
Abstract
Abstract
Pyrolysis is an attractive means of recovering resources from waste integrated printed circuit boards (PCBs) because organic materials they contain are converted into gas, tar, and char that can be recycled and valuable metals are left for further processing. In this study, we examined the effects of particle size (0.15 and 3.0 mm) and heating rate (5°C/min, 25°C/min, 100°C/min, 300°C/min, 600°C/min) on products evolved during rapid pyrolysis of phenolic PCBs. A PCB was pyrolyzed at 675°C under a nitrogen atmosphere in an experimental laboratory-scale fixed-bed reactor and decomposed at 700°C in a thermogravimetric analyzer. Data obtained suggest that rapid heating and large particles were associated with increased local overheating and pressure, which promoted the cracking of volatile compounds into lower molecular weight compounds and increased yield of volatile gases. Furthermore, microexplosions may have occurred within the pyrolyzing PCB, which cracked the surface of the char, released volatile gases, and increased the char's porosity.
Introduction
R
PCBs comprise several electronic components (e.g., chips, resistors, and capacitors) connected to a base board upon which an etched copper circuit is laminated. Depending on integration, tension, and flammability requirements of the PCB, various resins, reinforcing materials, halogenated flame retardants, and other additives may be applied. Although the material composition of PCBs varies depending on the type of PCB, a typical PCB contains around 40 wt% metal, 30 wt% plastic, and 30 wt% ceramic (He et al., 2006; Kasper et al., 2011; Fujita et al., 2014). The complex structure of PCBs and the wide variety of materials used in their manufacture make clean separation of the metals they contain from the nonmetals, especially the plastics, extremely difficult and hinder recovery and utilization of these materials (Quan et al., 2012; Bidini et al., 2015).
Physical separation is one means of separating PCBs into metals and nonmetals. Once larger components such as capacitors and resistors have been removed from the baseboard for reuse or specialized recovery, the PCBs are crushed, pulverized, and finely ground. Mechanical separation technologies such as magnetic separation, air classification, or eddy current separation are then used to separate the powder into metal-rich and nonmetal-rich fractions. However, these processes require huge amounts of energy and are expensive. Furthermore, the nonmetal-rich fraction contains a mix of fiberglass, plastics, metal impurities, additives, and flame retardants, which makes utilization of the fraction difficult (Marques et al., 2013; Bidini et al., 2015; Hadi et al., 2015). Due to the higher economic value of the metal-rich fraction compared with the nonmetal-rich fraction, few means of recycling the nonmetal-rich fraction have been developed. However, with legal targets for recycling of electronic waste having been tightened in parts of the world such as Japan and the European Union (Ministry of International trade and industry of Japan, 1998; Schlummer et al., 2007), utilization of the nonmetal-rich fraction will likely become important if these targets are to be met.
Currently, physical separation processes, such as magnetic separation, air classification, and eddy current separation, can hardly produce pure metal-rich and nonmetal-rich fractions from pulverized PCBs for further processing. However, pyrolysis is a promising means of not only accomplishing this separation but also of converting the organic nonmetal-rich fraction into chemical feedstock or fuel, and the evolution of harmful halogenated gas by-products is avoided because pyrolysis is conducted under an oxygen-free atmosphere. Cayumilet et al. (2014) pyrolyzed pieces of computer PCB (size, ≈1 cm2) at temperatures above the melting point of copper (>1,085°C); they showed that a copper-rich fraction can been separated from the residue because of the limited affinity between the two fractions, and that with the appropriate cooling processes, tin- and lead-rich fractions can be separated out from the copper-rich fraction. Volatilization during pyrolysis of pieces of PCB (size, 4.0–4.8 mm) at temperatures between 200°C and 500°C has been shown to produce a liquid that contains mainly phenol and phenol derivatives and a gas that contains mainly CO, CO2, CH4, and H2. Furthermore, the yield of volatilization products has been shown to increase with increasing pyrolysis temperature (Chiang et al., 2010). Hall and Williams (2007) reported that pyrolysis at 800°C with a heating rate of 10°C/min in a fixed-bed reactor produced yields of oil and gas of 22.7 wt% and 4.7 wt%, respectively, from pieces of computer PCBs (size, 1.5–2.0 cm2) and of 28.5 wt% and 6.5 wt%, respectively, from pieces of television PCBs (size, 1.5–2.0 cm2). Bidini et al. (2015) examined pyrolysis mass and energy balances using a laboratory-scale batch slow pyrolyzer at 600°C to pyrolyze random access memory modules and central processing units (piece size, <3 cm): burning volatile matter during pyrolysis produced enough energy to reduce the enthalpy of the pyrolysis reaction. Guo et al. (2014) have shown that the energy from the gas and tar produced during pyrolysis accounts for 35% of the energy required for low-temperature pyrolysis of large pieces of PCB (size, 20 cm2). It should be mentioned that the volatile organic compounds produced during pyrolysis contain metals and organic halogenated compounds that cause environmental air pollution when burned directly as fuels (Williams, 2010). Most of these studies have shown that pyrolysis char is very friable and that metals can be easily separated from it and concentrated after the organic fraction has been volatilized (Hall and Williams, 2007; Chiang et al., 2010; Cayumil et al., 2014; Guo et al., 2014).
These studies using laboratory-scale fixed-bed reactors also show that temperature is an important factor that affects the rate of pyrolysis and the percentage yields and composition of organic products; however, various sizes of PCB pieces were used and heating rates were not specified, although they were likely lower than the heating rate of 30°C/min used in normal furnaces. In kinetic studies of thermal decomposition of PCBs at pyrolysis temperature of 1,100 K using a thermogravimetric analyzer, heating rates lower than 50°C/min have been used based on the assumption that thermal gradients are not produced within pieces of PCB if the pieces are small enough (Quan et al., 2009; Ortuno et al., 2013). Many studies have examined the products of thermal decomposition of PCBs, but few have examined the heating rate on the mechanisms of thermal decomposition. Furthermore, effects of heating rate and particle size on the rapid pyrolysis process have not received much attention even though they may be important factors for fully understanding the pyrolysis of PCBs and for developing large-scale commercial pyrolysis devices for PCB recovery.
In the present study, the effects of particle size and heating rate on the evolution of products from pyrolyzed phenolic PCBs were examined. PCB was pyrolyzed in an experimental laboratory-scale rapid pyrolysis reactor and decomposed in a thermogravimetric analyzer. Pyrolysis was conducted at 675°C under a nitrogen atmosphere with heating rates from 5°C/min to 600°C/min and PCB pieces from 0.15 to 3.00 mm in size. The relative yields of pyrolysis products and characteristics of the char produced were examined.
Experimental
Materials
A phenolic circuit board (PL-1102, Sumitomo Bakelite Co., Ltd.) was crushed and classified by size using sieves with mesh sizes of 0.15 and 3.00 mm. The ash content and elemental composition of the model PCB were then determined (Table 1).
Oxygen content calculated by difference.
Rapid pyrolysis
The experimental rapid pyrolysis apparatus used in the present study comprised a gas introduction system, rapid heating heater, quartz reactor (inner diameter, 28 mm; height, 250 mm), product cooling system, and analysis system (Fig. 1). Pieces of PCB (10–20 g) were preloaded into the quartz reactor and nitrogen gas (60 L/min), as the carrying and protecting gas, was introduced through a long pipe to the bottom of the reactor vessel, which ensured that the gas was heated before being released into the reactor. The reactor was then heated from room temperature to 675°C at heating rates from 5°C/min to 600°C/min. Once the reactor reached 675°C, the temperature was held for 10 min and then the reactor was allowed to cool naturally to room temperature under the nitrogen atmosphere. Tar was collected in an ice-cooled trap, which includes light and heavy oil products, gas was collected in a Tedlar sampling bag, and char remaining in the reactor was collected for analysis.
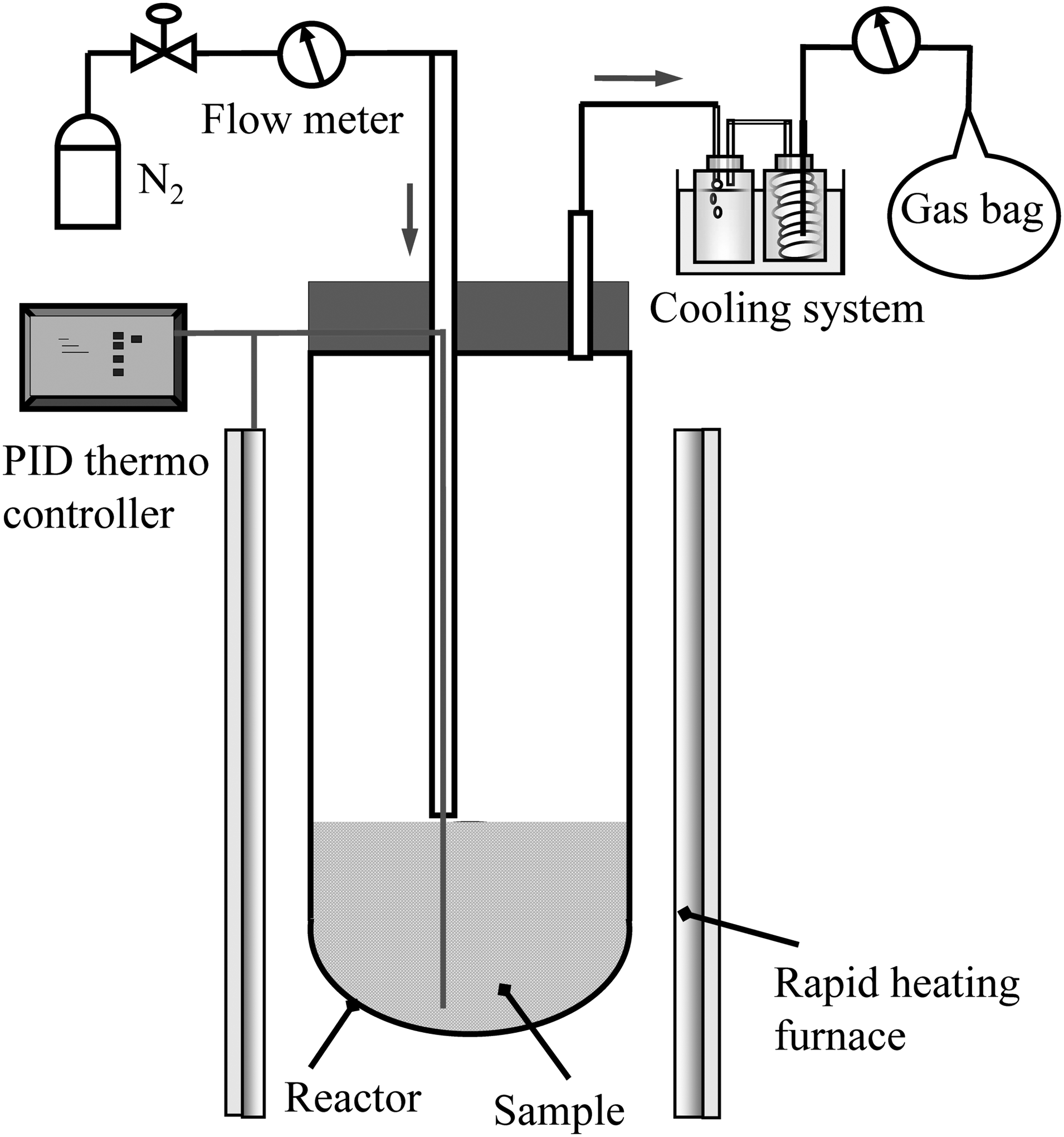
Schematic of experimental rapid pyrolysis apparatus used in the present study.
Thermogravimetric analysis
A differential thermogravimetric analyzer (Rigaku TG8120) was used to determine the change in PCB weight in relation to temperature under a controlled nitrogen atmosphere at atmospheric pressure. Pieces of PCB (10–20 mg) were set on a gold pan under continuous nitrogen flow (100 mL/min) and then heated from ambient temperature to 700°C at the heating rate of 30°C/min that ensured the thermal decomposition proceeds at a uniform rate to avoid thermal lagging on the sample and for better analysis resolution.
Results and Discussion
Heating rate
To determine the yields of gas, tar, and char produced from the model phenolic PCB, pieces of the PCB (size, 3.00 mm) were pyrolyzed under a nitrogen atmosphere at 675°C with heating rates from 5°C/min to 600°C/min (Fig. 2). When a heating rate of 5°C/min was used, the yield of gas was 5.8% and that of tar was 62.1% and that of char was 32.1%. When a heating rate of 600°C/min was used, the yield of gas was increased to 18.2%, but that of tar was decreased to 53.1% and that of char was 28.7%. Although the total yield of gas (including main gases of CH4, CO and CO2, and H2, C2H4, C2H6, C3H6, and C3H8 that were also traced) was increased, tar remained as the main product. The yield of char decreased slightly with increasing heating rate, and scanning electron microscope images of the char suggest that the cracks on the char may have some relationships to the yield of gas; cracks were evident on the surface of the char produced with a heating rate of 600°C/min (Fig. 3a), but not on the surface of the char produced with a heating rate of 5°C/min (Fig. 3b). This result suggests that at low heating rates, volatilized products diffuse gradually through the PCB and are slowly released as openings in the char are naturally created, whereas at high heating rates, volatilizable products rapidly superheat and expand causing a rapid increase in local pressure that ruptures the surface of the char in microexplosions as the gases are released. This local superheat may also have caused secondary cracking of the tar fraction into smaller molecular weight products, which would explain the increased yield of gas. Secondary cracking of the tar fraction may also increase the microexplosion frequency through cubic expansion of volatilized products.
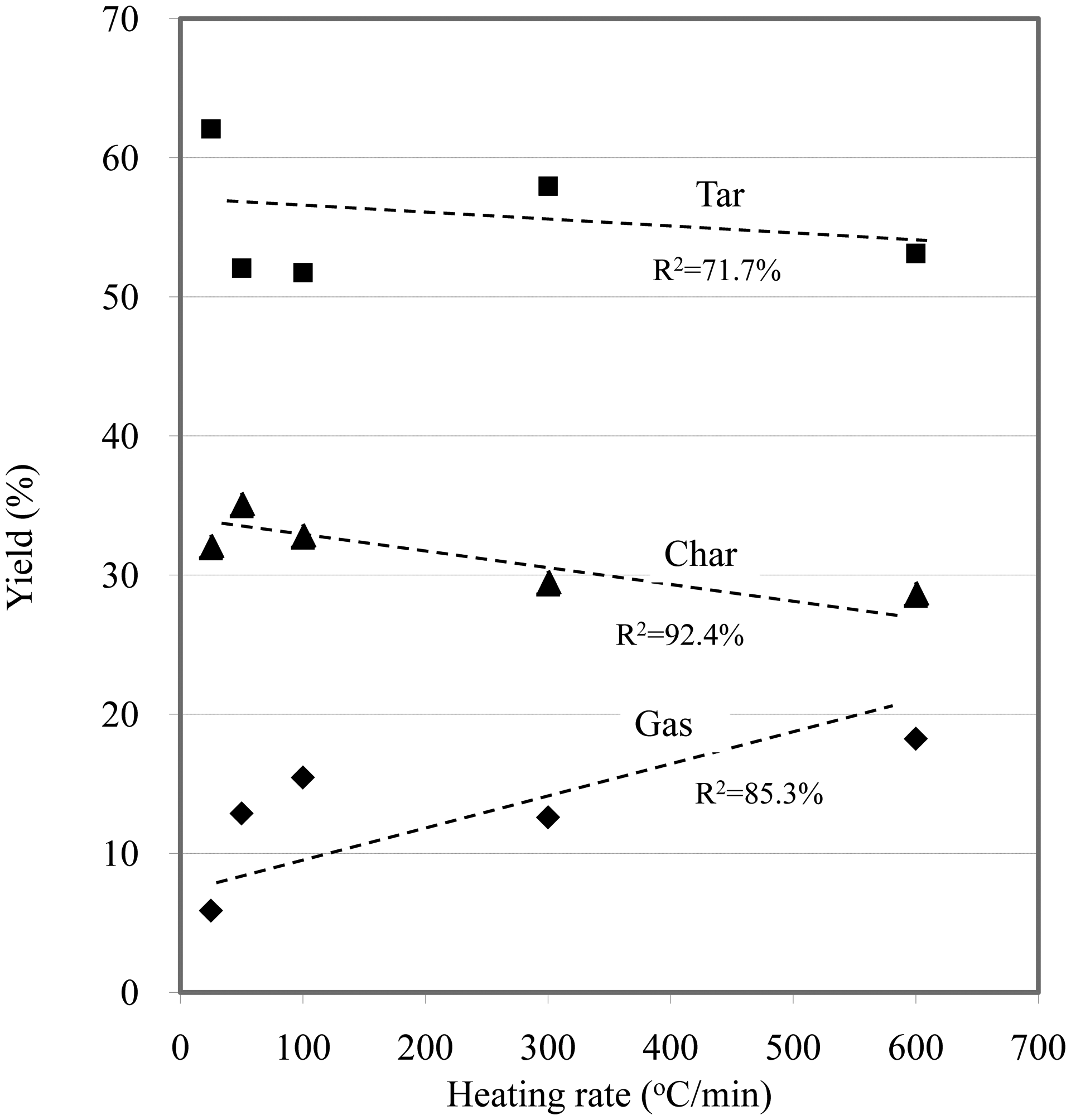
Yields of gas, tar, and char after pyrolysis of pieces of a model phenolic PCB (size, 3 mm) at 675°C under a nitrogen atmosphere at heating rates from 5°C/min to 600°C/min. PCB, printed circuit board.
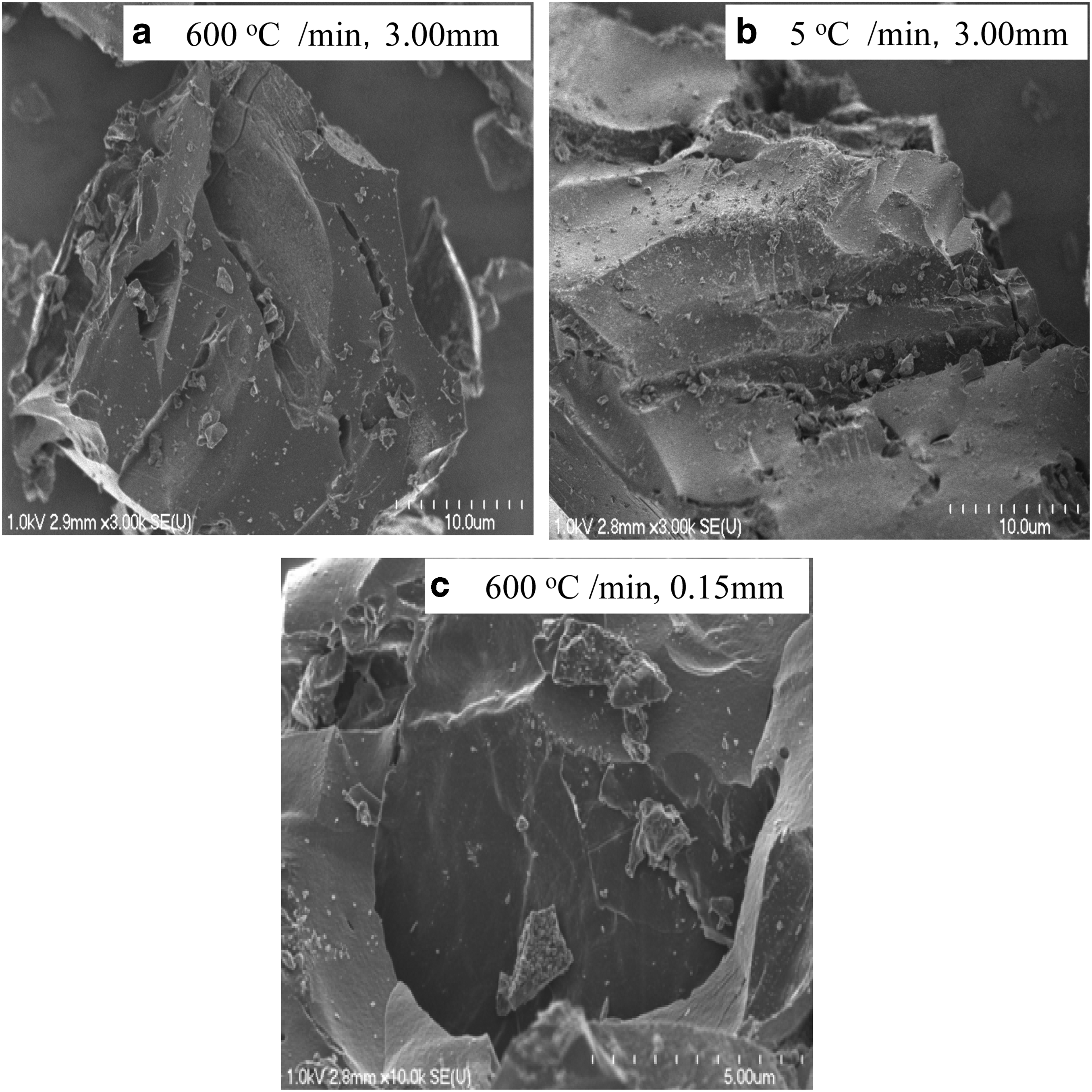
Scanning electron micrographs of char produced by rapid pyrolysis at 675°C of a model phenolic PCB of the indicated particle sizes at heating rates [
The relationship between the specific surface area of the char and heating rate was also examined (Fig. 4). At heating rates below 100°C/min, the specific surface area of the char rapidly increased with heating rate, whereas at heating rates from 100°C/min to 600°C/min, the specific surface area of the char slowly increased with heating rate. Together, the present results suggest that heating rate affects not only the yields of gas, tar, and char produced by pyrolysis but it also affects the structure and specific surface area of the char. This means that the yields and physical composition of pyrolysis products may be tailored to specific commercial applications.
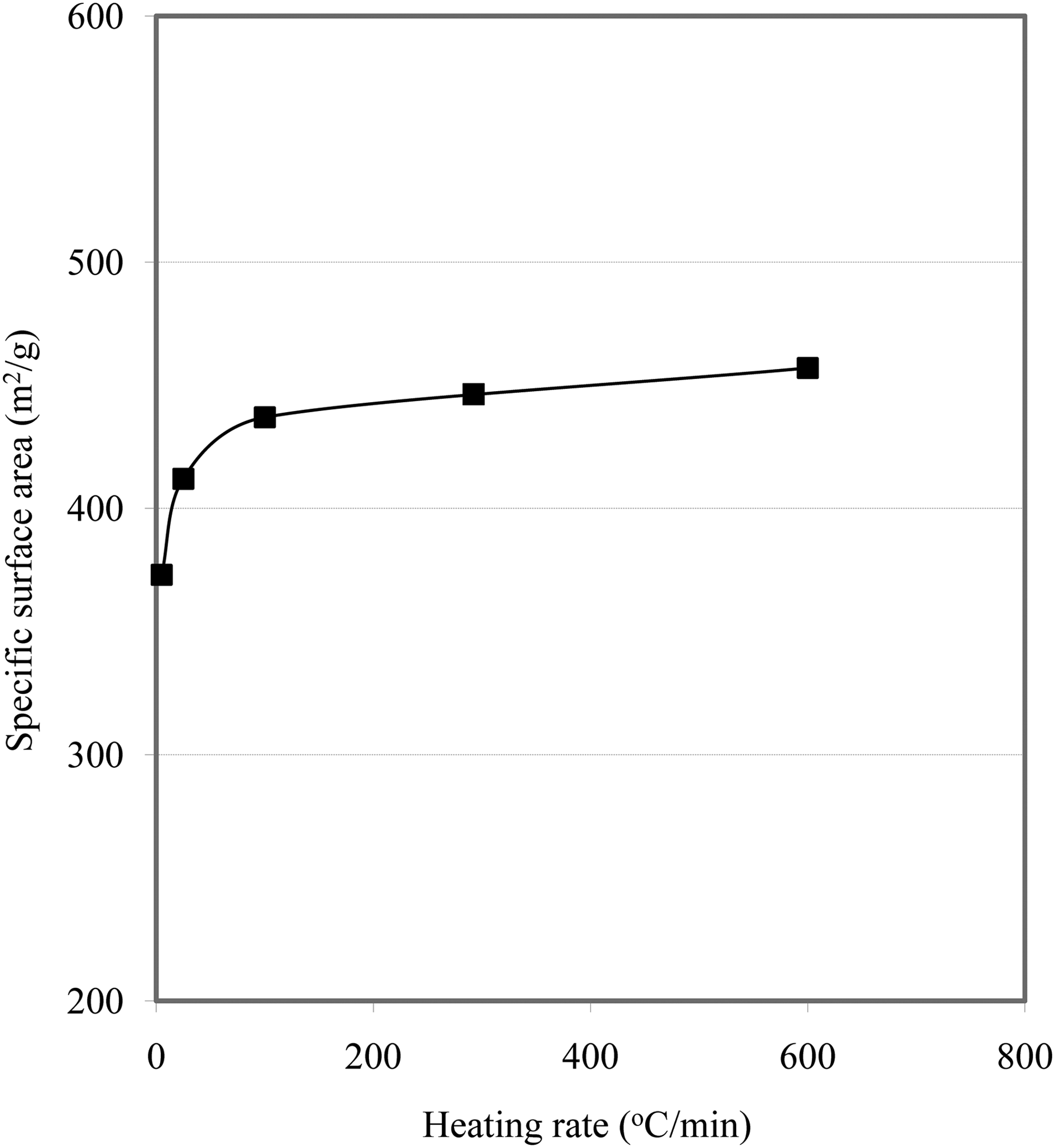
Effect of heating rate on the specific surface area of char produced by pyrolysis of a model phenolic PCB (size, 0.15 mm) at 675°C.
Particle size
When a particle is heated nonuniformly, decomposition proceeds at different rates in different parts of the particle. Therefore, the transfer of heat may be different in larger PCB particles compared with that in smaller PCB particles. If volatilized compounds were then unable to escape, local pressure and temperature would increase, which would affect not only the thermal diffusion within the pyrolyzing sample but also the chemical process of pyrolysis.
Figure 5 shows thermogravimetric curves for pyrolysis of PCB (particle size, 0.15 or 3.00 mm) under a nitrogen atmosphere at atmospheric pressure with a heating rate of 30°C/min. The thermogravimetric curves for both particle sizes showed three distinct stages of thermal decomposition and largely overlapped except in the two shoulder areas, indicating that although particle size had only a slight effect on the pyrolysis process, the effect it did have occurred at two different temperatures in the pyrolysis process (Fig. 5, insets).The rate of reduction in mass during pyrolysis was not related to particle size; however, since the heating rate was only 30°C/min, it is possible that the effect of particle size on pyrolysis is larger at higher heating rates.

Thermogravimetric curves showing the effect of particle size on the thermal decomposition of phenolic PCB.
Next, the PCB (particle size, 0.15 or 3.00 mm) was pyrolyzed at 675°C at a heating rate of 600°C/min, and the gas, tar, and char products were collected (Table 2). The gas produced was collected in a Tedlar sampling bag and the carbon content was determined by means of gas chromatography. The char remaining in the reactor was retrieved. The yield of tar was calculated by subtracting from the total yield because the rate of pyrolysis was such that the tar mixed with the gas at higher heating rates. PCB with a particle size of 3.00 mm produced yields of gas, tar, and char of 16.3%, 53.0%, and 30.7%, whereas pieces of PCB with a size of 0.15 mm produced yields of gas, tar, and char of 19.5%, 49.4%, and 31.1%, respectively.
Although pyrolysis proceeds at a more uniform rate in smaller particles than in larger particles, the specific surface area of the char produced from the PCB with a particle size of 3.00 mm was more than double that produced from the PCB with a particle size of 0.15 mm (Table 2) and more cracks were observed on the surface of the char (Fig. 3a, c). These results suggest that when larger pieces of PCB are pyrolyzed, volatilized products can more easily escape from the PCB during heating, producing more cracks in the char's surface and increasing its specific surface area. Together, these results indicate that particle size affects the efficiency of heat transfer through the PCB, resulting in production of different product yields and chars.
Results suggest that local overheating caused more microexplosions in larger pieces of PCB and at higher heating rates. The increased specific surface area, changes in distribution of product yields, and changes in char surface structure when heating rate and PCB particle size were increased can be explained by the occurrence of local microexplosions (Fig. 6). At low pyrolysis temperatures, the rate of decomposition is relatively slow and volatilized products are able to diffuse through the PCB; therefore, at low pyrolysis temperatures, the PCB particles can be considered homogeneous with respect to the transfer of heat and diffusion of volatilized matter. However, at higher temperatures, the rate of decomposition is increased such that volatile matter collects within the PCB and absorbs more heat, which leads to local overheating. Overheating increases the pressure within the sample until microexplosions occur, which crack the char and release the volatilized matter. Overheating may also cause the volatile matter to crack into smaller molecular weight products, which would explain both the increase in the yield of gas and decrease in the yield of tar observed with increasing heating rate and why the specific surface area of the char increased with increasing heating rate or particle size.

Schematic of proposed microexplosion process explaining effects of particle size and heating rate on pyrolysis of phenolic PCB.
Conclusions
The present study examined the effects of particle size and heating rate on the evolution of products from pyrolyzed phenolic PCBs. In pyrolysis, percentage yields were in the order tar>gas>char. When the heating rate was increased, the yields of char and tar decreased and that of gas increased. While particle size was increased, the yields of char and gas decreased and that of tar increased. The char produced by pyrolysis of PCB with a large particle size at a high heating rate was more porous and had a greater specific surface area than that produced by pyrolysis of PCB with a small particle size at a slow heating rate. A microexplosion model was proposed to explain the effects of heating rate and particle size on the pyrolysis process. When large particles are pyrolyzed at a high heating rate, volatile compounds produced during pyrolysis are unable to escape from the sample and continue to absorb heat, leading to local overheating and increases in local pressure. Microexplosions then occur, which crack the surface of the char, releasing volatile compounds. This overheating may also cause volatile compounds to crack into products of smaller molecular weight, further increasing the local pressure. It concluded that the effects of overheating should be considered when using a range of heating rates and particle sizes in analyses of the kinetics of PCB pyrolysis.
Footnotes
Acknowledgments
This current research was supported by the Tohru KAMO Laboratory of the National Institute of Advanced Industrial Science and Technology (AIST) of Japan and also supported by the Provincial Natural Science Foundation of Jiangxi, China (Award No. 20142BAB203025 and 20161BBG70076), the Key Laboratory of Mining and Metallurgy Environmental Pollution Control of Jiangxi, China, and by the Startup Foundation for PhD of Jiangxi University of Science and Technology (No. jxxjbs14001).
Author Disclosure Statement
No competing financial interests exist.