
Abstract
Advanced oxidation processes (AOPs) are emerging techniques for the treatment of wastewater. Among various processes under AOPs, Fenton-related processes have a significant effect on organic compound degradation as it nonselectively degrades the organic pollutants present in the wastewater. The major problems with the conventional Fenton process involve large amount of sludge generation, which requires further treatment and disposal, leaching of catalyst species, and high chemical consumption. To address these issues, mass transfer and process intensification of this process by application of continuous reactors like fluidized bed and packed bed will be extremely helpful. This review article provides an overview of the recent application of packed bed and fluidized bed reactor coupled with Fenton-related processes for the treatment of synthetic and industrial wastewater. This report also provides useful information and recommendations to the readers for further research in this area.
Introduction
The rapid industrialization and urbanization have accelerated world's economic development and enriched the lifestyle of mankind. Contrarily, their activities cause harm to the environment and human beings. One such major pressing issue is the generation of large amount of wastewater containing toxic pollutants such as dyes, pesticides, pharmaceuticals, surfactants, and endocrine-disrupting chemicals. The growing concern for the environment urges a balance between the production of commodities, utilization of resources, and conservation of the ecosystem.
For sustainable development and to prevent environmental pollution, there is a need to treat these effluents containing organic pollutants before its disposal.
Many technologies have been adopted by various researchers for the treatment of industrial wastewater. However, most of the conventional processes have some limitations highlighted in Table 1. The physiochemical technologies like adsorption and coagulation/flocculation transform the phase of the pollutants from aqueous to solid phase, which needs further treatment (Ahmadi et al., 2015; Bello et al., 2019b). However, the biological processes require longer time period and mostly transform the organic pollutants into the intermediates, which possibly get accumulated in the environment (Bilińska et al., 2016). Hence, advanced oxidation processes (AOPs) can be considered efficient techniques, which completely mineralize the organic pollutants.
Techniques Utilized for Degradation of Organic Pollutants and Their Limitations
Over the past years, AOPs have received wider attention in the research field of wastewater treatment. This is a chemical process where an in situ generation of hydroxyl radical (•OH) takes place, which helps in water purification as defined by Glaze et al. (1987). •OH behaves like electrophiles that rapidly react with the electron-rich organics and destroy them. The oxidation potential of •OH is 2.80 V. There are many other types of oxidants like fluorine, ozone, and hydrogen peroxide. The oxidation potential of various oxidants is presented in Fig. 1 (Babuponnusami et al., 2014). Based on different processes for the generation of •OH, AOPs can be classified as photocatalysis, Fenton reaction, electrochemical oxidation, ozonolysis, and H2O2/UV (Babuponnusami et al., 2014; Garcia-Segura et al., 2016). Among different AOPs, Fenton oxidation is very simple in operation (Garcia-Segura et al., 2016). In addition, as per literatures, some other processes such as TiO2 photocatalysis, UV/H2O2, and Fenton provide 65%, 34.2%, and 84.2% degradation, respectively, in 40 min (Muruganandham and Swaminathan, 2006; Pekakis et al., 2006). Fenton process provides a higher percentage of pollutant removal in a shorter period of time. In the year 1894, H.J.H. Fenton reported the catalytic reaction between ferrous salt (Fe2+) and hydrogen peroxide (H2O2) in an acidic medium pH (2–4) (Garcia-Segura et al., 2016). In this reaction, H2O2 gets decomposed to form strong reactive species (•OH), which oxidize the organic compounds present in the wastewater to less harmful intermediates or mineralize the pollutants into carbon dioxide, water, and inorganic ions (Babuponnusami et al., 2014). There are two types of Fenton process depending upon the phases of the catalyst and pollutant: homogeneous and heterogeneous process. In the homogeneous process, both the catalyst and pollutant are in aqueous phase, whereas in the heterogeneous process, the catalyst is in the solid phase and the pollutant is in the aqueous phase. Following reactions show the mechanism of the Fenton process:
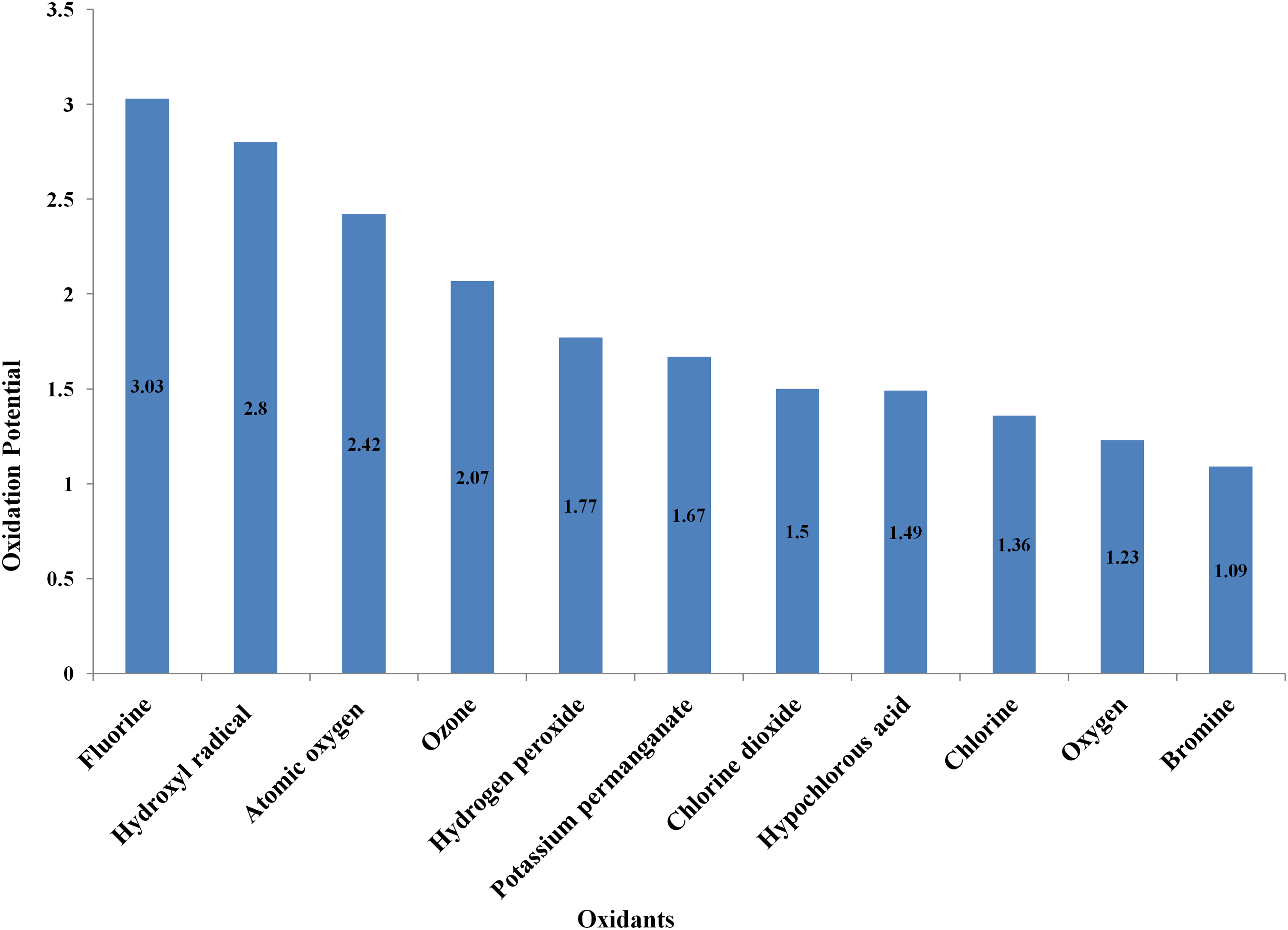
Oxidation Potential (V) of various oxidants (Babuponnusami et al., 2014).
This reaction takes place in acidic condition, so it can also be expressed as follows:
The ferric ions (Fe3+) formed during the Fenton reaction react with the H2O2, regenerate Fe2+, and produce hydroperoxyl radical (HO2•). This reaction is known as the Fenton-like reaction (Babuponnusami et al., 2014; Lacson et al., 2018).
The produced HO2• radical is also an oxidant that can degrade organic pollutants. Its oxidation potential E° (HO2•/H2O) is 1.65 V less than the oxidation potential of hydroxyl radicals (•OH) (Garcia-Segura et al., 2016). It reacts with Fe3+ and rapidly regenerates Fe2+ as represented in Equation (4).
•OH radicals may also react with excess H2O2 and generate new free radical, that is, hydroperoxyl radical (HO2•), shown in Equation (5). H2O2 acts both the ways, it can generate •OH and also can scavenge •OH (Pawar and Gawande, 2015).
After •OH is generated from reactions (4, 5), it reacts with the organics present in the wastewater. Carbon dioxide and water are produced as the end products, as shown in Equation (6) (Anotai et al., 2009; Bellotindos et al., 2014).
The main drawback of the conventional Fenton process is the production of iron sludge (Fe(OH)3) as shown in Equation (7), which needs further separation and disposal. This makes the process environment unfriendly (Anotai et al., 2009). Also, the conventional Fenton process results in a rapid decrement in the pH because of the accumulation of intermediate products in the reactor. It indirectly causes the leaching of catalyst material, which is unsuitable for large-scale practice (Shao and Chen, 2017). To deal with these issues, fixed bed and the fluidized bed reactor can be combined suitably with the Fenton process.
Fluidized bed and packed bed Fenton (PBF) processes were successfully applied in the field of wastewater treatment such as the degradation of pharmaceutical wastewater (Boonrattanakij et al., 2011; Bansal et al., 2019) and dye-based effluent (Mesquita et al., 2012; Bello et al., 2017) and for other organic pollutant degradation (Zhou et al., 2012; Xu et al., 2019).
This review aims to give an idea about a hybrid system, that is, fluidized bed or packed bed coupled with the Fenton reaction and its application for the treatment of real as well as synthetic wastewater. The article highlights all possible carrier/support materials that can be used in these reactors for the degradation process. Many influential operating and design parameters such as pH, oxidant dosage, catalyst dosage, superficial velocity, and hydraulic retention time (HRT) have been discussed in brief and tabulated along with the degradation performance for different pollutants.
Packed Bed or Fluidized Bed Fenton Process
A packed bed reactor (PBR) is a cylindrical column packed with the catalyst along with the support materials, through which the reactants flow and get converted into the desired products. Inert support materials like silica, ceramic balls, and glass beads are provided on both sides of the catalyst bed to distribute the fluid flow evenly. When a fluid passes through a bed of solid particles at a lower flow rate, the bed remains fixed and the fluid passes through the voids. When the superficial velocity of the fluid is less than the terminal settling velocity of the particles, the particles remain packed and fixed in their position. This condition is called a packed bed condition. On the other hand, when fluid passes through the bed of solid particles with a certain velocity above the minimum fluidization velocity and the static state of solid particles get converted to dynamic state or in other words when the solid particles act as a fluid, this process is called fluidization (Garcia-Segura et al., 2016). The reactor that follows the mechanism of fluidization is known as a fluidized bed reactor (FBR).
The main advantages of the PBR are easy to design; its ideal plug flow behavior provides better contact between catalyst and reactant and low maintenance cost. In conventional Fenton process, accumulation of intermediate products causes rapid decrement in the pH. This is indirectly responsible for leaching of the catalyst material into the solution and separation of catalyst from the reaction mixture becomes very difficult (Shao and Chen, 2017). These drawbacks can be addressed by PBR coupled with the Fenton process. Figure 2 shows the schematic diagram of the PBF process.
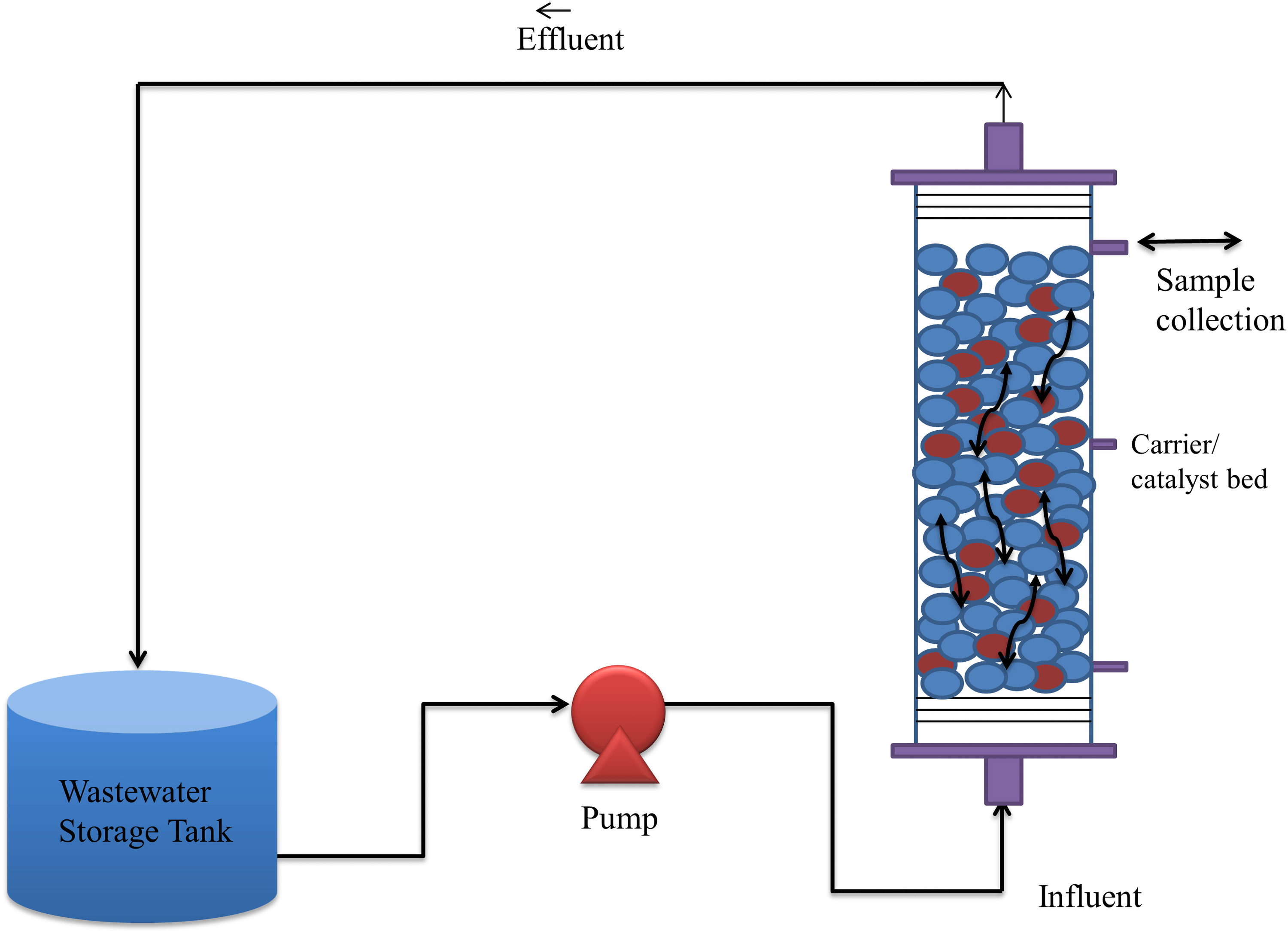
Schematic diagram of Fixed bed Fenton process.
The FBR enhances both the chemical reaction and mass transfer rate because of close contact between the different phases in the reactor and its continuous operation (Tisa et al., 2014). This phenomenon boosts the pollutant degradation rate in wastewater treatment in less contact period. As the Fenton process produces a large amount of sludge, which needs further treatment and disposal, hybrid technique like fluidized bed Fenton (FBF) process can be suitably applied to prevent sludge formation. In the FBF process, the Fenton reaction takes place inside the FBR (Liu et al., 2014). The carrier media used in the FBF process plays a major role as it provides the surface for precipitation of iron sludge (Muangthai et al., 2010; Su et al., 2011b). FBF process offers many advantages such as homogeneous (Fe2+/H2O2) and heterogeneous (iron oxide/H2O2) chemical oxidation, fluidized bed crystallization, and reductive dissolution of iron oxide (Ratanatamskul et al., 2010a; Bellotindos et al., 2014). Figure 3 shows the schematic diagram for FBF.

Schematic diagram of fluidized bed Fenton process.
Steps involved in the PBF/FBF process are as follows: (a) filling the reactor with required amount of carrier/support material, (b) adjust the pH of the influent in the storage tank by adding sulfuric acid (H2SO4) or sodium hydroxide (NaOH) and then the desired quantity of H2O2 is poured in it, (c) introduce the influent into the reactor through a peristaltic pump by adjusting the flow rate (d) then the desired amount of Fenton reagents (Fe2+ and H2O2) was added into the reactor to start the reaction.
Factors Affecting the Performance of Packed Bed or FBF Process
This technology includes various influential design and operating parameters. Some of the factors are mentioned below.
Carrier material/support material
Carrier or support materials are the inert solid particles. In a PBF process, the transition metal is incorporated onto the surface of the support material, which acts as a catalyst. These support materials help in achieving high catalytic activity by improving the distribution of the catalyst and inhibit their aggregation (Shao and Chen, 2017).
In the FBR, the iron sludge generated from the Fenton reaction nucleate and get crystallized on the surface provided by the carrier material. Hence, it diminishes the iron oxide sludge formation. The crystallized iron oxide on the carrier surface acts as a heterogeneous catalyst; it reacts with H2O2 to produce •OH, which further decomposes the organics. Figure 4 shows the mechanism involved in the FBF process. The carrier/support material size and pore volume play an important role in both the processes. In the FBF process, the surface quality and density of the carrier material influence the fluid velocity, which indirectly affects the fluidization process along with the crystallization or precipitation of the iron oxide. Also, the carrier weight has influence on residence time. As light particles promote smaller Reynolds number and liquid flow in the FBR, it provides a longer residence time (Garcia-Segura et al., 2016).
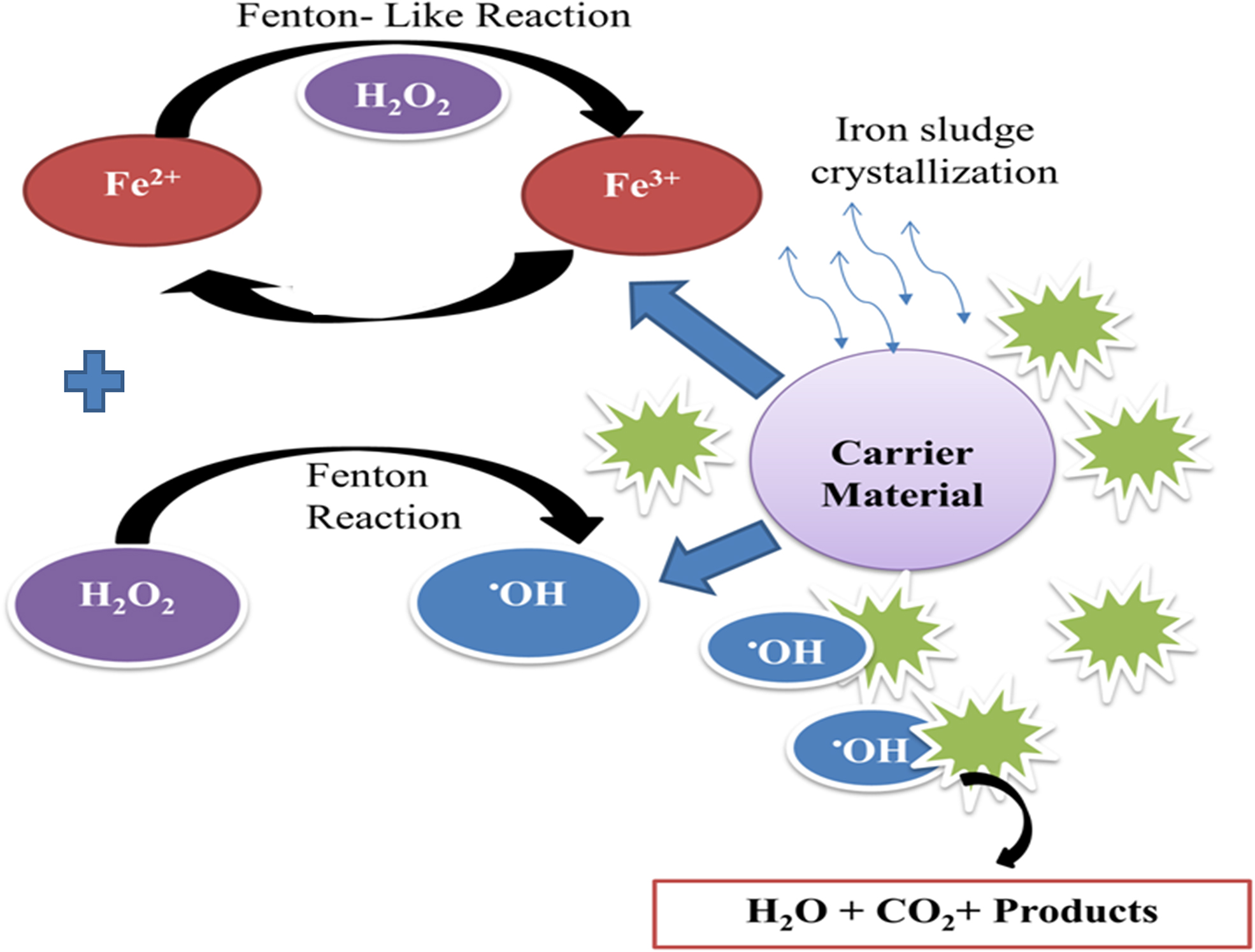
Fluidized bed Fenton mechanism.
Therefore, the carrier/packing material is an essential variable that influences the efficiency of the Fenton process in both the reactors. Different types of carrier materials listed in Table 2 can be used in this process. Ratanatamskul et al. (2011) investigated the influence of six different carrier materials, that is, Al2O3, SiO2, and black, white, brown, and colored gravels in the decomposition of 2,6 dimethylaniline in the FBF process. Results revealed that every carrier has a different effect on oxidation of pollutant, attributed to their different elemental composition and structure. The carrier (black, white, and colored gravels) containing calcium is not suitable for both the processes as it dissolves with the solution, shift the solution pH to alkaline and size of carriers also get changed. Boonrattanakij et al. (2011) observed that construction sand (CS) provides better iron oxide crystallization rate than SiO2 due to the differences in surface properties. The SiO2 shows better action because it involves much iron crystallization on its surface than any other carrier materials (Boonrattanakij et al., 2018). Bello et al., (2019a) observed that carrier materials also participate in organics removal through adsorption.
Most Used Carrier Materials with Their Advantages
pH
pH has an important role in the Fenton-related processes as it influences generation of •OH and regeneration of Fe2+ ions. The solution pH ranging 2–5 is very crucial for efficient pollutant degradation (Anotai et al., 2009; Boonrattanakij et al., 2011; Babuponnusami et al., 2014), as it provides better hydroxyl radical generation, which occurs by a reaction called organometallic complex reaction (Qiu et al., 2014). The pH above five lowers degradation efficiency as •OH formation becomes lower; the oxidant goes into self-decomposition and produces molecular oxygen (O2) rather than free radicals. Also, it causes Fe2+-OH− complex formation that diminishes the decomposition of H2O2 by reducing free Fe2+ (Anotai et al., 2009; Zhou et al., 2012). Some researchers observed that at pH above 4, Fe(OH)3 precipitate gets suspended completely in the solution instead of crystallization onto the carrier material surface in the FBF process. Thus, it resists the reduction of sludge formation in the heterogeneous Fenton process (Anotai et al., 2009; Boonrattanakij et al., 2011). On the other hand, at pH below 2, the Fe2+ regeneration from Fe3+ is suppressed; thus, it slows down the catalytic action (Zhou et al., 2012). In a PBF process, the acidic condition is favorable for iron leaching from the catalyst surface, so the pH should be adjusted after analyzing the catalytic performance and leaching levels (Duarte et al., 2013). The use of heterogeneous catalyst is very effective to treat the wastewater with neutral or alkaline pH. The heterogeneous catalyst like goethite or iron oxide by-product of any other Fenton treatment can be used at higher pH without iron oxide crystallization in the FBF process (Boonrattanakij et al., 2011).
Fe2+ and H2O2 concentrations
In the Fenton process, the concentration of Fe2+ and H2O2 and the ratio between them play a significant role. The decomposition of H2O2 takes place in the presence of Fe2+, which leads to the formation of hydroxyl radicals. These hydroxyl radicals nonselectively degrade the pollutants. A higher concentration of H2O2 can decrease the pollutant degradation as H2O2 starts acting like radical scavenger, which forms hydroperoxyl radicals (HO2•), as shown in reaction (5). The hydroperoxyl radicals (HO2•) are less oxidative radical than hydroxyl radicals (Li et al., 2015). The formation of this undesirable radical also lowers the oxidant concentration and increases the pH of the solution leading to Fe leaching (Wang et al., 2018). Contrarily, insufficiency in Fenton's reagent also hampers the complete pollutant removal from the wastewater (Garcia-Segura et al., 2016). So these parameters should be optimized for the effective degradation of organic pollutants. In addition, the ratio of H2O2 and Fe2+ needs to be considered an operational parameter in the optimization process as the organics removal rate depends on H2O2/Fe2+ (Neyens and Baeyens, 2003; Bellotindos et al., 2014). De Luna et al. (2013) examined the organics degradation rate with Fe2+/H2O2 by varying Fe2+ concentration. Faster initial rate and better organic removal efficiency were observed at lower Fe2+/H2O2 ratio with high Fe2+ following higher H2O2 concentration. Thus, the Fe2+ concentration needs to be raised according to the amount of H2O2 added. Mostly Fe2+/H2O2 ratio of 1:20 or 1:12 was efficient for better organics oxidation performance (Anotai et al., 2011; Su et al., 2013). The appropriate Fe2+/H2O2 ratio provides more •OH to degrade the organics. For the treatment of industrial effluent by FBF or PBF process, the necessity of Fe2+/H2O2 ratio depends on the matrix effect like hardness and other compounds present in the effluent. Thus, for each industrial effluent, the treatment conditions need to be optimized (Garcia-Segura et al., 2016).
Superficial fluid velocity
Fluidization depends on the superficial fluid velocity (U f ), which is the ratio of the flow rate of the fluid and cross-sectional area of the reactor (Bello et al., 2017). When the drag force becomes equal to the gravitational force and buoyancy, the carrier materials are suspended in the fluid and start moving. This velocity is called “minimum fluidization velocity” (Umf) (Yates and Lettieri, 2016). If the Umf is high, then it requires more power to start fluidization. So, U f should be maintained slightly higher than Umf (Delebarre et al., 2004). With increase in U f , the recirculation of liquid increases along with the turbulence in the reactor, hence enhancing the degradation efficiency of organics. However, if U f is higher than the maximum fluidization velocity or terminal settling velocity (Ut), the carrier materials will move outside the reactor with the fluid (Jaafari et al., 2014). Thus, it is necessary to optimize the U f in the FBF process and should be in the range of Umf and Ut.
Hydraulic retention time
The average period the feed solution resides inside the reactor is known as HRT. In a continuous process, HRT depends on the feed flow rate. In the PBF process, a low feed flow rate provides higher HRT. Thus, better interaction between the iron-based support material and H2O2 takes place. •OH gets more time to react with the contaminants and gives better degradation performance (Wang et al., 2018). At low HRT, the feed flow rate is high and it results in the decrease of pollutant degradation. Also, leaching of Fe is initiated from support material surface due to the higher drag force created by the collisions of the fluid and support material (Zolfaghari et al., 2019). In FBR, the controlled flow rate may influence the fluidization (Tisa et al., 2014). Therefore, the feed flow rate and HRT need to be balanced to acquire the optimum conditions for both the processes.
Bed height
Bed height is directly proportional to the catalyst/support material dosage. With an increase in the bed height, H2O2 gets more exposure to the heterogeneous catalyst. This produces more free radicals due to H2O2 decomposition and leads to more pollutant degradation (Wang et al., 2018). Vu et al. (2019) found that the rate of reaction decreases after increasing the catalyst dosage from 0.5 g/L to 0.6 g/L, but the degradation efficiency remains the same for both the catalyst dosage. They explained it was attributed to the “quenching of hydroxyl radicals (•OH) by excess iron ion in the reaction process” represented in Equation (8). In FBR, the Umf may be affected by the bed height of the carrier materials (Delebarre et al., 2004).
The phase of the FBR
FBR can be operated based on the phases that is, 2 phase and 3 phase. Two phase signifies a solid-liquid fluidized bed where solid is the carrier material or catalyst and fluidization is achieved by the fluidizing media as wastewater to be treated. In 3-phase FBR, solid-liquid-gas is used simultaneously. Although the 2-phase FBR is quite easy to operate, 3-phase FBR system is widely used as they provide more advantages over the 2-phase system. When a gas is introduced in a 3-phase system, it gives additional merits such as more turbulence in the bed, better contact between the phases, and less energy requirement to fluidize the bed. It helps in uniform mixing and mass transfer intensification (Tisa et al., 2014).
Application of Packed Bed and FBF Process for the Treatment of Wastewater
Pharmaceutical and pesticide manufacturing industry
The pharmaceuticals are consumed for better health of human and animal beings and pesticides are used for the control of bugs in crops and households. Both industries have a major role in environmental pollution as they produce wastewater having complex pollutants. The strict discharge limits have forced mankind for the application of hybrid techniques like Fenton oxidation followed by fluidized bed and PBR. Table 3 gives an idea about the utilization of hybrid technique.
Utilization of Fluidized Bed Fenton and Packed Bed Fenton Process for Pharmaceutical and Pesticide Manufacturing Industry Effluent Treatment
FBF process for the treatment of pharmaceutical and pesticide manufacturing industry effluent
Acetaminophen (ACT) broadly is used as a drug. FBF process has been successfully applied for the treatment of wastewater, which contains ACT. Briones et al. (2014) studied the ACT removal in the FBF process for synthetically prepared wastewater by Box-Behnken design (BBD) and 97.83% efficiency was obtained at the optimum operating conditions of pH 3.22, [Fe2+] 0.06 mM, and [H2O2] 19.87 mM. De Luna et al. (2013) reported two-stage ACT degradation. The first stage is the Fe2+/H2O2 reaction, while the second stage is a Fe3+/H2O2 reaction. They observed that the ACT removal was faster at the initial 40 min of reaction. The presence of nonaromatic organic acid effect was also studied by both of them. They found that malonic and oxalic acid have an inhibitory effect on ACT degradation, which resulted in the formation of highly stable iron complexes. Therefore, Fe3+ is unable to regenerate Fe2+ by reductive dissolution of iron oxides. This reduces the precipitation of iron oxide on the carrier surface, which affects the heterogeneous Fenton oxidation inside the reactor.
Nitrobenzene is mostly used for pesticide, polymer, and pharmaceutical production. It contains a benzene ring with a nitrogen functional group. This compound is labeled as a dangerous waste, being a human carcinogen (Ratanatamskul et al., 2010a). Therefore, nitrobenzene removal from wastewater is necessary before its discharge. Ratanatamskul et al. (2010a) studied the impact of inorganic ions such as chloride, dihydrogen phosphate, and nitrate on the nitrobenzene degradation in the FBF process. It was found that chloride and dihydrogen phosphate ions decrease the oxidation rate, while nitrate has no such effect on the nitrobenzene degradation. Anotai et al. (2009) removed nitrobenzene through traditional Fenton and FBF process by using metal oxide as a carrier. They observed that at lower Fe2+ concentration (0.5 mM), traditional Fenton process is faster than the FBF process. However, by increasing the Fe2+ concentration up to 2 mM, the removal rate in both the processes was the same. Nevertheless, FBF process is able to eliminate 30–65% of ferric hydroxide sludge by iron precipitation on the carrier surface.
2,6-Dimethylaniline (2,6-DMA) is another noxious compound used by the pharmaceutical and pesticide industries. It cannot be easily degraded by biological treatment, so AOP is the best alternative. Ratanatamskul et al. (2010b) compared the FBF process and conventional Fenton process for 2,6-DMA degradation, the FBF process gave better efficiency. Better degradation plus less sludge formation were achieved at pH 3. However, at pH 4, a decline in 2,6-DMA removal was detected due to Fe(OH)3 generation. This is attributed to the lowering of H+, which decreases the production of •OH by inhibiting the H2O2 decomposition. With rising pH, the oxidation potential of •OH also decreases (at pH 0, E = 2.8V and at pH 14, E = 1.95V). Boonrattanakij et al. (2011) performed the FBF process for 2,6-DMA, aniline degradation by using different carrier materials and they observed faster precipitation of iron sludge onto the CS than SiO2. This is due to the distinct surface properties or presence of Al2O3, SiO2, K2O, and Fe2O3 compounds in CS. Authors also studied the degradation of pollutants by the FBF process with homogenous and heterogeneous catalyst. Less amount of heterogeneous catalyst (goethite) yielded complete aniline removal within 120 min. They suggested that exchanging some quantity of iron-coated carrier with the fresh carrier material can be effective for iron removal as the crystallized iron hinders further crystallization rate.
Anotai et al. (2010) investigated one-step and two-step H2O2 addition for aniline degradation with electro-Fenton and FBF process. In one-step H2O2 addition, 58 mM H2O2 was added once at the beginning, while in two-step H2O2 addition, 43 mM H2O2 was added at 0 min, and after 10 min, 15 mM H2O2 was introduced into the reactor. They observed that one-step H2O2 addition was efficient than a two-step addition for the FBF process. This is probably due to the low residual H2O2 that retards the formation of •OH by the two-step addition. However, the FBF process offered better mineralization efficiency than the electro-Fenton process.
Lacson et al. (2018) successfully removed imidacloprid (IMI) through the FBF process by using SiO2 carrier and the optimal conditions were evaluated by varying Fe2+, H2O2, and propylene glycol (PG), a common excipient concentration. IMI was fully degraded after 120 min of treatment, the optimum PG concentration was 0.4 mM. Further increase in the concentration resulted in a decline in IMI degradation due to the reaction with •OH and PG.
Degradation of a widely used pesticide, that is, cartap, was investigated by FBF and conventional Fenton process, and BBD was used to optimize the operational parameters (De Luna et al., 2020). FBF process provided better chemical oxygen demand (COD) and total organic carbon (TOC) removal than conventional Fenton process, owing to the action of crystallized iron oxide as heterogeneous catalyst. They concluded that the complications occur in the wastewater treatment due to the interference of inorganic ions like phosphate, nitrate, and chloride. They also observed that nitrate did not disturb the treatment efficiency, while chloride formed complex with Fe3+ and reduced the kinetics of •OH formation. So this can increase the HRT. However, phosphate showed negative effect on the Fenton reaction as it hampered the Fe2+ regeneration by forming Fe3+ precipitates. So, before any Fenton-related treatment, phosphate should be removed.
PBF process for the treatment of pharmaceutical and pesticide manufacturing industry effluent
Diclofenac is a globally consumed drug and harmful compound, which can affect the aquatic ecosystem. Oral and Kantar (2019) studied both the batch and column Fenton process on the diclofenac removal by using pyrite as a catalyst. They obtained 100% removal of that compound and 60% TOC reduction in the PBF process for the diclofenac initial concentration 100 mg/L, catalyst dosage 1 g/L, and H2O2 dosage 0.3 M at 5 pH. They also observed that dosing of excess catalyst can create a scavenging effect in the PBR.
Both fluidized bed and PBF processes showed more than 90% removal efficiency for various pollutants present in the pharmaceutical and pesticide manufacturing industry.
Dye wastewater
The dye is used in industries like textiles, paper, paint, food, leather, hair coloring cosmetics, and printing as a coloring agent. These industries produce colorful effluent having toxic, nonbiodegradable, and hazardous contaminants, which affect the environment as well as the ecosystem (Farshchi et al., 2019). So it needs to be treated according to the standards set for the discharge limit. Table 4 shows some of the work done in FBR/PBR followed by the Fenton process for the dye wastewater treatment.
Utilization of Fluidized Bed Reactor and Packed Bed Reactor Fenton Process for Dye Degradation
FBF process for the dye degradation
Su et al. (2011b) examined the degradation of dyes like Reactive Black 5, Reactive Orange 16, and Reactive Blue 2. COD removal was investigated in their study from the synthetic wastewater by FBF process using either SiO2 or Al2O3 as carriers. They observed that H2O2: Fe2+ ratio plays a vital role in the dye decolorization. More than 95% decolorization and 30% COD removal were achieved for each dye with 1 mM initial concentration within 100 min under the same operating conditions. Both SiO2 and Al2O3 resulted in similar decolorization efficiency, but SiO2 has faster kinetics as the reactive dyes get adsorbed on the alumina surface, which decreases the degradation rate. They also studied the degradation of real textile wastewater by using SiO2 as a carrier; 97% of color and 86.7% of COD removal were achieved using the optimum ratio of [COD]: [Fe2+]: [H2O2] = 1:0.95:7.94 at pH 3 (Su et al., 2011a). Change in color of carrier material from gray to brown was found at pH 3, indicating crystallization of iron sludge onto its surface.
Farshchi et al. (2019) compared the removal of AY 36 through fluidized bed and stirred tank reactors by a heterogeneous Fenton catalyst pyrite instead of carrier material, and computational fluid dynamics (CFD) simulation was tested for both the processes. FBR showed a removal efficiency of 93.7% for initial concentration of 10 mg/L, higher than stirred tank reactor efficiency. As there is more turbulence in the FBR, the contact frequency is higher between the catalyst and other species inside the reactor. They also confirmed the experimental results through CFD simulation results. Kinetics and mass transfer modeling for AY 36 degradation in FBR were studied by the heterogeneous Fenton process (Farshchi et al., 2018). Dissolved oxygen (DO) concentration at an effective reaction time could improve the process performance. DO concentration took a key role in the degradation of AY36 and the dye removal reached a steady state when DO concentration approached its higher value. Aghdasinia et al. (2016) examined the dye degradation by FBF process using pyrite as catalyst and estimated the removal efficiency by central composite design. Percentage degradation achieved was 100% under the optimal conditions of pyrite 0.4 g/L, AY36 5 mg/L, and H2O2 1.7 mM at pH 3.7 after 100 min of treatment time. Khataee et al. (2018) also used pyrite to study the removal of AY 36 in a semipilot scale FBF process. Under optimized conditions, 92% decolorization was achieved by using 0.6 g/L pyrite within 120 min. The pyrite can be used for long-term FBF application as stability was confirmed by using it in five repetitive runs and negligible amount (0.6 ± 0.05 mg/L) of iron leaching after each run was observed.
Cheng et al. (2014) examined phthalocyanine (PCS) dye degradation through the photo-assisted FBF process using activated alumina-supported iron oxide (Fe(II)/γ-Al2O3) as catalyst. Degradation of PCS was obtained as 95% with initial concentration of 10 mg/L when the catalyst was irradiated under six UV tubes (wavelength 254 nm each) in the presence of H2O2. After three runs, the catalytic activity got decreased due to the iron leaching. Approximately 6.22 wt% of iron concentration was reduced in the catalyst. Wang et al. (2015) used the by-product of bio-treated tannery wastewater, that is, iron oxide, as the photocatalyst in an FBR connected with 15 W UV lamp for the degradation of Orange G. Ninety two percent decolorization and 78.9% TOC removal were obtained under 50 mg/L OG, 25 mg/L H2O2 concentration, and 6 g/L iron oxide at pH 3.
PBF process for dye degradation
Zolfaghari et al. (2019) examined the elimination of malachite green (MG) from aqueous solution in a PBR by using a magnetic biocatalyst made up of GOx-enzyme/Fe3O4/TiO2 on natural kissiris support. They observed 99.1% decolorization of 20 mg/L MG solution in 60 min in a recirculated mode with a flow rate of 250 mL/min. They also investigated the hydrodynamics of the PBR through CFD simulation.
Duarte et al. (2013) treated real textile effluent and a model dye Alcian Blue-tetrakis (methylpyridinium) synthetic wastewater by the heterogeneous Fenton-like process in a PBR filled with a catalyst based on activated carbon impregnated with iron (AC/Fe). They achieved 93.2% of decolorization and 54.1% of TOC removal for 0.01 mM initial concentration of model dye under optimum conditions. For the real textile effluent, the color removal was 96.7% and 73.6% TOC removal was obtained in 180 min. They observed very low iron leaching, that is, 1.25% of the total Fe initially present in the catalyst, leached in 60 h of the operation period.
Mesquita et al. (2012) analyzed the degradation of Chicago Sky Blue (CSB) by the Fenton-like process and the operation was carried out in a PBR. Fe-impregnated AC was used as a catalyst. They found that an increase in temperature resulted in an increase in the removal and mineralization of the dye, but it adversely affects the iron leaching from the catalyst. Eighty-eight percent dye degradation and 47% TOC removal were achieved with very less iron leaching (0.4 ppm) under the optimized conditions of 50°C temperature, pH 3, 0.012 mM CSB, the mass of catalyst/feed flow rate 4.1 g min/mL, and 2.25 mM H2O2 feed concentration.
Modak et al. (2020) investigated the decolorization of methyl orange in a continuous rotating PBR followed by homogenous Fenton process. Fifteen percent drop in the decolorization efficiency was noticed by increasing the feed flow rate from 0.25 L/min to 1.5 L/min. This is due to the decrease in HRT with rise in feed flow rate. Furthermore, with increase in bed height from 1.5 cm to 6.75 cm, the decolorization efficiency was enhanced by 16%, attributing to higher HRT in the reactor. They also compared rotating PBF with PBF process and noted a higher value of pseudo-first-order kinetic constant than PBF.
The methylene blue dye (100 mg/L initial concentration) removal through continuous PBF process using different wt% of iron incorporated on AC was studied by Punathil et al. (2020). The AC incorporated with 10 wt% iron provided maximum dye removal of 70% under optimized operational parameters. In addition, they studied the effect of temperature on dye removal and observed that with increase in temperature, the dye removal also increases. This is possibly due to the more amount of •OH generation with increase in solution temperature.
Overall, the performance of FBF and PBF processes for the color removal from the dye containing wastewater demonstrates to be a good alternative than other conventional treatment methods and emboldens the researchers to perform more studies to elucidate the possible industrial application of this hybrid process.
Hazardous pollutant content wastewater
There are some common organic compounds like phenol, bisphenol, and benzalkonium chloride (BAC) found in the effluent of various industries. These pollutants are highly noxious and conventional treatment processes cannot degrade them completely. So the advanced oxidation process is suitable for the degradation of these pollutants. In literature, FBF and PBF processes showed appreciable efficiency in the removal of these pollutants. Table 5 gives an overview of the work done in this area.
Utilization of Fluidized Bed Reactor and Packed Bed Reactor Fenton Process for Hazardous Pollutant Removal
FBR, fluidized bed reactor; PBR, packed bed reactor.
FBF and PBF process for the degradation of hazardous contaminants in wastewater
Phenol is a common organic compound globally utilized in industrial manufacturing processes. It is categorized as toxic, carcinogenic compound and also mutagenic to gene structures. Huang and Huang, (2009) examined phenol degradation in a photo-assisted FBF process by using immobilized iron oxide on silica (SiG2) as a photocatalyst illuminated under 13 W UV. It was observed that the pH first dropped from 4 to 2.8, and then it rose. During the phenol degradation, intermediates like oxalic acid, acetic acid, and formic acid formation occur, which attributed to the decrease in pH along with Fe3+ dissolution. Rise in pH indicated that complete mineralization of phenol occurs and carboxylic acids get converted to H2O or adsorbed by SiG2. This process efficiently removed phenol, and iron leaching from SiG2 was also decreased due to the decomposition of oxalic acid carried out by the photolysis of Fe3+-oxalate complexes under UV-light. Zhou et al. (2012) studied the degradation of 100 mg/L initial concentration phenol solution using gas-liquid FBF process; 96% phenol degradation was obtained by using Fenton reagents, [H2O2]/[Fe2+] = 4:1 at pH 4 in 30 min. They noticed that higher the gas flow rate corresponds to, the lower the mass transfer; thus, the rate of phenol removal was decreased. Shao and Chen (2017) studied the phenol degradation by the PBF process using iron nanoparticles embedded on organized mesoporous carbon (Fe-OMC) as catalyst. They observed that the feed flow rate and bed height have a significant influence on the pollutant degradation, 100% degradation was achieved for 1 g/L phenol within 7 h with very less iron leaching (10–20 mg/L).
In the manufacturing process of polycarbonate plastics and epoxy resins, Bisphenol A (BPA) is used. A low amount of BPA concentration in the body can affect the metabolism of natural hormones. Li et al. (2015) used waste iron oxide (by-product of bio-treated tannery wastewater) in a 3-phase FBR along with the photo-Fenton-like process for the mineralization of BPA with 0.05 mM initial concentration. With the very less amount of catalyst irradiation under 15 W UVA-lamp, 90% of TOC removal was achieved with no iron sludge formation. Xu et al. (2019) removed BPA in a PBR through combined adsorption and heterogeneous Fenton-like process with the help of magnetic sepiolite composite (Fe3O4-Sep). The BPA was adsorbed onto the composite through electron transfer as well as π-π interaction. The addition of H2O2 resulted in •OH formation, which decomposed the sorbed BPA and aqueous BPA species also. Ninety-seven percent degradation was achieved in the first run for 50 mg/L of BPA, and then the efficiency was decreased due to the degradation of product adsorption on active sites.
BAC is a ternary ammonium compound globally used in industries and households; it is toxic for the ecosystem. So it needs to be treated before its disposal. Wang et al. (2018) prepared iron-activated carbon–bentonite–alginate beads (Fe◦/C-BABs) to treat BAC through the PBF process. They used persulfate (PS) as an oxidizing agent and obtained 93.3% BAC removal under optimal conditions pH 7, BAC 50 mg/L, PS 100 mM, bead weight 30 g, PS flow rate 25 mL/h, and BAC flow rate 225 mL/h. It was also observed that increasing BAC flow rate results in the decrease of pH, which promotes iron leaching.
Due to the wide use of silicon in rubber coating purposes and the cosmetic industry, globally, silicon manufacturing has been increased. Silicon-laden wastewater contains high amount of organics. Therefore, COD and TOC are also high for this effluent, which affect the aquatic ecosystem. Liu et al. (2014) examined the degradation of real silicone wastewater through the FBF process by using different carrier materials like quartz sand, brick particles, and granular activated carbon having a diameter of 0.5, 0.8, and 0.7 mm, respectively. The performance of quartz sand in terms of bed expansion, degradation rate, and iron sludge precipitation was better than the other two carriers. Ninety-five percent COD, 85% TOC, and 26% total iron removal were obtained under optimal conditions of H2O2/COD 2.6:1 and H2O2/Fe2+ 13.6:1 at pH 3.5 in 60-min HRT.
Dimethyl sulfoxide (DMSO) is a sulfur-based solvent, widely used in the TFT-LCD industry. According to the International Chemical Safety Cards of the National Institute for Occupational Safety and Health, inhalation of it causes symptoms like headache, nausea, vomiting, and dizziness. Bellotindos et al. (2014) carried out a comparative study for DMSO removal from the synthetic wastewater by conventional Fenton and FBF process. They found optimum conditions for the target pollutant degradation using BBD. Ninety-eight percent degradation of 1 mM DMSO was obtained by the FBF process, higher than the conventional Fenton. Thirty-five percent COD, 25% TOC, and 45% iron removal were achieved in the FBF process. The predicted degradation was 96%, very close to the experimental result of 98%. Matira et al. (2015) and Chen et al. (2016) both focused on DMSO removal under the optimum conditions of 5 mM DMSO, 68.97 g/L SiO2 carrier, 5 mM Fe2+, and 32.5 mM H2O2 at pH 3. Matira et al. (2015) achieved 96.07% DMSO and 42.25% TOC removal under optimized conditions through the FBF process, while conventional Fenton process resulted in 93.67% DMSO and 34% TOC removal. In the FBF process, 35% sludge removal was noticed due to the precipitation of Fe(OH)3 on the carrier surface. Sludge removal plays an important part in the heterogeneous Fenton reaction and resulted in 8.25% more TOC removal than conventional Fenton process. Chen et al. (2016) carried out the kinetic study of DMSO degradation by FBF process and reported pseudo-zero-order kinetics for the first 3 min, where no intermediates were present. After that, the degradation fit well pseudo-first-order up to 120 min. Wu et al. (2006) studied the DMSO degradation through the PBF process by using silica-supported goethite (α-FeOOH) heterogeneous catalyst. It was found that the change in pH affects the degradation efficiency and it is not due to the oxidizing agent. However, it may be attributable to the change in surface functional group of the catalyst at different pH. More than 80% degradation was obtained at pH 5 under optimum conditions.
The FBF process was used for the treatment of real screw manufacturing wastewater and the effect of Fenton's reagent feeding mood on the degradation performance was evaluated by Boonrattanakij et al. (2018). They observed COD reduction was superior in case of single H2O2 feeding mode than feeding the same amount of H2O2 divided in three dosing modes. This is because the available Fe2+ was consumed completely in the first dose of H2O2; further dosing of H2O2 consumption was regulated by slower Fenton-like reaction. On the other hand, feeding the required Fe2+ divided in three dosages enhanced the COD removal efficiency by 10%. However, further splitting the Fe2+ dosage in four steps decreased the COD reduction due to lower Fe2+:H2O2 ratio and •OH was consumed by H2O2 as represented in Equation (5).
Suraj et al. (2019) studied the COD removal from pulp and paper industry effluent in a PBR of diameter 2.54 cm and height 20 cm with the copper ferrite (CuFe2O4) catalyst through heterogeneous Fenton process. They used the Taguchi optimization method for the experimental design; 78% of COD removal was achieved at the optimal conditions. Less than 2 ppm of iron and 5 ppm of copper leaching were observed and more leaching of catalyst has a negative effect on the COD removal. Anotai et al. (2018) also treated paper and pulp wastewater and examined the factors affecting iron removal in an FBF process utilizing CS as a carrier. FBF process effectively removed the 59% COD, 79% color, and 58% total iron of paper and pulp secondary effluent within 60 min using 307.7 g/L CS at 100% bed expansion. When the carrier amount was doubled with lowering the bed expansion to 50%, a slight decline in the removal performance of COD and color was observed. The total iron removal was enhanced by 8% and the HRT was shrunk to 15 min. So iron removal efficiency depends on the quantity of carrier material available along with HRT.
Economical Analysis for the Fenton Process Coupled Packed Bed or Fluidized Bed Reactor
For adoption of any technology to large-scale use, it requires both the technical and economical feasibility of the process. The technical feasibility of the Fenton process coupled with packed bed or fluidized bed for the treatment of various pollutants has been reported by many researchers. However, the economic feasibility of the FBF or PBF process for wastewater treatment was rarely reported. Treatment cost of different pollutants using Fenton-related process depends on various aspects such as oxidant, catalyst, or carrier (source, modification/synthesis, and stability), coupling with FBR or PBR and the supply of energy. In this study, mostly the methodology for the capital cost estimation has been discussed. Tisa et al. (2014) explained it very well; kinetic rate constant and order of the reactions are used in Equations (9)–(11) to evaluate the time taken for 90% degradation (t90) of organics from its initial concentration and considered it as HRT.
For sample calculation, the phenol wastewater follows first-order reaction with degradation rate constant of 0.0106 min−1 for Fenton process. Therefore, using Equation 10, HRT was obtained after 90% degradation as 217.2 min. The reactor capacity (X) was calculated by multiplying the feed flow rate (say 2.5 L/min) into the reactor with HRT. Capacity = 217.2 min × 2.5 L/min = 434.45 L. From the literature, the average energy supplied (EA) for one cycle treatment by Fenton process was 0.012 kW. So total energy consumption to treat X (L) volume wastewater can be evaluated by multiplying X with energy density. The energy density (ɛ) can be evaluated by Equation (12).
Energy density = 0.012 kW/0.405 L = 0.029 kW/L. Therefore, total energy consumption = 434.45 L × 0.029 kW/L = 12.59 kW.
Tisa et al. (2014) got the energy required (E) for one commercial Fenton unit from the collected quotation. Then, the amount of energy supplied for all commercial Fenton units can be calculated with Equation (13).
The cost of the Fenton unit combined with the cost of FBR or PBR unit will provide capital cost of these hybrid systems. The capital cost can be calculated based on the cost of FBF or PBF reactor, piping, valves, electrical cost, operating and maintenance cost, engineering cost, and so on. Tisa et al. (2014) enlisted cost of FBR- Fenton system to treat various pollutants. The capital cost depends upon pollutant, type of AOP, and scale-up. The cost of FBR coupled with Fenton process was comparatively less than other AOP systems. Tisa et al. (2014) assumed the feed flow rate (3 L/min) and obtained the cost of FBR coupled with Fenton process as 178 USD for treating phenol for a capacity of 30L. For reactive azo dyes, the Fenton unit cost was 15686 USD and 19 USD for capacities of 2647.1 L and 3.27 L. For TFT-LCD, the capital cost was 3677 USD for a capacity of 394.8L. The capital cost for FBF process to treat 1000 gallons of wastewater with 90% degradation efficiency is estimated in Table 6 by combining the above Fenton unit costs for different pollutant degradation with assumed Fluidized bed cost, that is, 10,000 USD. As the cost depends on ɛ, the capital cost for PBF process will be slightly less than the FBF process as fluidized bed needs more energy to be fluidized. Over the years, the capital cost is amortized at a given amortization rate. So the amortized capital cost (A) can be calculated by Equation (14), where 1.2S is the total capital cost, r is the annual discount rate, and n is the project life.
Capital Cost Estimation for Fluidized Bed Fenton Process
It is also important to note that the cost of new technology in its development stage is high initially and as the technology matures with due course of time, the cost reduces.
Conclusions and Recommendations
This article was attempted to highlight the basic principle of the Fenton process and its limitation, which include excess sludge formation and leaching of catalyst. Previous literatures reflect that the coupling of FBR or PBR with the Fenton oxidation enhances the degradation efficiency and assists in overcoming the limitations of the conventional Fenton process. It has been observed that minimum 30% sludge reduction and at least 15% enhanced degradation efficiency along with complete mineralization can be achieved by these hybrid systems. These strategies are cost-effective, eco-friendly, and helpful in process intensification,
It is pertinent to note that the extensive work has been discussed on the degradation of pollutants in hybrid systems, but only few researchers have focused on the optimization and process intensification of the complete processes. Most of the researchers have focused only on the Fenton-related influential parameters such as pH, catalyst dosage, and oxidant concentration for treatment efficiency. The complete process optimization has additional merits to the system, which can be helpful for intensification of Fenton reaction. The complete process optimization includes fluidized bed and fixed bed parameters such as minimum fluidization velocity, pressure drop, carriers, bed height, and mass transfer and heat transfer characteristics, with traditional Fenton operating parameters. These possible strategies have been very less employed and need to be considered for better treatment efficiency. The key element in FBR and PBR is carrier material/support material. As the bulk amount of support material is required in these processes, the cost of the material should be lower. Otherwise it will not be suitable for large-scale industry. Most of the researchers have used SiO2 and Al2O3 as a carrier and more emphasis should be given for new, easily available, and cheaper carrier materials. There is lot of scope in considering the parameters such as surface characteristics, elemental composition, shape and orientation of the material, particle size, packing pattern of the bed, and regeneration of the catalyst. These parameters are very important, which deserve further attention. As very few researches are reported so far in the PBF process for organic pollutant removal, future studies should be targeted on these core points.
As industries are adopting zero-discharge policies for environmental protection and sustainable development, the scale-up of hybrid techniques is important for large-scale application. Scale-up of any technique requires technical analysis along with cost estimation. However, most of the researchers did not analyze the processes economically, hence there is a need to focus on cost estimation of the FBF and PBF process. This review article provides prerequisite knowledge about the fluidized bed, packed bed, and their principles along with capital cost estimation.
Footnotes
Author Disclosure Statement
No competing financial interests exist.
Funding Information
No funding was received for this article.