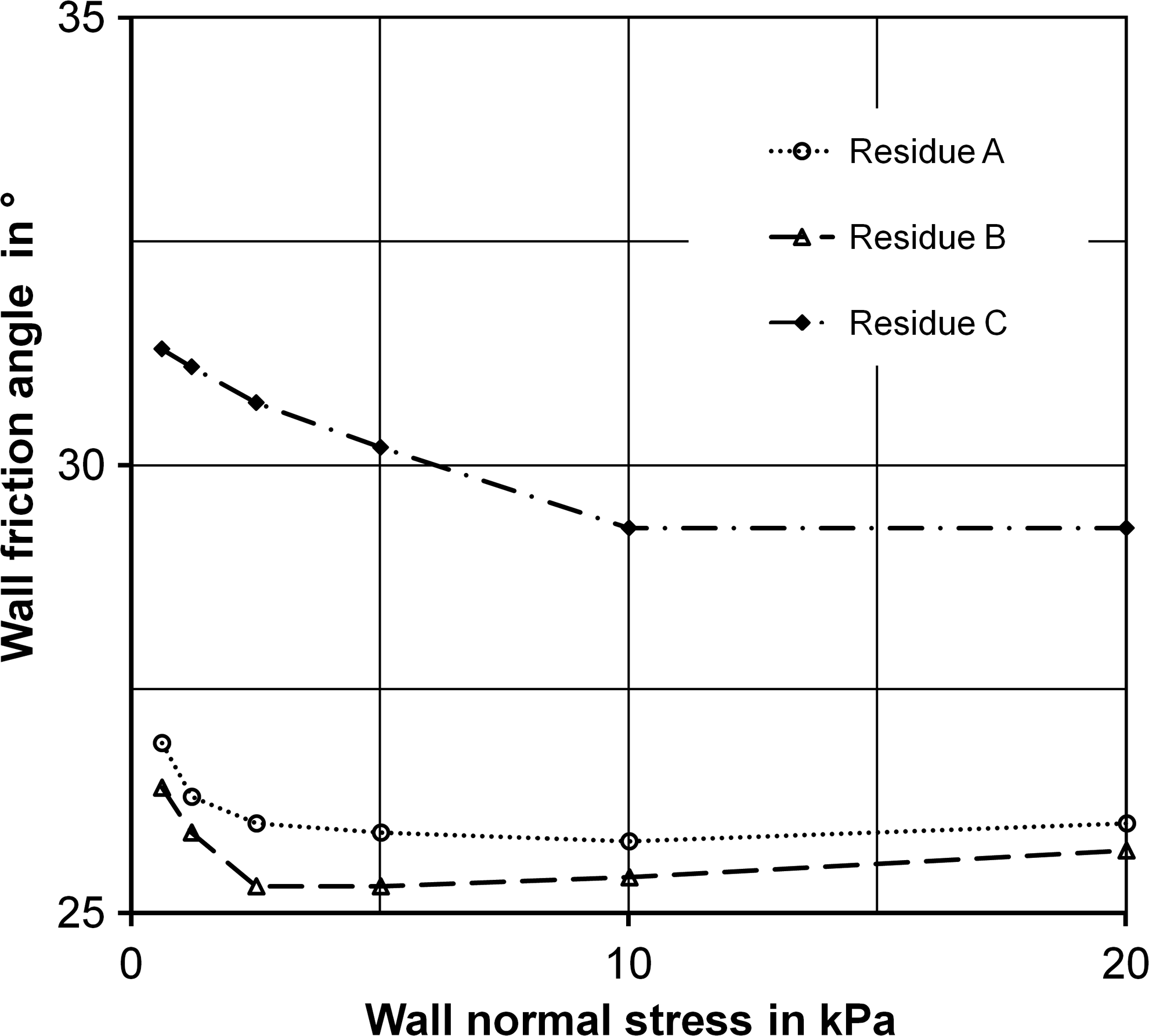
Wall friction angles of various residues.
The values of the wall friction angle are also quite similar for the residues A and B. The dependence on the wall normal stress is very small for these residues. For residue C the values of the wall friction angle are considerably higher as well as its dependence on the wall normal stress. The value of the wall friction angle reported by Plattner (2006) is also higher than the values measured in this study.
The bulk density of the residues increases with increasing consolidation stress (Fig. 6). In a diagram with the consolidation stress on a logarithmic scale and the density on a linear scale the measured results can be approximated by straight lines. The inclination of these lines is nearly the same for residue A and B, but shows a somewhat higher increase of the density at increasing consolidation stress for residue C.
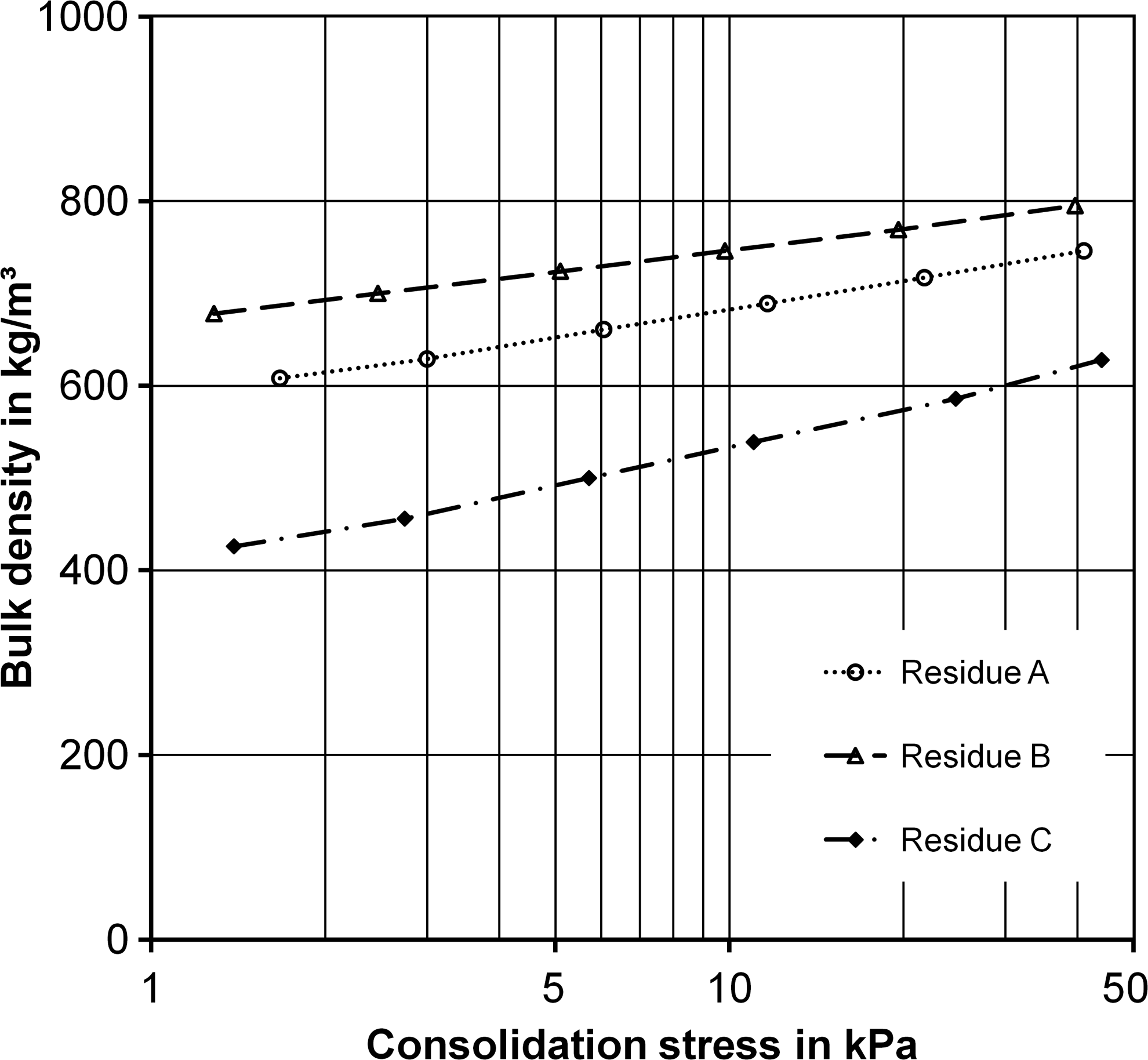
Bulk density as a function of consolidation stress for the various residues.
Flowability
Shear tests revealed that for all three residues investigated, the flowability strongly depends on the consolidation stress. This is shown in Fig. 7. The higher the consolidation stress is, the higher the ffc, and the flowability of the residues improve. While at low consolidation stress, the flow categories of the dusts range from cohesive to nonflow and at the highest consolidation stress, these categories range from easy-flowing to cohesive. A better flowability at higher consolidation stress is quite a common behavior of fine-grained powders (Juliano et al., 2006; Schulze, 2008; Lanzerstorfer, 2014).

Flowability of the various residues as a function of consolidation stress.
Comparison of flowability categories resulting from the shear tests at low consolidation stress with the categories resulting from the three flowability indicators shows a huge difference. Using the flowability indicators would overestimate the flowability of the residues. Therefore, shear tests are indispensable for the reliable characterization of the flow behavior of the residues.
Conclusions
Physical and flow-related properties of off-gas desulfurization residues from three sinter plants were investigated. The particle size of all three residues as well as their particle size distribution was very similar. Also the density of the residues is nearly identical. But for all other parameters measured, a distinct difference was found between the residues from off-gas desulfurization using hydrated lime as a reactant and the residue from the plant where sodium bicarbonate was used. The bulk density of the residues from lime-based desulfurization was ∼40% higher. The angles of internal friction and the wall friction angles were lower for these residues and their flowability was better. These results have to be taken into account when the desulfurization process is changed from desulfurization with Ca(OH)2 to desulfurization with NaHCO3.
Surprisingly, the value of the angle of repose was even lower for the residue from sodium bicarbonate-based desulfurization, although the flowability of this residue was worse when measured with the shear tester. Generally, the flowability of the residues worsened at low consolidation stress. At higher consolidation stress, the flowability improved and the effective angles of internal friction and the wall friction angles decreased.
Results produced by the three flowability indicators, the angle of repose, the Hausner ratio, and Carr's compressibility deviate considerably from the shear test results. In all cases the flowability indicators overestimated the flowability of the residues. Therefore, shear tests are strongly recommended for a reliable characterization of the flowability of such residues.
Footnotes
Acknowledgment
Proofreading by Dorothy Moser is gratefully acknowledged.
Author Disclosure Statement
No competing financial interests exist.