
Abstract
Abstract
At present, an innovative manganese–carbon (Mn–C) microelectrolysis material was initially put forward by our research group and has already obtained the Chinese invention patent. Moreover, this technology has been widely applied in industrial facilities for pretreating high-concentration organic wastewater across China. Synthesis and characterization of the enhanced Mn–C microelectrolysis material has been reported in this article. Effects of several experimental factors, including initial conventional method of chemical oxygen demand (CODcr) concentration, pH, and aeration strength, were assessed for gasification wastewater in the synthetic ammonia industry. Results showed that under optimal operating conditions of an initial concentration of CODcr of 1,100 mg/L, an initial pH of 3, reaction time for 2 h, and an aeration rate of 1,200 L/h, a maximal removal efficiency of CODcr of 67.3% was achieved. In addition, constant removal efficiency nearly up to 85% CODcr could be obtained by adding 0.5 g fresh enhanced Mn–C material per liter wastewater in the interval of 24 h.
Introduction
A
Iron–carbon microelectrolysis is an important pretreatment before the conventional biochemical treatment. This technology can remarkably reduce the concentration of organics in wastewater, along with the increase of its biodegradability (Ying et al., 2012; Wang et al., 2013; Zhu et al., 2014; Ning et al., 2015).
However, iron–carbon microelectrolysis technology still has its problems. On the one hand, the iron–carbon material gradual passivation resulting from inhomogeneous iron–carbon mixing, poor filling compaction, and prone to rust or to form metal oxides and hydroxides on the surface would interrupt the microelectrolysis process, which of course will dramatically reduce the treatment efficiency. On the other hand, CODcr removal efficiency is difficult to reach 60% if using iron–carbon fillers electrolysis directly because the potential difference between negative Fe2+/Fe and positive C electrode (0.44 V) is insufficient for efficient electrolysis (Zhang et al., 2015). So, it will not be suitable for the treatment of high-concentration organic wastewater. Therefore, it is critical to develop a new kind of enhanced microelectrolysis material with high performance. Manganese–carbon (Mn–C) microelectrolysis material is one of such materials.
China has the richest reserve of manganese (Mn) across the world. Unfortunately, most ores contain low-concentration Mn (Xie et al., 2013; Xu et al., 2014). With the rapid economy development, mountains of waste Mn slags from the extraction of Mn are generated every year, which not only occupy a lot of arable land but also pose serious threat to local environment. It will be extremely valuable if those waste Mn slags can be successfully utilized. This article presents the prospect of using waste manganese slag to prepare a kind of enhanced microelectrolysis raw material to pretreat gasification wastewater in the synthetic ammonia industry. The main mechanism of Mn–C microelectrolysis can be described as follows: When Mn–C is put into raw wastewater, a set of primary batteries is formed, which remove toxic organics through a series of processes such as oxidation–reduction, flocculation–adsorption, catalytic oxidation, complexation, and electrodeposition. The advantages of using such enhanced microelectrolysis material with Mn–C filler are very significant compared with traditional iron–carbon filler. One of these many advantages is that the negative electrode potential is as high as 1.18 V, nearly three times more than that of iron–carbon filler, so that the chemical reaction can be more fully carried out; the other benefit is that a variety of Mn oxidation produced (specially Mn4+, a well-known oxidizing agent) during the reaction can act as catalysts to further improve the rate of chemical reactions. More importantly, the manganese ions formed have higher flocculation and adsorption activity. By adjusting the pH of the wastewater, manganese ions can be transformed into porous flocculent hydroxide precipitates to adsorb and remove tiny suspended particles and organic polymer pollutants in the wastewater.
A method to synthesize an enhanced microelectrolysis material was introduced in this research, which was fulfilled by mixing reduced manganese and powdered activated carbon together with additives and then sintering them at high temperature under anaerobic environment. Several critical factors such as Mn–C content, Mn/C mass ratio, and calcination temperature had been studied to produce high-efficient microelectrolysis material pretreating the gasification wastewater from synthetic ammonia industry. A case study of using this enhanced Mn–C material to pretreat gasification wastewater could also be found in the synthetic ammonia industry facility, Hubei Huaqiang Chemical Group Co., Ltd. The optimal operating conditions for this specific case were determined by a series of experiments.
At present, the innovative Mn–C microelectrolysis filler, superior to conventional iron–carbon filler, was initially put forward by our research group and has already obtained the Chinese invention patent (Patent number 2014104789558) in 2016. Moreover, this technology has been widely applied in many cases of industrial facilities in pretreating high-concentration organic wastewater across China in recent years.
Experimental Protocols
Experimental materials
Wastewater samples used in this research were taken from the effluent of Hubei Huaqiang Chemical Group Co., Ltd. Three levels of CODcr, that is, 3,150, 1,600, and 1,100 mg/L were used, which corresponded to the biochemical oxygen demand/chemical oxygen demand (BOD/COD) value of 0.24, 0.31, and 0.37, respectively. Waste manganese slags (the content of Mn was 15–25%) were taken from Changcheng Mn mine, Hubei province in central China, which also contained some amount of SiO2, Al2O3, CaO, and K2O. These components could be used directly as a binder and could improve the mechanical strength stability of the Mn–C microelectrolysis filler.
Experimental Method
Process to prepare enhanced Mn–C microelectrolysis filler
First, waste manganese slag powder (200 mesh) and activated carbon were mixed together, and then a binder (clay) and pore-forming agent (NH4HCO3) were added into Mn–C premixture. Also, the mixture was sintered at high temperature for 2 h under air-proof condition. After cooled down, enhanced spherical Mn–C filler was achieved with particle size around 5–8 mm. The process parameters to prepare high-performance Mn–C filler were optimized and would be mentioned in the next section. The range of main parameters of preparing enhanced Mn–C microelectrolysis material is shown in Table 1.
Method used to evaluate performance of Mn–C filler
CODcr removal efficiency and B/C ratio are two main referential indexes used to evaluate Mn–C formulation and sintering conditions as well as to find out the best process parameters in treating high-concentration organic wastewater, specifically, the effluent from gasification wastewater of synthetic ammonia industry.
A simple experimental facility was used for this study. First, a designed amount of Mn–C filler (20 g/L per wastewater) was added into a glass beaker. Then, an air agitator was placed on the filler and a designed amount of wastewater was added into the beaker. Finally, 36.5% H2SO4 or 20% NaOH was added to adjust pH of the wastewater to the designated point. After the experiment was set up, Mn–C microelectrolysis reaction was initiated after opening the air agitator valve. Afterward, pH of post-treated water was adjusted to 8 by adding 36.5% H2SO4 or 20% NaOH again. It would take about half an hour to ensure full precipitation of manganese oxides. Then, the removal efficiency of CODcr and the B/C value were measured by analyzing the supernatant fluid. The range of main parameters of enhanced Mn–C microelectrolysis process is shown in Table 2.
Results and Discussion
Process optimization to prepare Mn–C filler
Effect of Mn–C content
Mn powder, activated carbon, and clay binder were three main raw materials to prepare the enhanced Mn–C filler. Mn functioned as the anode of the primary battery, while carbon as the inert electrode. Clay could combine Mn with carbon powder by forming the lattice-like structure within the filler.
Mn–C content was a critical factor to obtain proper hardness of the final Mn–C filler. Its content had been investigated from 50% to 80% to assess the effect. Set conditions for this part of study were initial CODcr concentration at 3,150 mg/L, initial pH at 3, mass ratio of Mn/C at 1.0, calcination temperature at 900°C, and calcination time for 2 h. Figure 1 shows the CODcr removal efficiency of wastewater treatment when Mn–C filler was prepared from raw materials with different Mn + C content.

Effect of Mn + C content on CODcr removal efficiency.
As shown in Fig. 1, Mn + C content had significant effect on CODcr removal efficiency. With the increase of Mn + C content, the CODcr removal efficiency increased first and then decreased. It was easy to understand why the increase of Mn + C content led to high CODcr removal efficiency considering the mechanism of Mn–C microelectrolysis. The degradation of organic pollutants resulted mainly from the electrochemical oxidation of a series of Mn–C primary batteries formed within the filler. However, too much Mn + C content would inevitably give rise to less content of binder, which could change the pore structure and thus intensely inhibit the contact between Mn + C and organic pollutants. Mn + C content of 70% was selected as the set condition for further optimization.
Effect of Mn/C mass ratio
The Mn/C mass ratio would also affect CODcr removal efficiency considering the different roles of Mn and C. In this study, different Mn/C mass ratios of 0.50, 0.67, 1.0, 1.5, and 2.0 had been investigated. A few set conditions for the following experiment were initial CODcr concentration at 3,150 mg/L, initial pH at 3, Mn + C content at 70%, calcination temperature at 900°C, and calcination time for 2 h.
Figure 2 demonstrates the effect of Mn/C mass ratio on CODcr removal efficiency. As shown in Fig. 2, the CODcr removal efficiency increased with the increase of Mn/C mass ratio, especially when the ratio was 1. The reasons for this were as follows: First, a part of activated carbon could function as positive electrode of the primary batteries, while the remaining part could play a role of strong adsorption to organic contaminates (El-Naas et al., 2010; Rivera-Utrilla et al., 2011; Li et al., 2015), and thus, the removal process was facilitated. Second, a lot of new fresh [H] and [O] were produced in cathode reaction. [H] could reduce organic matters by oxidation reaction, while [O] could oxidize them by reduction reaction (Guan et al., 2012; Ying et al., 2012; Zhu et al., 2014; Lin et al., 2016). Under partial acid condition, all of these active agents reacted with vast organic constituents and resulted in chain scission and degradation of organic macromolecular materials. Third, the fresh Mn2+ could decompose the organics with complex structure (e.g., refractory ring and long chain) into small easily biodegradable molecules through ring opening and bond breaking (Guan et al., 2012; Wang et al., 2013; Zhu et al., 2014). Meanwhile, the fresh Mn2+ could be transformed into colloids with higher flocculation and adsorption activity so as to remove organics tremendously.

Effect of Mn/C mass ratio on CODcr removal efficiency.
When Mn/C mass ratio increased from 1.0 to 1.5, the content of manganese was more than activated carbon. In this case, the redox of primary batteries and the function of flocculating sedimentation prevailed over the adsorption by carbon. However, the decreased content of activated carbon would lead to weak adsorption and partially offset the benign effect of primary batteries and flocculation. Accordingly, the CODcr removal efficiency increased marginally at this stage. When Mn/C mass ratio increased from 1.5 to 2.0, the CODcr removal efficiency decreased slowly. On the one side, as the content of manganese powder was too excessive, the utilization efficiency of Mn would decrease due to a lower amount of activated carbon. On the other side, more agglomeration and coagulation of manganese formed on the surface of Mn–C filler, which would limit the access of contaminates to the Mn–C primary batteries. From the above, the optimal Mn/C mass ratio was set at 1.
Effect of calcination temperature
Calcination temperature was one of the most important parameters during the preparation of enhanced Mn–C microelectrolysis material. At a lower sintering temperature, intrinsic properties of Mn and C powder were kept at a relatively stable level, which helped to improve the performance of wastewater treatment. However, the mechanical strength of the filler was poorer, which would make the fillers easier to be broken down and flushed away. At higher sintering temperature, the oxidation of manganese would become a big concern. The manganese oxides formed on the surface of Mn–C filler typically had relatively poorer activity, which was not favorable for subsequent electrochemical reactions. So, it was essential to determine an optimal sintering temperature. 700°C, 800°C, 900°C, 1,000°C, and 1,100°C were set to investigate to understand the effect of sintering temperature. Set conditions for this part of study were initial CODcr concentration at 3,150 mg/L, initial pH at 3, Mn + C content at 70%, Mn/C mass ratio of 1.0, and sintering time for 2 h.
Figure 3 shows the relationship between CODcr removal efficiency and calcination temperature. As is shown in Fig. 3, the CODcr removal efficiency was in inverse proportion to the calcination temperature. The CODcr removal efficiency decreased slightly from 62.07% to 57.01%, when calcination temperature increased from 700°C to 1,100°C. As was expected, the X-ray diffraction (XRD) study indicated that the proportion of a series of mixture of manganese oxides within the filler, such as β-MnO2, increased significantly and the correspondingly active hydroxyl Mn agents began to reduce at higher temperature, which surely was unfavorable for organic pollutant removal (Figs. 4 and 5). In addition, a higher temperature also led to higher hardness and lower porosity. The hardness of Mn–C filler was 330, 470, 610, 820, and 1,040 corresponding to calcination temperature of 700°C, 800°C, 900°C, 1,000°C, and 1,100°C, respectively. From a practical point of view, the hardness of Mn–C filler needed to be higher than 800 kg/cm2 to maintain desirable strength of the filler under violent hydraulic flushing. Lower porosity was apparently unfit because it meant lower specific surface area for chemical reaction. Considering the impact on both hardness and CODcr removal efficiency, 1,000°C was determined as the optimal calcination temperature.
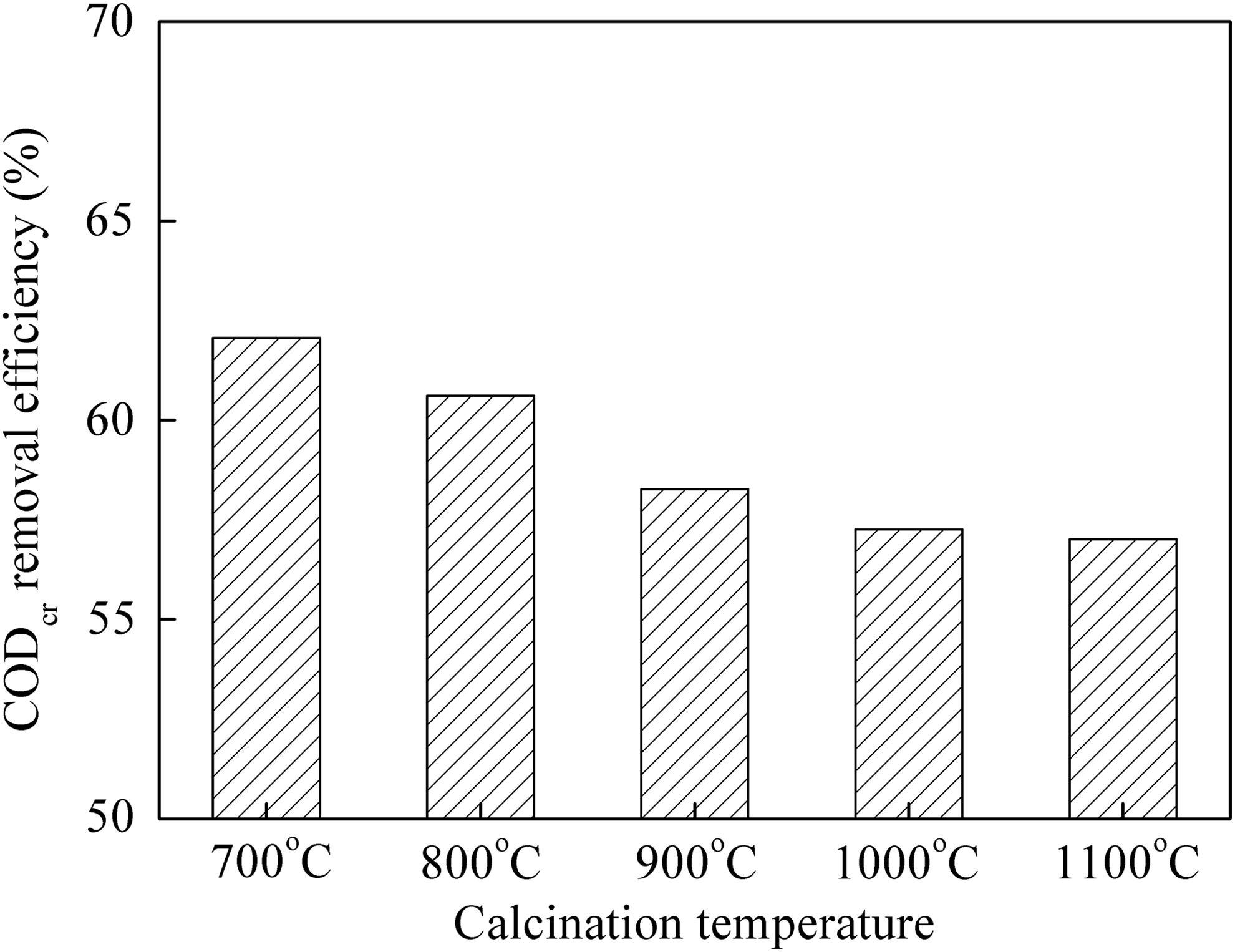
Effect of calcination temperature on CODcr removal efficiency.
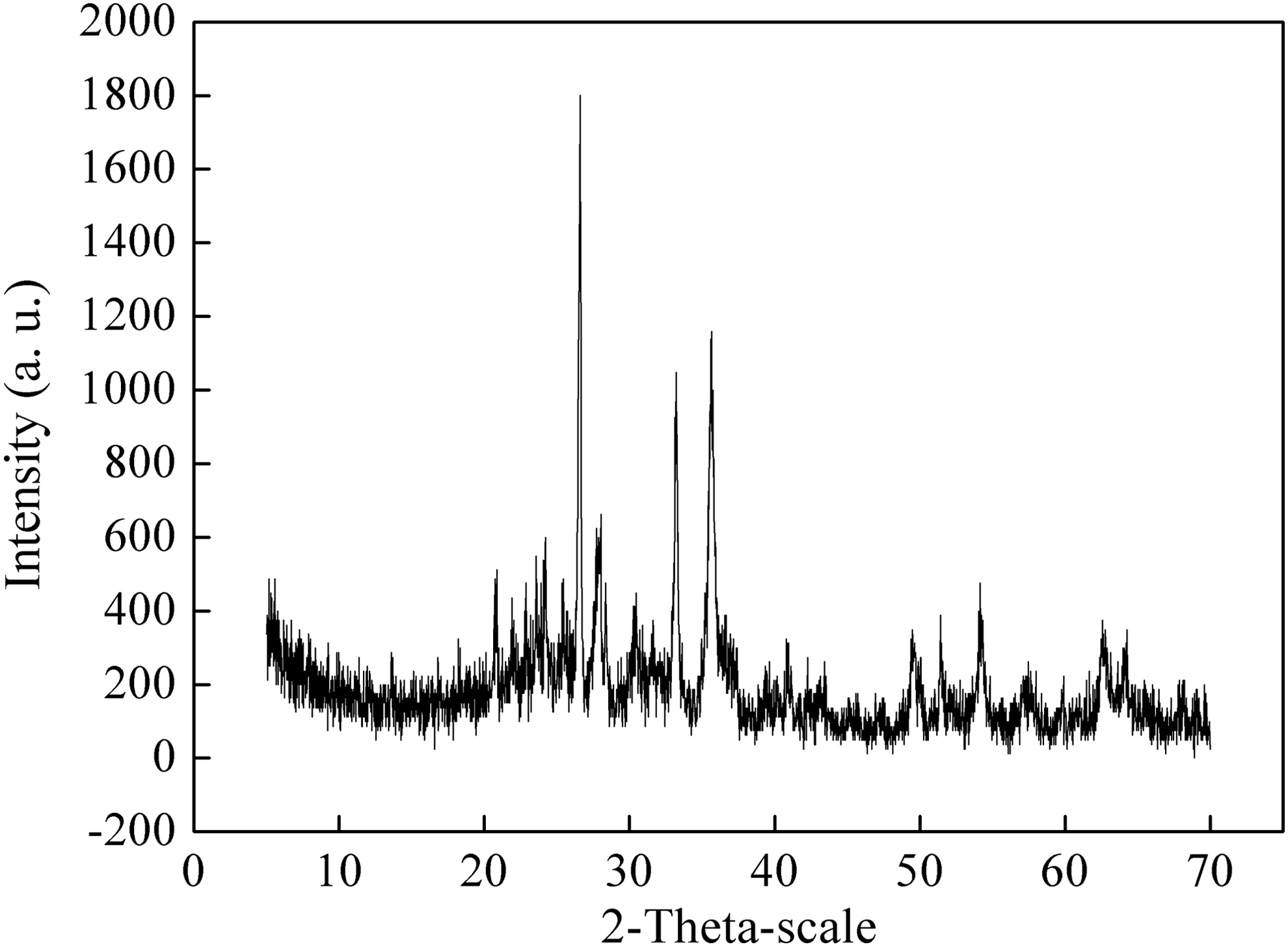
X-ray diffraction (XRD) pattern of Mn−C filler calcinated at 700°C.
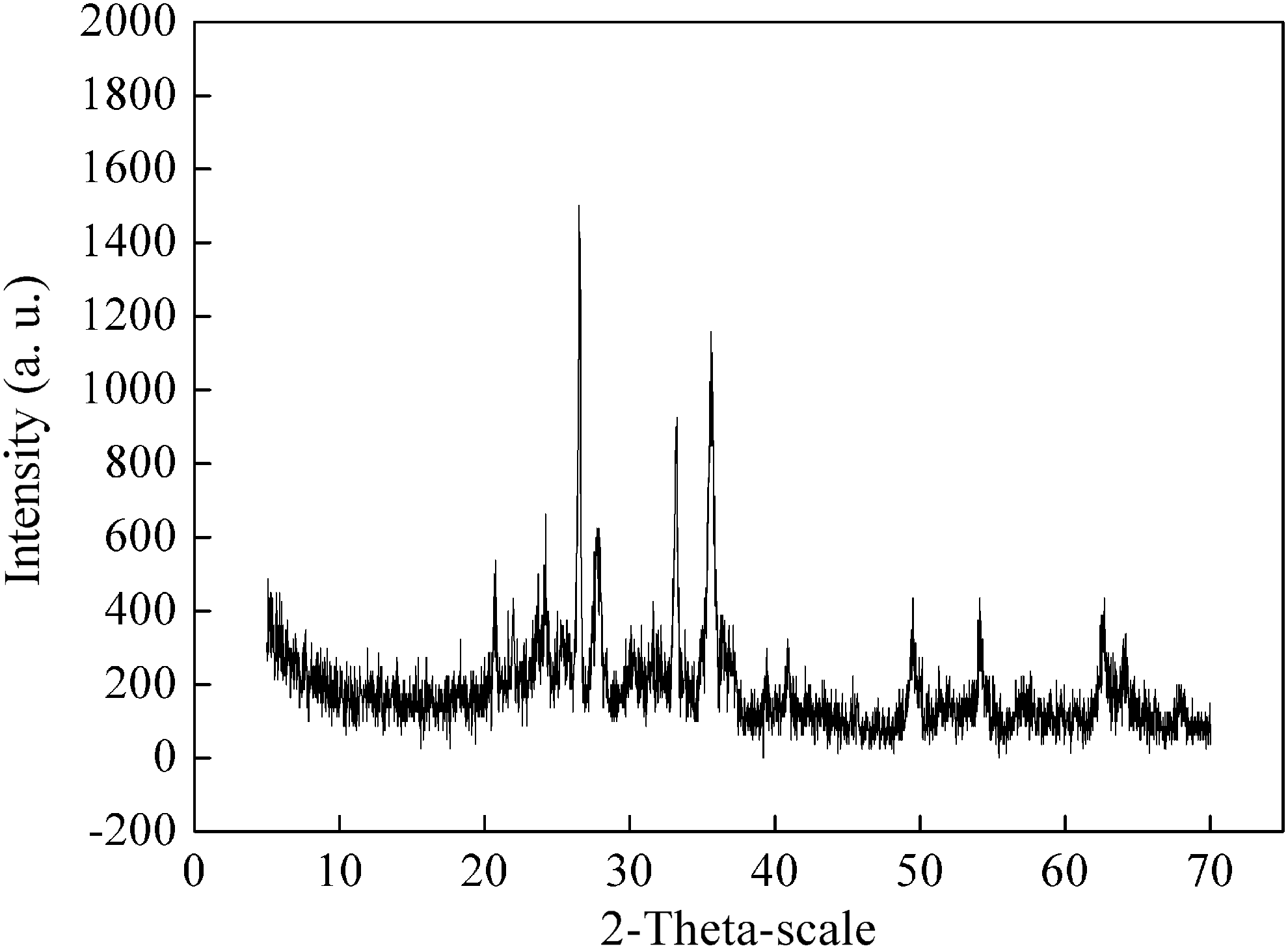
XRD pattern of Mn−C filler calcinated at 1,100°C.
Process parameter optimization for Mn–C microelectrolysis
Effect of initial organics concentration on the removal efficiency of CODcr and the biodegradability of wastewater (that is, B/C ratio)
Gasification wastewater of the synthetic ammonia industry was used for this study. CODcr removal efficiency and BOD5/COD ratio were two key indicators (Zhang et al., 1999). Except initial CODcr concentration, the experimental constants of wastewater were pH value of 3.0, dose of 20 g/L, and reaction time of 2 h.
Figure 6 shows the CODcr removal efficiency of wastewater with different initial CODcr concentrations. It was observed that decreasing initial CODcr concentration led to the increase of CODcr removal efficiency. The improvement was significant (from 59.9% to 67.3%) as the initial CODcr concentration decreased from 1,600 to 1,100 mg/L, but the effect had little change when it decreased from 3,150 to 1,600 mg/L. In the microelectrolysis reaction system, the components, such as floating colloids, polar molecules, and organic ions, were scattered in the suspension. Under electrical field, these components would migrate to the microelectrode with opposite polarity and would form large particles to be removed. If the organics concentration was too high, the diffusion rate of charged components would decrease and a compact passive film would be formed to restrain the contact between Mn–C and solution. As a result, CODcr removal efficiency decreased with the increase of its initial concentration.
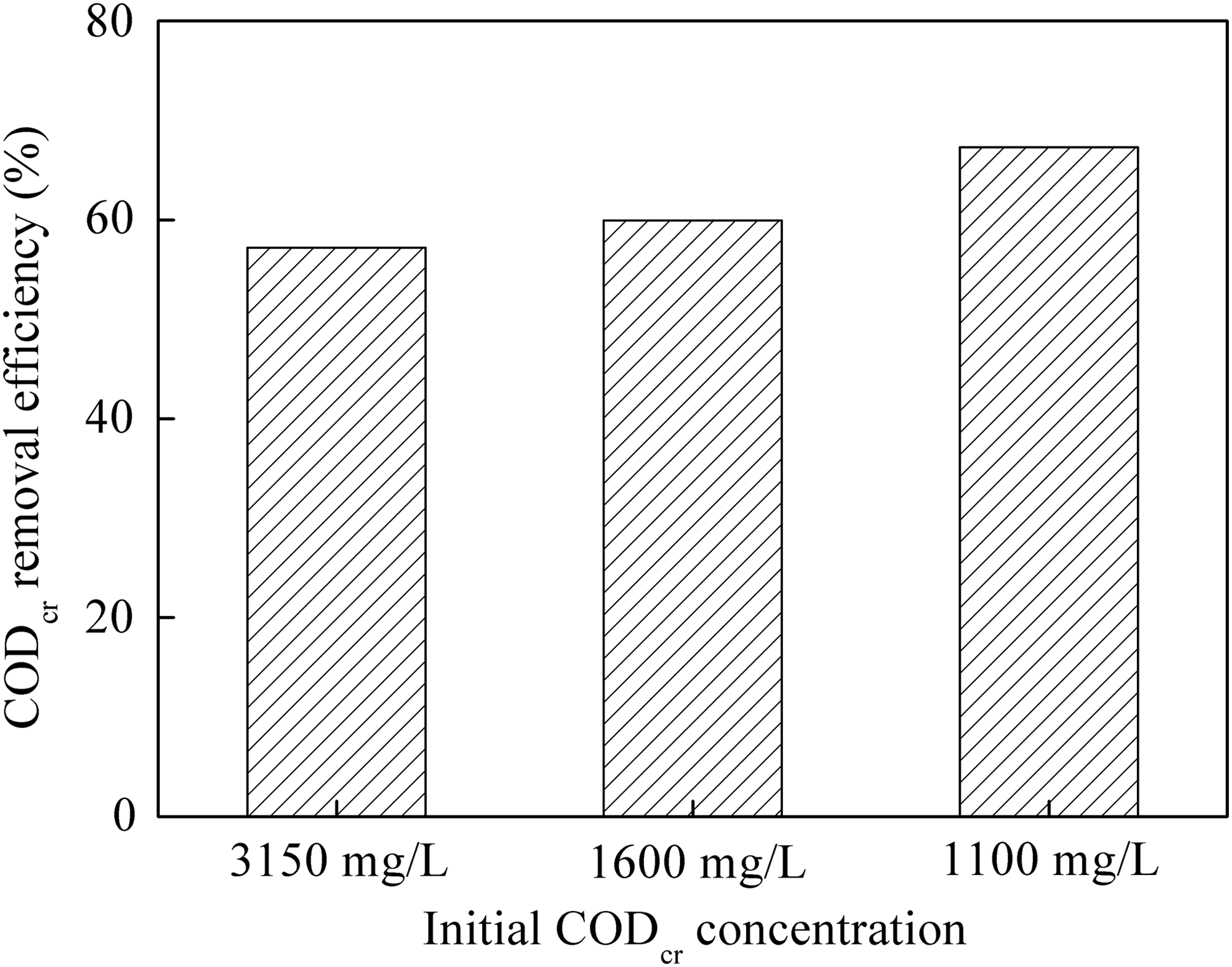
Effect of initial CODcr concentration on CODcr removal efficiency.
The BOD5/COD ratio (or B/C ratio) is an indicator of biodegradability of wastewater. As shown in Fig. 7, wastewater with lower CODcr initial concentration not only had high B/C ratio before microelectrolysis treatment but also led to a higher B/C ratio after treatment.

Effect of initial organic concentration on B/C ratio.
Generally, there were lots of toxic and hard-to-be-biodegraded matters, such as cyanide (5 mg/L) and phenolic (2 mg/L) substances, in the effluent of synthetic ammonia production facility. It was believed that fresh Mn2+ generated during microelectrolysis anode reaction could not only combine with cyanide to form precipitates but could also reduce organic groups such as nitro-group or nitroso-group to amido-group owing to its strong reducing capability (Yuan et al., 2010; Lin et al., 2016). Moreover, fresh Mn2+ could decompose the organics through ring opening and bond breaking as mentioned in the analysis of Mn/C mass ratio effect. All these led to improved biodegradability after Mn–C microelectrolysis treatment.
Effect of reaction time on CODcr removal efficiency
The following hours (1, 2, 4, 8, 16, 24 h) were set under the conditions of initial CODcr concentration at 1,100 mg/L, initial pH at 3, and Mn–C filler loading at 20 g/L. The result is demonstrated in Fig. 8.
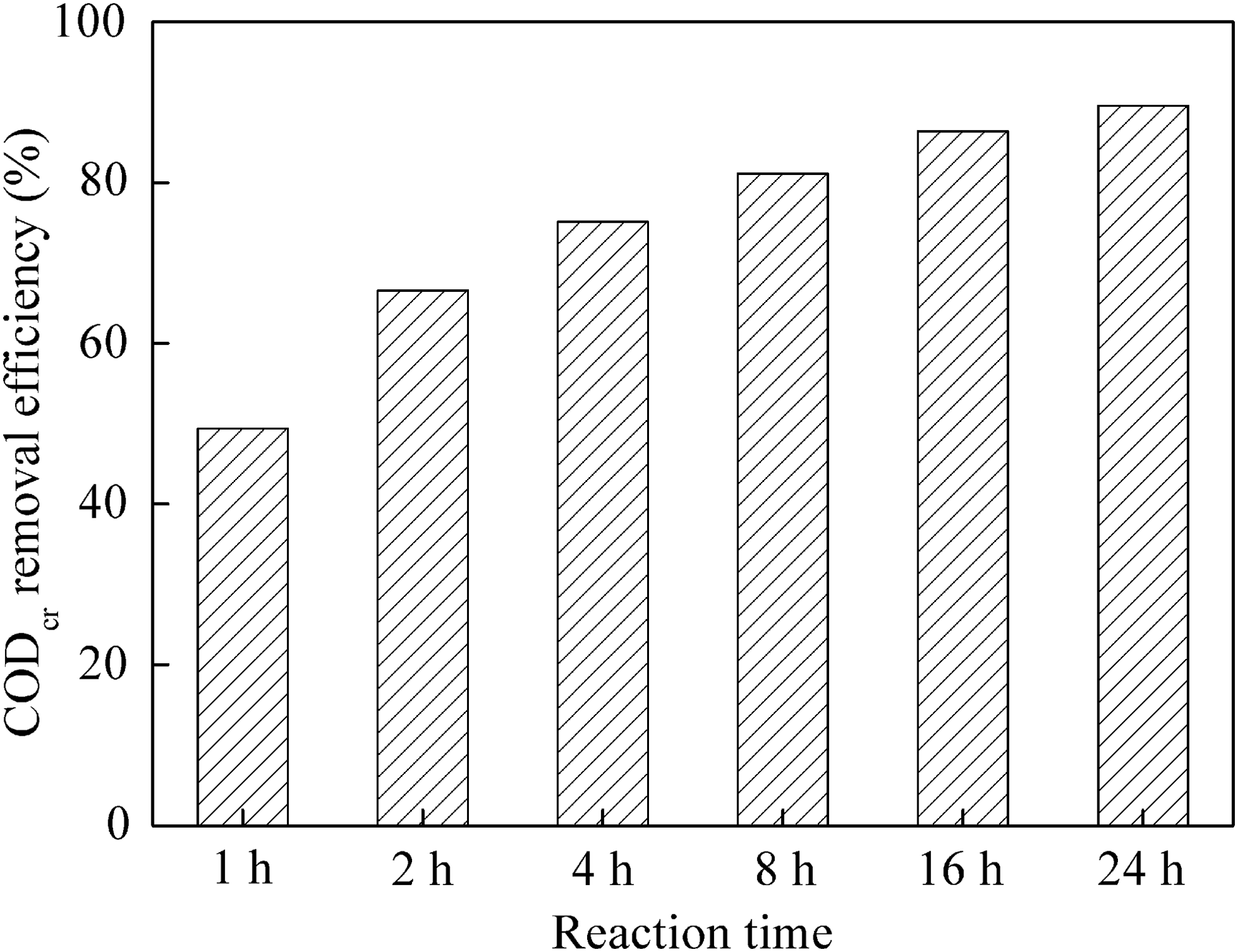
Effect of reaction time on CODcr removal efficiency.
As could be seen from Fig. 8, CODcr removal efficiency gradually increased with reaction time. At the initial stage of reaction (before 2 h), CODcr removal efficiency increased sharply to 66.56% from 45% and tended to be moderate after 2 h. The phenomenon could be explained as follows. The primary battery and oxidation–reduction reaction played the dominant role in the first 2 h. After 2 h, the reaction rate reduced when the oxidation film or pollutant precipitation formed on the surface of Mn–C. Meanwhile, the ongoing H+ draining through the primary battery reaction would lead to the increase of pH. As a result, the reaction rate gradually slowed down. Although in theory, the longer the reaction time was, the better the CODcr removal efficiency would be. However, from the practical point of view, extending the reaction time would mean the substantial rise of the reactor volume, thus increasing the fixed investment. According to the analysis above, the optimum reaction time was 2 h under initial conditions mentioned previously.
Effect of the pH value of influent wastewater
The effect of pH value of influent wastewater on CODcr removal efficiency was investigated by using industrial wastewater from gasification wastewater of synthetic ammonia industry. Initial CODcr concentration of wastewater was set at 1,100 mg/L and initial Mn–C loading at 20 g/L, reaction time for 2 h. Figure 9 shows the effect of pH value on CODcr removal efficiency. It was observed that with the increase of pH value, CODcr removal efficiency increased first and then decreased with highest removal efficiency at pH value of 3. There were two roles played by pH value: on one hand, lower pH value enhanced the function of Mn–C microelectrolysis due to higher reaction rate of Mn–C primary batteries and more new fresh [H] and [O] generated in cathode reaction (Guan et al., 2012; Ying et al., 2012; Zhu et al., 2014; Lin et al., 2016).

Effect of initial pH on CODcr removal efficiency.
On the other hand, manganese ions formed from chemical reaction had stronger adsorption and flocculation activity. By adjusting the pH of wastewater, the manganese ions were hydroxided into some flocculent and proliferous precipitates. Such hydroxides could remove the tiny suspendants or gel particles and organic polymer impurities via adsorption. However, a lower pH value would also lead to fast consumption of Mn powder, which would not only increase the colourity of the effluent but also be detrimental to the flocculation process.
Effect of aeration strength on CODcr removal efficiency
To understand the effect of aeration strength during Mn–C microelectrolysis treatment on CODcr removal efficiency, three different aeration strengths, that is, 250, 1,200, and 2,400 L/h had been studied in comparison with no air flow. Experimental constants included initial CODcr concentration at 1,100 mg/L, initial pH at 3, reaction time for 2 h, and the Mn–C filler loading at 20 g/L. Figure 10 shows the effect of aeration strength on CODcr removal efficiency. Without air flow, CODcr removal efficiency was 40.60%, it went up to 50.1%, 67.3%, and 68.1%, which were 250, 1,200, and 2,400 L/h, respectively. CODcr removal efficiency increased significantly when aeration strength increased up to 1,200 L/h; then it leveled off after 1,200 L/h. High aeration strength also had the disadvantage of cost. So, 1,200 L/h aeration rate was the optimal set.
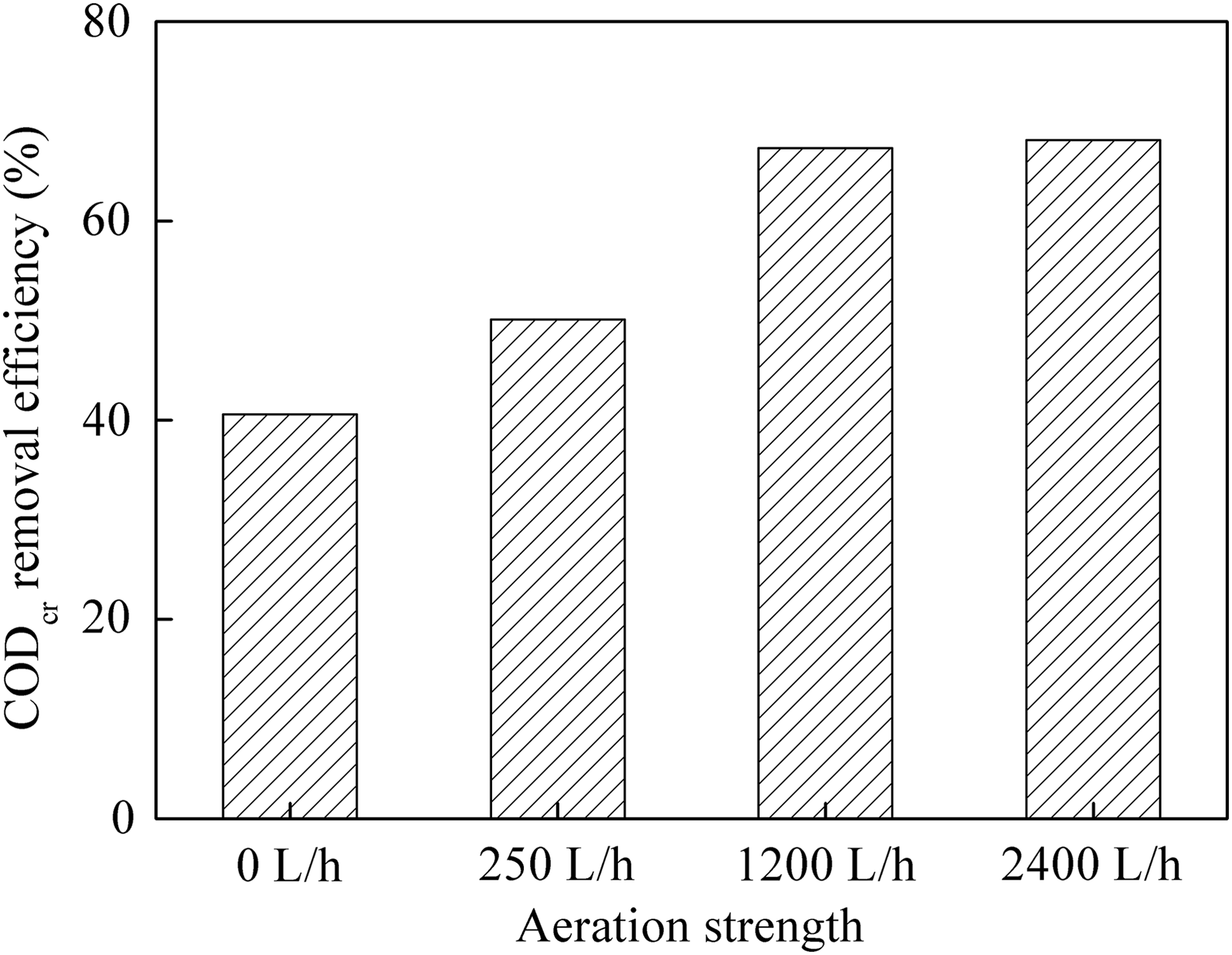
Effect of aeration strength on CODcr removal efficiency.
The impact of aeration strength could also be explained by the electrode reactions at different kinds of conditions as follows:
Positive electrode (C):
① under neutral or alkaline condition
② under acid without aeration condition
③ under acid with aeration condition
Under acid condition, reaction step ③ dominated without aeration, which reaction had relatively lower electrode potential, that is, lower reaction rate. With the presence of oxygen, the reaction tended to be in compliance with Equation (4), which showed a higher electrode potential and a faster reaction rate. On one hand, manganese oxides could form a passive layer on the Mn powder, impeding the contact between Mn and organic impurities in the wastewater. On the other hand, high-speed air flow was conducive to agitate the filler, break down the passive film, and thus promote the reaction. However, if the aeration rate was too high, actual contact time between Mn powder and organic pollutants would decrease, which would bring about poorer CODcr removal instead.
Effect of enhanced Mn–C microelectrolysis material reutilization interval on CODcr removal efficiency
In practice, Mn–C microelectrolysis treatment ran as a continuous process, which meant that Mn–C filler would be reutilized. However, it required adding fresh Mn–C filler regularly to supplement the Mn–C consumed during the CODcr removing process. It was necessary to determine the proper Mn–C supplement rate to maintain a constant CODcr removing rate with minimal cost burden. Experimental conditions designed for this study kept constant of initial pH value of 3, initial CODcr concentration of 1,100 mg/L, initial Mn–C loading at 20 g/L, and reaction time period of 24 h.
Figure 11 shows that the CODcr removal efficiency would differ after each use of the filler. As shown in Fig. 11, CODcr removal efficiency was 90.10% when fresh Mn–C filler was used. The CODcr removal efficiency decreased to 53% when the Mn–C material was used for the second time. The CODcr removal efficiency decreased further for the third time of use and continued to decrease to 10% for the fourth time.
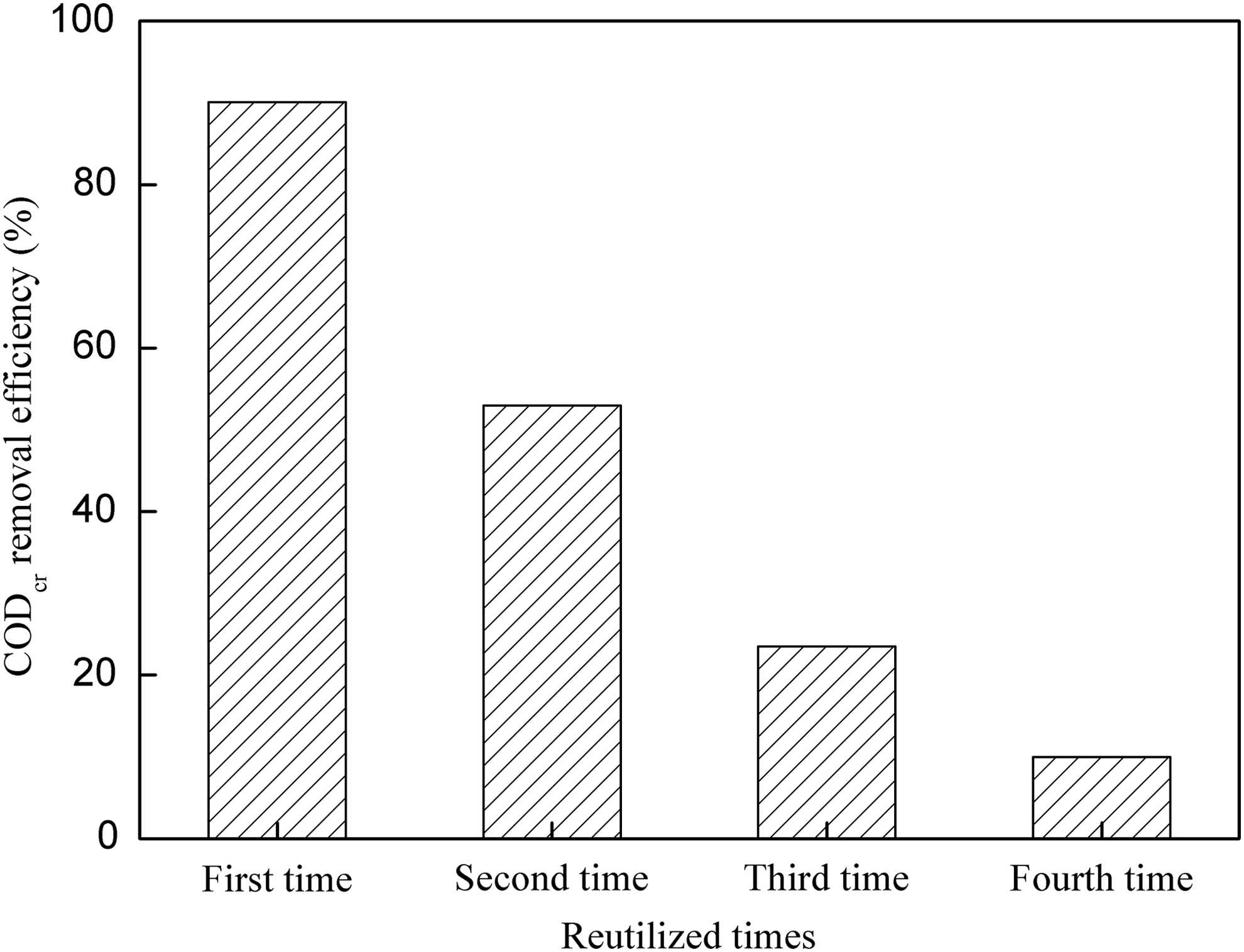
Effect of reutilized times on CODcr removal efficiency.
To maintain high CODcr removal efficiency, 0.5 g/L of Mn–C material was added to the reaction column in the interval of 48 h. It was observed that CODcr removal efficiency increased first and then decreased again after 48 h. Figure 12 shows the CODcr removal efficiency vs. time when adding 0.5 g/L Mn–C in the interval of 48 h.

Effect of adding manganese–iron filler per 48 h on CODcr removal efficiency.
In the initial 24 h, CODcr removal efficiency was 90.10%. At 48 h, CODcr removal efficiency dropped to 51.35%. When adding 0.5 g/L Mn–C material to the system, its CODcr removal efficiency was 85.21% at 72 h and decreased to 47.66% at 96 h. After adding another 0.5 g/L more Mn–C material, CODcr removal efficiency reached to 81.83% at 120 h. It was found that CODcr removal efficiency was not stable when the cycle period of adding Mn–C material was 48 h. So, it could be expected that the stability of CODcr removal efficiency would improve through shortening the cycle period of adding Mn–C material.
To maintain good CODcr removal efficiency, Mn–C supplement rate was increased to 0.5 g/L in the interval of 24 h. Figure 13 shows CODcr removal efficiency over time under enhanced condition. High and stable CODcr removal efficiency had been achieved under such enhanced condition.

Effect of adding manganese–iron filler per 24 h on CODcr removal efficiency.
During the initial use of Mn–C material, it was highly active, which contributed to the desired CODcr removal efficiency. As reaction proceeded, however, the treatment effect of microelectrolysis reaction shrank gradually, which was due to the blockage of the activated carbon pores by large particulate matters. What is worse, the passivation film would form on the surface of the Mn–C fillers and further impede effective reaction. Therefore, aeration could not solve the problem thoroughly, especially congestion in Mn–C fillers. Also, it was supposed to find an efficient backwash mode (e.g., air washing, water washing, and air–water backwashing) or regenerating method of agent (e.g., weak acid washing) to restore the activity of the activated carbon.
Summary
An enhanced Mn–C microelectrolysis material was synthesized for the pretreatment of gasification wastewater from synthetic ammonia industry. The optimal synthesis conditions for enhanced Mn–C microelectrolysis materials are initial Mn + C content at 70%, Mn/C ratio at 1:1, and calcinating at 1,000°C for 2 h.
In the case of using this enhanced Mn–C filler to pretreat the gasification wastewater of synthetic ammonia industry, a few observations are made:
1. Lowering initial CODcr concentration would lead to not only higher CODcr removal efficiency but also better biodegradability. 2. Keeping the pH of wastewater at around 3 would facilitate the CODcr removal. 3. The optimal aeration rate to achieve the highest CODcr removal efficiency was 1,200 L/h. 4. Adding 0.5 g Mn–C filler per liter wastewater in the interval of 24 h into the reaction column could maintain high CODcr removal efficiency nearly up to 85%.
Footnotes
Acknowledgments
This work was financially supported by the Independent Innovation Fund for Wuhan University of Technology (No. 165206002). The authors also acknowledge the help given by Hubei Huaqiang Chemical Group Co., Ltd., Dangyang, P.R. China.
Author Disclosure Statement
No competing financial interests exist.