
Abstract
Abstract
Heavy oil is a low-cost fuel and is extensively used in the industries, however, it contains high sulfur content, which creates serious environmental problems. Conventional hydrodesulfurization is not only a costly process, but also inadequate in the treatment of heavy distillate fractions, which contain high sulfur contents. In the current study, desulfurization of model oil and commercial oil samples containing high sulfur contents (1.2–5 wt %) were studied using air-assisted performic acid oxidation followed by solvent extraction. A series of different commercial oil samples, that is, untreated naphtha (UN), light gas oil (LGO), coker derived combined heavy gas oil (HGO) and Athabasca bitumen (At. Bit.) were subjected to desulfurization by only extraction and by oxidative desulfurization (ODS), that is, oxidation followed by extraction. Desulfurization yield was significantly enhanced with oxidation using air-assisted performic acid. In case of UN, LGO, HGO, and At. Bit., % desulfurization was increased from 25.1% to 61.7%, 26.8% to 63.4%, 23.5% to 47.2%, and 5% to 42.5%, respectively. Combined extraction by aq. acetonitrile (80%) followed by aq. methanol (80%) was found to be an efficient extraction system for ODS of commercial oil. Recovery yield of different commercial oil samples during the process was found to be in the range of 92–88%.
Introduction
In petroleum and petroleum-derived products, the occurrence of sulfur compounds is considered undesirable because of detrimental effects, including catalyst deactivation during refining processes, corrosion problems, and causing atmospheric pollution (Ma et al., 2002, 2007; Shah et al., 2018). Generally, in crude petroleum sulfur content may range from trace level to about 8% by weight depending on the source of the crude. For example, the amount of sulfur in some light Pennsylvanian crude is 0.05%; in average Middle East crude, it is about 2.1%; and in heavy Mississippi or Mexican crude, it occurs up to 5% by weight or more in other heavy oil products (Birch and Norris, 1925; Chandak et al., 2019). In petroleum, sulfur can be found in different forms, mainly as organic and inorganic sulfur. In the inorganic form, sulfur exists as elemental sulfur, H2S, and pyrite dissolved or suspended in crude oil (Agarwal and Sharma, 2009; Ling et al., 2019). In the organic form, sulfur can be found as a heteroatom in aliphatic or aromatic molecules, which may be divided into different classes of thiols, sulfides, disulfides, thiolanes, thiophenes, benzothiophenes, dibenzothiophenes (DBTs), benzonapthothiophenes, and their alkyl derivatives. The sulfur present in complex aromatic rings with alkyl side chains is resistant to be removed by hydrotreatment processes under its ordinary operating condition (Gray et al., 1995; Laosiripojana et al., 2019), hence, they are also called refractory sulfur compounds. Currently, hydrodesulfurization (HDS) is the only industrial process practiced for desulfurization of petroleum, which involves the use of the costly hydrogen and expensive catalyst under severe conditions; moreover, the process is inadequate to eliminate the refractory sulfur under normal operating conditions (Babich and Moulijn, 2003). The desulfurization of petroleum is a challenging task for the refineries, especially when the sulfur content of the feed is high and the hydrogen availability on the refinery is limited, which stimulates many advances in desulfurization.
Oxidative Desulfurization (ODS) is one of the avenues that hold promise for the removal of the sulfur from complex oil mixtures under mild conditions without the use of hydrogen and high-cost reactors (Zhang et al., 2009; Campos-Martin et al., 2010; Feng et al., 2019; Hao et al., 2019). The process involves selective oxidation of organosulfur compounds in the petroleum stream, followed by the separation of oxidized sulfur compounds through liquid–liquid extraction or adsorption. Potential oxidants reported in literature for selective oxidation of the sulfur compounds in the petroleum includes nitric acid (HNO3) (Tam et al., 1990b), nitric oxide (NO) (Tam et al., 1990a), ozone (O3) (Paybarah et al., 1982), molecular oxygen (O2) (Venkateshwar Rao et al., 2007), tert-butyl hydroperoxide (C4H10O2) (Wang et al., 2003), sodium perchlorate (NaClO4) (Shakirullah et al., 2009), and hydrogen peroxide (H2O2) often in the presence of organic acids. H2O2 in the presence of formic acid or acetic acid is widely used as a successful oxidation route for oxidation of thiophenic sulfur of petroleum, which involves the in situ generation of peracid that bears high sulfoxidation efficiency and selectivity (Zhang et al., 2009; Campos-Martin et al., 2010). The ODS process based on peracid oxidation system has been extensively studied and exhibit high efficiency for the model oil and light distillation fraction. However, the efficiency of the process decreases when the sulfur content in the feed increases.
The desulfurization of the light distillate fractions has been extensively studied through catalytic ODS using supported and unsupported catalysts (Guo et al., 2017; Houda et al., 2018; Mirshamsi et al., 2019). However, the ODS of heavy oil with high sulfur contents has been paid less attention in literature even though the ODS of heavy feed can prove to be an efficient pretreatment to HDS process while attaining low level of sulfur. Very few authors (Javadli and de Klerk, 2012) have reported the ODS of heavy oils using air as oxidant under high temperature and pressure.
In the present work, oxidative desulfurization of commercial oil fractions with high viscosity and high sulfur contents have been investigated using air-assisted performic acid oxidation system under mild operating conditions. The reactivity of the model sulfur compounds have also been studied using a similar oxidation system. The extraction of oxidized sulfur compounds using an economic extraction system has also been visited. The main aim of the study is to investigate the behavior of the heavy feeds with high initial sulfur concentrations and high viscosities toward ODS process under mild conditions.
Experimental
Materials
All chemicals used were of analytical grade, purchased from Sigma-Aldrich (Canada), and used as such without further purification unless otherwise noted. H2O2 (30% in water, supplied by Fisher Scientific), formic acid (99%, supplied by Across Organics), and compressed air (dried by passing through sulfuric acid, silica gel, and glass wool) were used as oxidants. Thiophene, DBT, and 4, 6-dimethyl dibenzothiophene (4,6-DMDBT) were used as model sulfur compounds, and n-heptane was used as solvent. The solvents used for extraction of oxidized sulfur compounds included 80% aqueous solution of methanol (99.9%) and acetonitrile (AcN) (99.9%). Industrial oil samples used in the current study included untreated naphtha (UN), light gas oil (LGO), coker-derived combined heavy gas oil (HGO), and Athabasca bitumen (At. Bit.).
Characterization of industrial oil samples
The industrial oil samples were characterized by determining their density, American Petroleum Institute (API) gravity, sulfur contents, and distillation profile. The standard procedure of IP 160/87 was adopted for density measurement and ASTM D-5307 was adopted for measurement of distillation behavior. The simulated distillation analyzer used was gas chromatograph (varian 450-GC) equipped with septum-equipment programmable injector, a CP-8410 autosampler, Ultimetal Agilent J&W Column (5 m × 0.53 mm × 0.09 μm), and flame ionization detector (FID). The injection volume was 0.2 μL and He as carrier gas with flow rate of 15 mL/min. The oven temperature was initially 35°C, with 1 min hold, and then ramped to 400°C at the rate of 20°C/min. The injector temperature was increased to 400°C from the initial temperature of 100°C, with a heating rate of 150°C/min, and holding time of 43 min. The boiling distribution was calculated using computer software as a percent volume distilled against the temperature.
Oxidative desulfurization of model oil
Model oil used in this study was various model sulfur compounds, including thiophene, DBT, and 4,6-DMDBT dissolved in n-heptane. In oxidative desulfurization experiments, 20 mL of model oil was taken in a three-neck flask fitted with condenser, 2 mL of H2O2, and 2 mL of formic acid was added to it. The flask was placed in an oil bath and stirred on a magnetic stirring hot plate for different reaction times and different temperatures. Air was continuously bubbled during the reaction through Pyrex glass bubbler at the rate of 100 mL/min. The oxidized model oil was mixed with the same volume of methanol–distilled water solution (80:20) and transferred to a separating funnel. The oil layer was separated and subjected to analysis by GC-FID.
Oxidative desulfurization of commercial oil samples
UN, LGO, HGO, and At. Bit., having sulfur content of 2%, 1.2%, 4%, and 5% respectively, were used as commercial oil samples for oxidative desulfurization experiments. In a typical oxidation experiment, 20 mL of the oil sample was taken in a 250-mL three neck flask, added 5 mL of H2O2, and 6.5 mL of formic acid. The oil sample was oxidized at 60°C for 1 h in the presence of purified air bubbled at the rate of 150 mL/min, with constant magnetic stirring. In the case of HGO and At. Bit., 5 mL benzene was also added as diluents to facilitate the homogenous mixing of the oxidant. After the oxidation step, the extraction solvent was added to the flask and stirred for about 10 min and then transferred to the separating funnel to remove the solvent.
Product analysis
The concentration of thiophene, DBT, and 4,6-DMDBT in the model oil was determined by GC-FID (Agilent 7890A)-equipped autosampler and PIONA capillary column (25 m length, 0.25 μm i.d). The injection temperature was 250°C, and the initial oven temperature was 85°C, which was increased to 120°C at a rate of 6°C/min, then to 170°C at a rate of 15°C/min, and then to 300°C at a rate of 15°C/min.
The total concentration of sulfur in the oil samples was analyzed by S & N analyzer (Antek by PAL) equipped with chemiluminescent and vacuum UV detector, with the furnace temperature of 3,000°C. Argon was used as a carrier gas and pure oxygen gas as oxidant. Analysis was made in triplicate and average result was recorded, for each analysis 5 μL of sample was injected.
Calculations
Change in concentration of thiophene, DBT, and 4,6-DMDBT in the model oil was determined by GC-FID analysis, and reported as % conversion using the following equation, in which Co is the initial concentration and Ct is the concentration after time t.
Oxidation kinetics of the model sulfur compounds were studied using first-order kinetic model given as Eq. (2). Linear plot of ln (Co/Ct) versus t was constructed and first-order kinetic rate constant was determined from the slope.
Using Arrhenius equation [Eq. (3)], the apparent activation energy for oxidation of thiophene, DBT, and 4,6-DMDBT was determined from the plot of ln (k) versus 1/t.
The decrease in sulfur level in commercial oil sample during ODS experiments was reported as % desulfurization, which was calculated using following relation.
Here, So is the original concentration of sulfur in the oil sample and St is the concentration sulfur of the treated oil sample.
Results and Discussion
Characterization of commercial oil samples
The commercial oil samples were characterized by determining their various physicochemical parameters, including density, API gravity, sulfur content, and distillation profile. The analyses were carried out using standard procedures of Institute of Petroleum (IP) and American Society for Testing and Materials (ASTM). Results indicated (as shown in Table 1) that the density and the sulfur contents of the commercial oil sample increased from LGO to UN, followed by HGO and At. Bit., whereas the API gravity of the samples was increased in the reverse order. The distillation behavior showed that the boiling point range of each oil fraction was increased from UN to LGO, followed by HGO and At. Bit. The boiling point ranges of the UN was found to be 159–337°C, however, about 90% recovery was attained at 230°C. These results show that the fraction corresponds to commercial kerosene. The initial boiling point for LGO was 162°C and its final boiling point was 542°C, but maximum distillation recovery was found to occur below 340°C, which may be considered to fall in the commercial diesel range. The boiling point ranges for HGO and At. Bit. were found to be 204–680°C and 183–731°C, respectively. These highly viscous distillate fraction with API gravity of less than seven are used as fuel for heating boilers in the industries, that is, furnace oil.
Characterization of Commercial Oil Samples
Not all bitumen is recovered on reaching the final boiling point.
Oxidative desulfurization of model oil
ODS of model oil was studied using air-assisted performic acid oxidation system under different conditions of time and temperatures. In initial experiments carried out at 60°C for 60 min, about 80% of sulfur removal was attained in model oil. However, to investigate the reactivities of the individual sulfur compounds, experiments were performed at different temperatures ranging from 25°C to 100°C and reaction times between 15 and 120 min. Oxidation reactivities and kinetics investigations of the model sulfur compounds are discussed as following:
Thiophene
The thiophene conversion resulting from the oxidation of model oil was examined at different reaction intervals, that is, 15, 30, 45, 60, 90, and 120 min, and under various temperatures, that is, 25°C, 40°C, 60°C, 80°C, and 100°C. Results showed (Fig. 1) that % conversion of thiophene was minimal at 25°C, although it was increased with increasing the reaction time and attained a maximum (up to 53%) conversion in 120 min reaction time. With increase in temperature, the conversion rate increased gradually; at 40°C and 60°C the maximum conversion of 71% and 93% was attained in 120 min, respectively. Upon further increase in temperature, the conversion rate increased, at temperature of 80°C, about 94% conversion was attained in 60 min reaction time, whereas at 100°C, more than 96% conversion occurred in 60 min reaction time. It is generally agreed that at high temperature the H2O2 decomposition is rapid, which in turn affects the peracid radicals' population. However, the presence of air (O2) maintains the peracid formation in the reaction medium.
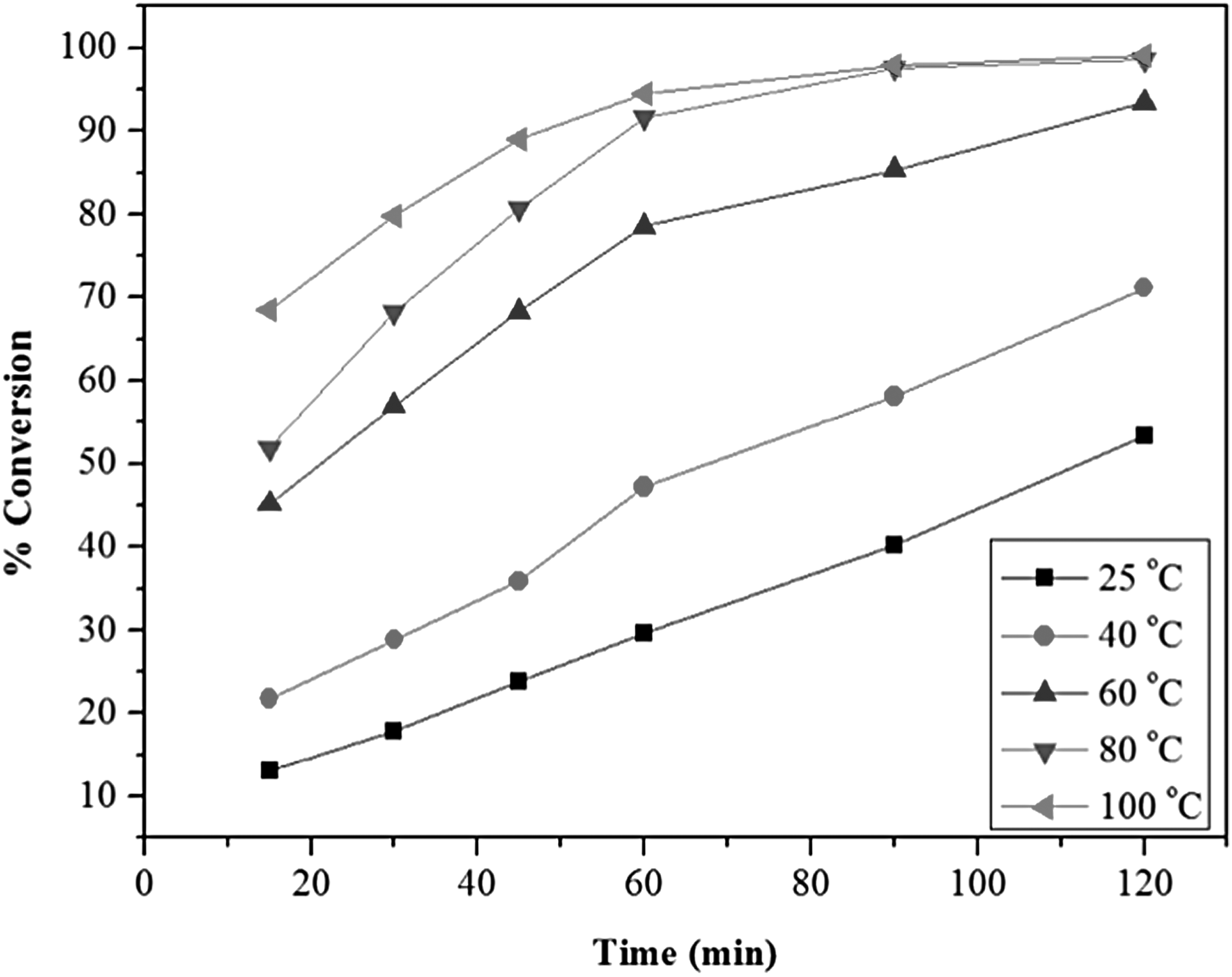
Effect of temperature and time on % conversion of thiophene.
Plot of ln (Co/Ct) against time for thiophene oxidation yields a linear relation (Fig. 2). The oxidation of thiophene in nonpolar medium using peracids follow first-order kinetics, which is also reported elsewhere in the literature (Heimlich and Wallace, 1966). Using Arhenius plot for oxidation of thiophene, the apparent activation energy was calculated to be 33.62 kJ/mol. The activation energy for thiophene oxidation, using H2O2 and formic acid, was reported to be about 32 kJ/mol (Heimlich and Wallace, 1966).

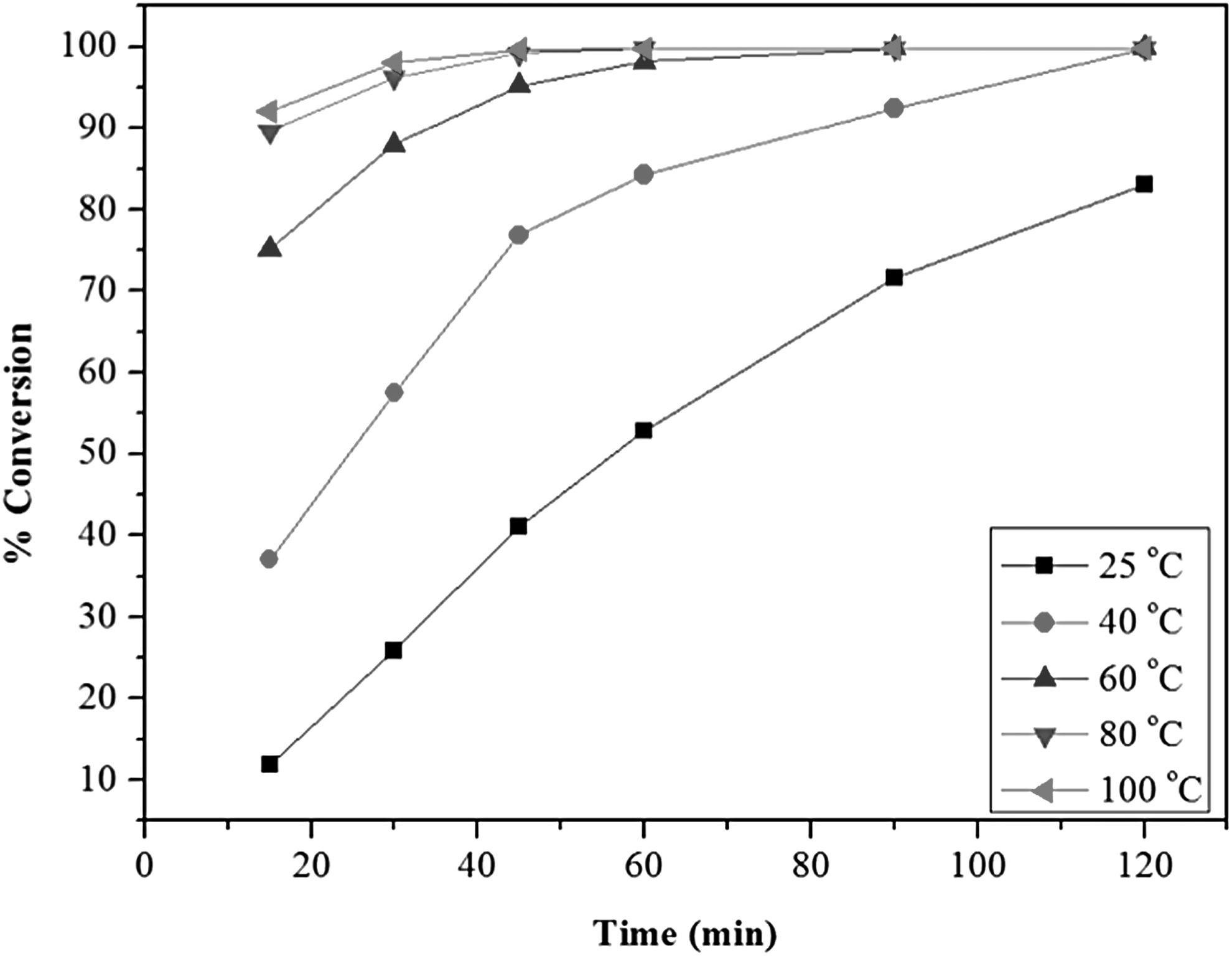
Effect of temperature and time on % conversion of DBT.
DBT
The oxidative conversion of DBT to DBT sulfones is increased with increase in temperature as well as time (Fig. 3). At 25°C and 40°C, the conversion is slow, and reaches to 57% and 91% in 120 min reaction time, respectively. About more than 96% conversion is attained in 60 min at 60°C. In 45 min at 80°C and then at 100°C, the conversion is even more significant and rapid with 94% DBT in 30 min reaction time. These results show that the reactivity of DBT toward oxidation is more when compared with thiophene, which may be attributed to the higher electron density on sulfur atom in case of DBT (Otsuki et al., 2000).
Effect of temperature and time on % conversion of 4,6-DMDBT.
By plotting ln (Co/Ct) against time t, linear relation is obtained for oxidation of DBT at different temperatures, showing that DBT oxidation also follows first-order kinetics (Fig. 4). The apparent Arrhenius activation energy for DBT oxidation by performic acid was found to be 30.44 kJ/mol. However, in the presence of catalysts, the apparent activation energy for DBT was found to be in the same range, that is, Sain and other colleagues, reported that the activation energy for DBT oxidation by H2O2 in the presence of quaternary ammonium salt and phosphotungstic acid as a catalyst was found to be 28 kJ/mol (Venkateshwar Rao et al., 2007). This shows that the current oxidation system is highly efficient.
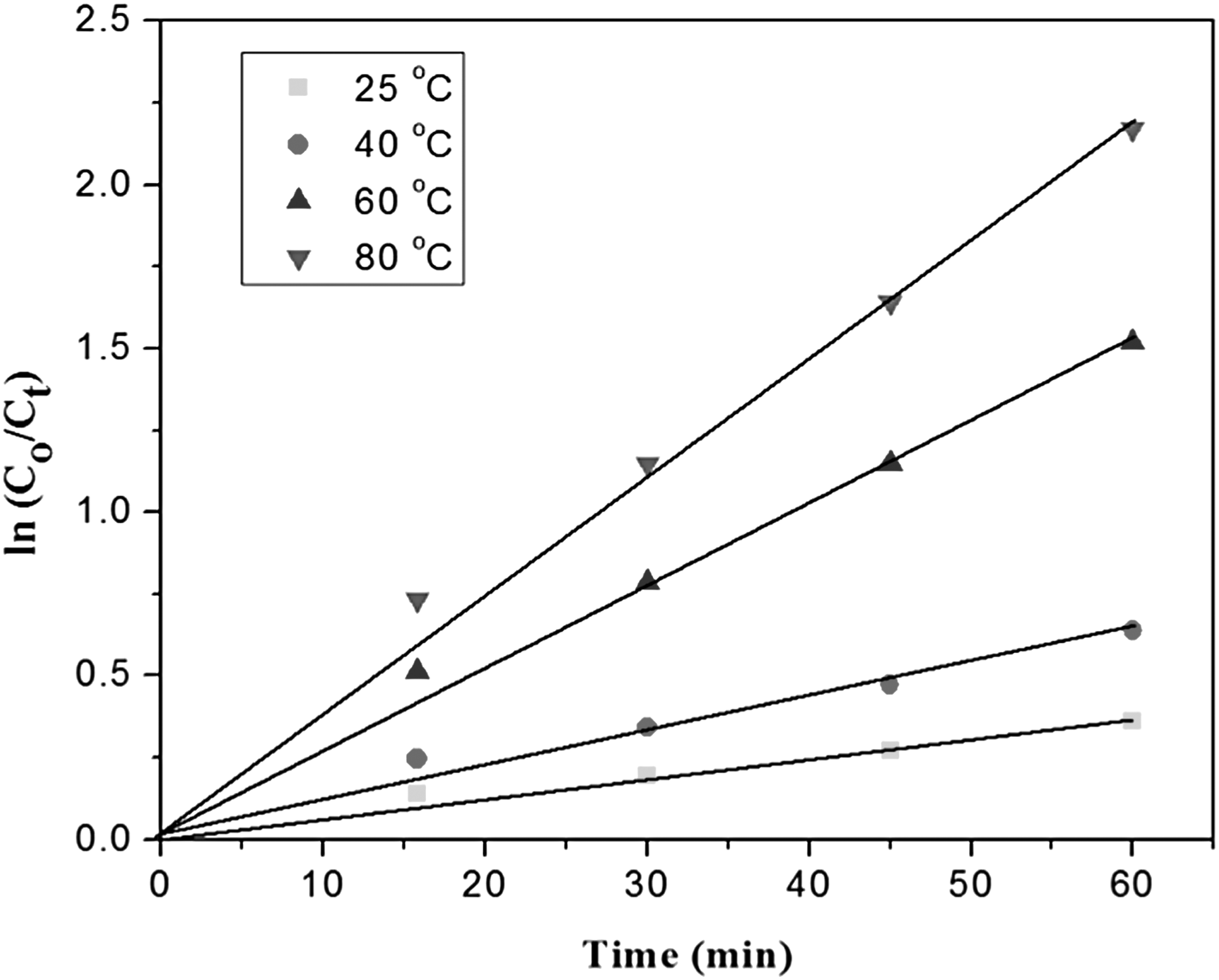
First-order kinetic plot of thiophene oxidation.
4,6-DMDBT
Oxidation of 4,6-DMDBT increased more rapidly with increase in temperature as well as with time (Fig. 5). At 25°C, 90% conversion was achieved in 120 min. DBT oxidation with more than 92% conversion yield occurs at 40°C in 90 min, at 60°C in 60 min, and at still higher temperature, that is, 80°C and 100°C, completed in 45 min reaction time. These results showed that 4,6-DMDBT is more reactive toward oxidation than thiophene and DBT, which is due to high electron density on the sulfur atom because of electron-donating effect of the alkyl groups. The electron densities of thiophene, DBT, and 4,6-DMDBT are found to be 5.696, 5.758, and 5.760 (Otsuki et al., 2000). Hence, the reactivity of the sulfur compounds toward oxidation is justified in the present case, as 4,6-DMDBT > DBT > thiophene, as shown by the rate constants at different temperatures (Table 2). The same order is also reported by other researchers using H2O2 and formic acid oxidation system (Otsuki et al., 2000). However, in the presence of a catalyst, the reactivity trend of different sulfur compounds has been found to be on contrary with the increase in their electron densities (Ishihara et al., 2005).
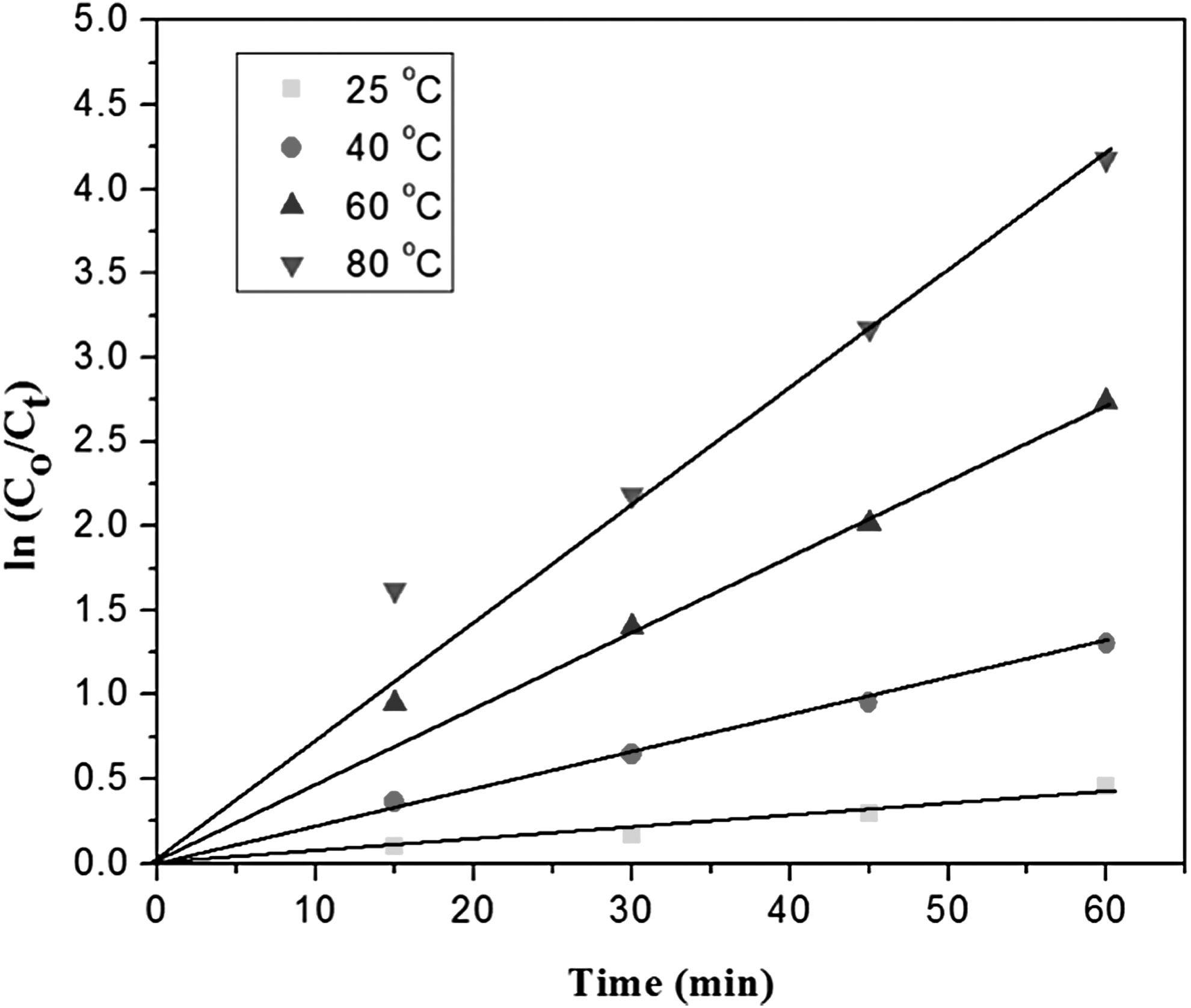
First-order kinetic plot of DBT oxidation.
First-Order Rate Constants for Oxidation of Model Sulfur Compounds at Different Temperatures
DBT, dibenzothiophene; 4,6-DMDBT, 4, 6-dimethyl dibenzothiophene.
Like thiophene and DBT, the oxidation of 4,6-DMDBT also follows first-order kinetics. The plot of ln (Co/Ct) against time t for 4,6-DMDBT yield a linear relation (Fig. 6). The apparent activation energy was found to be 29.07 kJ/mol through Arrhenius plot.

First-order kinetics plot of 4,6-DMDBT oxidation.
ODS of commercial oil samples
The ODS of UN, LGO, coker-combined HGO, and At. Bit. was investigated. Due to the complexity of the commercial oil samples, the oxidation conversion was not determined in isolation. Desulfurization was determined for the ODS process as a whole, that is, oxidation and extraction together.
Optimization of extraction
Extraction is an important step in ODS process, which influences the overall efficiency of the process. A number of polar solvents have been employed for extraction of the oxidized oil in the ODS process, which includes N-methyl pyrrolidone (NMP), dimethyl formamide (DMF), dimethyl sulfoxide (DMSO), furfural, methanol, and acetonitrile (AcN), out of which different researchers found different solvents to be more effective for extraction of oxidized oil (Zannikos et al., 1995; Sobati et al., 2010). As the commercial oil fractions have a complex matrix and overall contain more compounds with some polar character, therefore, some better solvent extraction should be used. To quantify the role of the solvent used as extraction medium on desulfurization performance, a number of different solvents were evaluated for the extraction of oxidized LGO in the combination with the 80:20 methanol–water mixture (Table 3). These included NMP, DMSO, and AcN. For the same level of oxidation of the LGO, it was found that extraction by 80:20 AcN–water and 80:20 methanol–water resulted in the best overall desulfurization. This extraction sequence was employed for the further evaluation of the ODS of all commercial oil fractions, that is, UN, HGO, and At. Bit.
Desulfurization Determined in Oxidized Light Gas Oil After Extraction with Different Solvents
DMSO, dimethyl sulfoxide; NMP, N-methyl pyrrolidone.
Desulfurization of commercial oil
ODS of commercial oil samples was investigated in two process options (Table 3). In the first process option, the removal of sulfur compounds by extraction without prior oxidation was investigated to see whether some sulfur compounds can be removed by extraction only or otherwise. In the case of the refinery distillation cuts, that is, UN, LGO, and HGO, the desulfurization yield attained was 25.1%, 26.8%, and 23.5%, respectively, without any oxidation. However, only 5% desulfurization of the Athabasca oil sands-derived bitumen was attained through only extraction.
In the second process option, the oil sample were oxidized by air-assisted performic acid oxidation and then extracted using optimized extraction system. Results showed that using oxidation followed by extraction, the desulfurization yield obtained in the case of UN, LGO, HGO, and At. Bit. was 61.7%, 63.4%, 47.2%, and 42.5%, respectively. As anticipated, significant desulfurization (more than doubled) for all of the industrial oils tested was attained. After oxidation, the desulfurization of At. Bit. was in the same range as that of HGO and the results agreed with as that reported by Javadli and de Klerk (2012). However, the current process operates under milder conditions than the one reported earlier. These results also indicate that oxidation step is highly important than simple extraction. Using formic acid and H2O2 mixture, the oxidation reaction involves the formation of peroxy acid radical, which carries out the oxidation of sulfur compounds, and the oxidized products are easily extracted through solvent extraction. The data clearly indicate that without oxidation, the ratio of desulfurization efficiency was very low, as the sulfur compounds could not be extracted readily.
It is depicted from the data (Fig. 7) that with an increase in the boiling point of the commercial oil samples, the desulfurization yield decreases. This phenomenon may be attributed to the more complex nature of the sulfur compounds occurring in heavier fractions, which are difficult to oxidize. The distribution of the sulfur compounds is not uniform in different petroleum distillate fractions but vary with the boiling point range. The amount and structural complexity of sulfur compounds increases with the increase in boiling point range of the distillate fractions (Heinrich and Kasztelaan, 2001). In the light distillate fractions, the common sulfur compounds are thiols, sulfides, thiophenes, and DBT, and their alkyl substituted derivatives. It was reported that in the kerosene oil with 0.05% wt sulfur, obtained from the Middle East crude, out of total sulfur about 6% was present as thiols, 3% as disulfides, 42% as alkyl sulfides, 2% as single-ring thiophenes, 45% as two-ring thiophenes, and 2% was present as three-ring thiophenes (Martin and Grant, 1965). On the other hand, the heavier fractions, such as shale oil, asphalts, atmospheric residue, bitumen, and so on contain even more complex forms of sulfur, majority being condensed heteroaromatics, sulfides, and thiols may be present in traces, whereas, no elemental sulfur or hydrogen sulfide is present. It has been reported that the sulfur compounds occurring in oil sand derived bitumen ranges in molecular weight from 200 to 700 m/z (Shi et al., 2010). Aromatic sulfur compounds with more than one sulfur atoms in the same ring, that is, one sulfur atom (S1), two sulfur atoms (S2) and three sulfur atoms (S3) are also present. Apart from aromatic sulfur compounds, heteroaromatic ring containing other heteroatoms, such as oxygen, nitrogen, etc., are also found in the bitumen. This shows that as the density of the distillate fractions increases, the structural complexity of the sulfur-bearing molecules also increases, that is, most are aromatic thiophenes with multiple alkyl side chains, due to which its oxidation reactivity also decreases. Additionally, the high viscosity and the complex organic matrix of the heavy fractions lead to phase transfer limitations, which also decreases the oxidation efficiency of the oxidants.
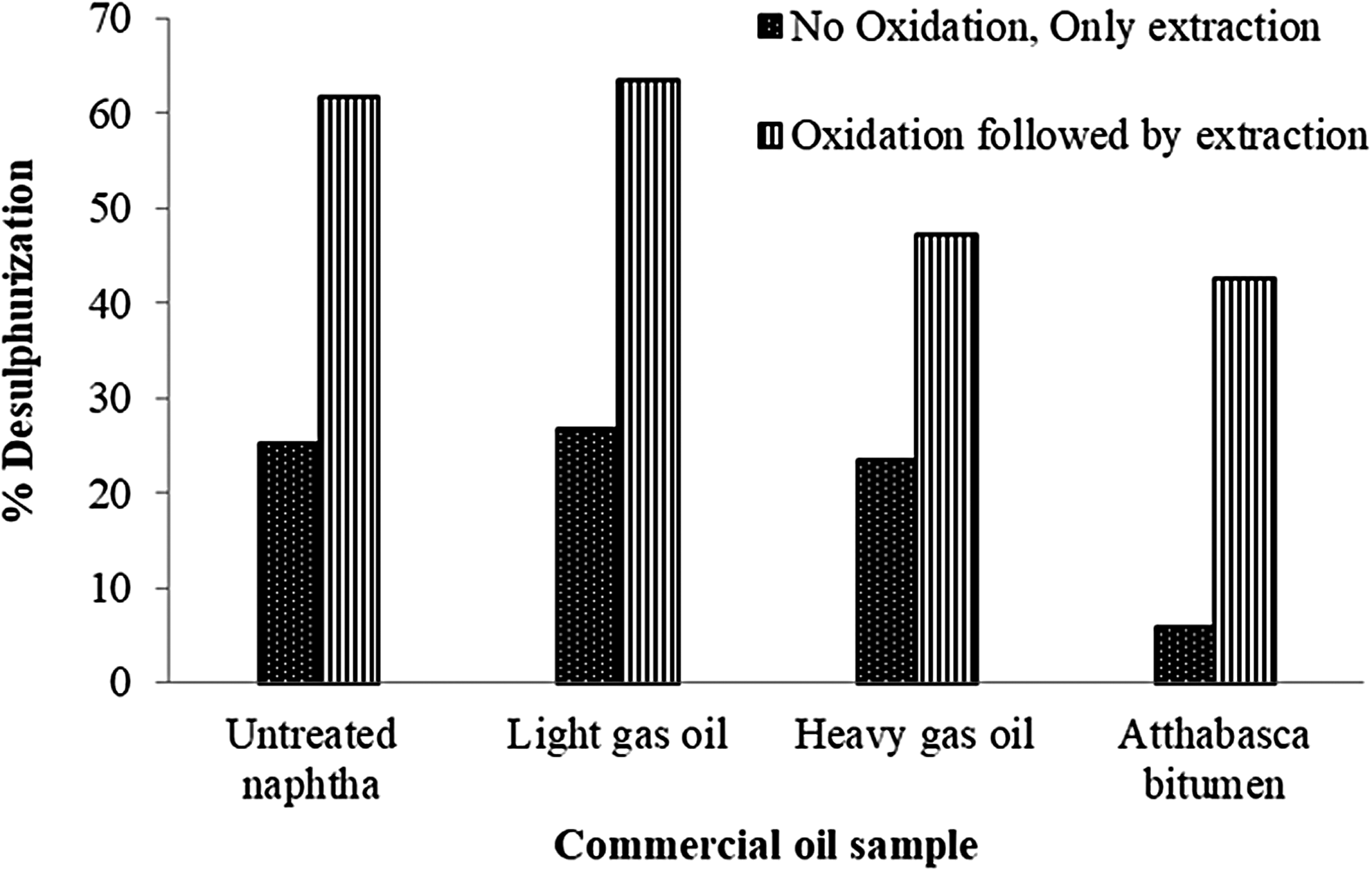
Oxidative desulfurization of commercial oil fractions with and without oxidation.
To minimize the phase transfer limitations, during oxidation of heavy fractions, that is, HGO and At. Bit., benzene was added as diluent to reduce viscosity of the oil and facilitate mixing of the reagents. Although the addition of benzene was useful for handling bitumen in the laboratory, however, it is not an industrially viable process option. Aromatic diluents, such as benzene, cannot be completely recovered from the oil sands-derived bitumen. Typical recoveries in this study were 95–97%. In the current study, the desulfurization was determined based on sulfur removal from the organic phase. Some extractions of oxidized sulfur compounds took place during the oxidation step by the aqueous formic acid/H2O2 phase (Zannikos et al., 1995). If recycling of the aqueous phase containing formic acid and water is considered, the extracted sulfur contains compounds that must be purged in some way. The earlier results also indicate that the desulfurization efficiency of the ODS decreases as the sulfur contents of the feed increase. In the literature, the desulfurization yields up to 98%, have been reported, however, mostly the feed material contains <500 ppm sulfur (Sundararaman et al., 2010; Guo et al., 2011), but in the present study, the sulfur contents of all the commercial oil samples range from 1,200 to 5,000 ppm.
The recovery yields of the current ODS process was found to be 92%, 93%, 89%, and 88%, in the case of light naphtha, LGO, HGO, and bitumen, respectively, whereas only two extraction stages were employed. In the comparison to literature data, the recovery yields and the desulfurization yields of the current process are quite promising. It has been observed that during the ODS process, with increasing the number of extractions the desulfurization level increases, but the recovery yield decreases. In one of such studies, the ODS of fuel oil with total sulfur of more than 1,300 ppm was studied using H2O2/HCOOH oxidation system, the sulfur content was reduced to 100 ppm after 10 extraction stages with DMF, whereas, the oil recovery was very poor, about 40% (Otsuki et al., 2000). Several other workers reported the desulfurization yield of more than 90% in case of various commercial oils, using H2O2/organic acid as oxidants. However, they did not mention the number of extraction stages and the oil recovery after extraction (Hao et al., 2005; Ali et al., 2006). Similarly, it was reported that during ODS of gas oil using H2O2 and formic acid oxidation system followed by extraction with AcN, methanol and 96% ethanol for extraction, with increasing the extraction stages from 1 to 4, the desulfurization yield increased from an average of 82% to 98%, whereas the oil recovery decreases from 90% to 60% (Sobati et al., 2010).
Comparison of ODS and HDS of heavy oil samples
Currently in industry, the sole process used for removal of sulfur from petroleum and its products is HDS process. In HDS process, the feed is reacted with gaseous hydrogen in a special type reactor at high temperature (300–500°C) and high H2 partial pressure (30–300 psi) in the presence of highly active catalysts (mostly sulfided CoMo, NiMo, or CoMo/Al2O3 type) (Ma et al., 1994; Furimsky, 1996; Vasudevan and Fierro, 1996; Knudsen et al., 1999; Shafi and Hutchings, 2000; Javadli and Klerk, 2012). Sulfur from hydrocarbons is converted into gaseous H2S and the desulfurized product is discharged. In case of heavy oils with high boiling point ranges, the existing sulfur compounds are of very complex structure, with sulfur bound in aromatic ring and multiple alkyl chains attached to it, commonly called refractory sulfur compounds. During HDS process, these sulfur compounds are highly resistant to hydrogenation and hydrogenolysis reactions due to their resonance stabilized structure and alkyl side chains, which result in stearic hindrance during the attack of hydrogen on sulfur atoms. Hence the reactivity of sulfur compounds in HDS decreases with increasing the alkyl side chains (Campos-Martin et al., 2010; Javadli and Klerk, 2012) and more severe conditions are required to treat such refractory sulfur compounds through HDS. On overall basis, the cost of HDS process increases very high because a special reactor, expensive hydrogen gas, an expensive catalyst, and severe operating conditions are required for treatment of heavy oils.
On the other hand, in case of current ODS system, the reactivity of aromatic sulfur compound increases with increasing the alkyl side chains as discussed above, hence the refractory sulfur compounds can be easily removed through ODS than HDS process. Moreover, ODS operates under mild conditions (below 100°C and ambient pressure), do not require specialized reactor and expensive hydrogen gas, and it only requires 35% H2O2 and formic acid. The cost of these reagents is too small as compared with the overall requirements of the HDS process. However, to attain a low level of sulfur in the heavy oil, the feed may be processed through ODS first and then by HDS. In this case, HDS may be operated under its normal operating conditions to remove the remaining sulfur compounds to ultra-low level.
Conclusion
ODS of model oil was carried out at 60°C in the air-assisted performic acid oxidation system with 80% efficiency. The effect of temperature on conversion of model sulfur compounds (thiophene, DBT, and 4,6-DMDBT) showed maximum conversion at 100°C in 2 h. The values of activation energies calculated using Arrhenius equation were found to be 33.62, 30.44, and 29.07 kJ/mol for thiophene, DBT, and 4,6-DMDBT, respectively. The sulfur contents of heavy and light oil fractions were reduced by 47% to 60% through oxidation, using air-assisted performic acid followed by extraction with a solvent. Oxidized sulfur compounds are efficiently extracted from the commercial oil samples by combined extraction using aq. AcN (80%) followed by aq. methanol (80%). The recovery yield of different commercial oil samples during the process was found to be in the range of 92–88%.
Footnotes
Acknowledgment
The authors are thankful to Prof. Dr. Arno De Klerk for providing technical support and facilities used for this study at the Department of Chemical and Materials Engineering, University of Alberta, Edmonton, Canada.
Author Disclosure Statement
No competing financial interests exist.
Funding Information
This work is supported by Wuhan Technology and Business University Wuhan, P. R. China (D2018005). The financial support from the Higher Education Commission (HEC), Pakistan, under the International Research Support Initiative Program (IRSIP) is gratefully acknowledged.