
Abstract
To solve the problems of difficult treatment of desulfurized gypsum and overmining of limestone, a kind of lime/gypsum flue gas desulfurization (FGD) collaborative desulfurized gypsum resource utilization process (LCS) was proposed. The system mainly includes the LCS-LFGD (lime/gypsum flue gas desulfurization system), LCS-C (desulfurized gypsum reduction calcining process), and carbon monoxide-coupled activated carbon reduction of SO2 to sulfur process (LCS-S). Taking a typical wet FGD unit of 300 MW power plant in China as an example, the limestone/gypsum flue gas desulfurization system (L-FGD) process was compared with the LCS by using the method of life cycle assessment and life cycle cost (LCC). The result shows that the overall environmental impact of the LCS is 0.2913. The environmental impacts of LCS-LFGD, LCS-C, and LCS-S were 0.1322, 0.1543, and 0.0048, respectively. Both LCS-LFGD and LCS-C are the key processes in this case study, and electricity consumption and coal gas consumption are the key substances in each key process. LCC analysis showed that although the initial investment of LCS was 4.32 × 106 USD ∼5.76 × 106 USD more compared with L-FGD, the running cost of LCS was 1.41 × 106 USD per year lower compared with L-FGD. Besides, the cost of ore mining, the quality of calcined products, and environmental protection policy will affect the financial cost of the process.
Introduction
In China, about 62% of electricity is produced by fossil fuels, and coal is the main contributor (Yuli et al., 2018). The environmental impact of the electricity generated by these fuels is significant (Mu et al., 2015). Flue gas desulfurization (FGD) is the most common process for reducing air pollution from burning flue gas in large-capacity power plants, but the process involves producing a large number of by-products (hydrated sulfates or sulfites) with the appearance of solid or sludge (Xu and Hou, 2010). The result of using these processes is to change the physical state of the waste from gaseous to solid or sludge (Álvarez-Ayuso et al., 2006).
In China, 85% of the industrial desulfurization units adopt the limestone/lime/gypsum flue gas desulfurization technology, with an annual output of about 100 million tons of desulfurized gypsum. This technology has the advantages of high desulfurization efficiency, stable operation, and mature technology (Srivastava and Jozewicz, 2001; DePriest and Gaikwad, 2003). However, the single FGD method determines that the FGD process needs to consume a large amount of limestone in China. Excessive limestone mining has destroyed a lot of vegetation and seriously threatened the ecological environment.
Moreover, the by-product of desulfurization is low-quality desulfurization gypsum, which has low value and is difficult to use. Industrial by-product gypsum is piled up in large quantities, which not only occupies land, but also wastes resources, and the acid and other harmful substances are easy to cause pollution to the surrounding environment. The cement industry can consume part of desulfurized gypsum in recent years, but the amount of consumption is far from enough to solve the problem of desulfurized gypsum pollution.
The industrial by-product gypsum resource recycling project fully conforms to the overall direction of environmental protection and circular economy policies, but due to the influence of technology, standards, market costs, and other factors, the project development of these kind of projects is relatively slow. At present, the global industrial by-product gypsum utilization is less, and 90% of them are low end and low value added (Han et al., 2014). The utilization rate of FGD gypsum is about 50% in Europe and China, and the majority of FGD gypsum is used as basic building materials such as gypsum board. Although the utilization rate of phosphogypsum and desulfurized gypsum in Japan is over 90% due to the shortage of natural gypsum resources, the total amount is relatively small, and it is also used in low-end low-tech areas such as construction materials (Chu et al., 2008; Shu-Gang et al., 2009).
To solve the problem that desulfurized gypsum is difficult to deal with and to find a way to utilize desulfurized gypsum as a resource, the reduction calcination technology of desulfurized gypsum has been of wide concern in recent years. The desulfurized gypsum is directly calcined in reducing atmosphere to produce quicklime and high-concentration SO2 flue gas. Quicklime can be recycled as desulfurizer, and can also be used in other aspects according to the actual demand. As the raw gas of sulfur products, high-concentration SO2 flue gas can be used to produce sulfur, liquid SO2, or sulfuric acid. The main component of desulfurized gypsum is CaSO4·2H2O, which is relatively stable.
Many researchers have studied the calcination technology of calcium sulfate in depth. Okumura et al. (2003) studied the reduction and decomposition process of waste CaSO4. The results showed that CaSO4 had the best regeneration effect on CaO in the CO-CO2-N2 atmosphere, and it was strongly dependent on the CO/CO2 concentration ratio. At 1,273 k, in the atmosphere of 2 vol% CO and 30 vol% CO2, the apparent conversion rate of CaSO4 decomposition into CaO was 0.91. On the other hand, CaS is mainly generated in the CO-N2 atmosphere. The adsorption capacity of CaO generated by calcination of CaSO4 on SO2 is higher compared with CaO generated by calcination of limestone.
Oh and Wheelock (1990) confirmed various reaction states when CaSO4 was treated with the mixture of CO, CO2, SO2, and N2 at 1,150°C employing thermogravimetric equipment. It was found that the final product distribution depended on the reduction potential of the gas (PCO/PCO2), and at a low reduction potential (<0.10), CaSO4 was completely converted to CaO. Diaz-Bossio et al. (1985) studied the reduction and decomposition of calcium sulfate by carbon monoxide and hydrogen. It was found that high temperature and low reduction potential are favorable for the formation of CaO. The reduction decomposition of CaSO4 is a first-order reaction with H2 and CO as gas reactants. The activation energy of CaSO4 is 242 kJ/mol for CO reduction and 288 kJ/mol for H2 reduction.
Various reducing agents, such as carbon monoxide, hydrogen, and methane, and carbon materials, have been investigated for SO2 reduction reaction (Humeres et al., 2003, 2008). Compared with the oxidation of SO2 to produce sulfuric acid, direct reduction of SO2 to elemental sulfur provides a promising way to recover sulfur resource from flue gas, overcoming the drawbacks of sulfuric acids, such as difficulties in transport and storage (Liu et al., 2003; Li et al., 2008). The direct reduction of SO2 to elemental sulfur can be potentially applied to the case where SO2 is isolated or concentrated using a proper adsorption/regeneration system (Krzywanski et al., 2015; Lahijani et al., 2015).
Some researchers studied the reaction mechanism of CO-coupling carbothermal reduction of SO2 to prepare sulfur (Feng et al., 2014, 2017; Xia et al., 2020). It is found that CO-coupled activated carbon can effectively convert SO2 into sulfur, and can obtain high SO2 conversion rate and sulfur yield. Different from the multistage Claus plant, this recovery method of sulfur can be achieved in a single-stage catalytic converter, potentially decreasing the cost and facilitate the commercialization of dry regenerative flue gas cleanup processes.
At present, life cycle assessment (LCA) and life cycle cost (LCC) have been applied to the evaluation of flue gas treatment in power plants. Feng et al. (2014) compared circulating fluidized bed (CFB)-FGD and wet flue gas desulfurization (WFGD) with the LCA method. The results show that WFGD is more environmentally friendly and energy saving than CFB-FGD. It was also found that the environmental impact of the operation stage is much greater compared with the construction stage. Xu and Hou (2010) combined LCA and LCC to evaluate the FGD system of a coal-fired power plant. The results show that the main cost of FGD is in the construction stage.
Cui et al. (2018) used the integrated method of LCA and LCC to analyze and compare the environmental and economic benefits before and after the transformation of ultraclean emission of 315 MW units. The analysis shows that the desulfurization and the flue gas discharged after treatment are the key processes in this case study, and the electricity consumption and residual mercury in the flue gas during the desulfurization process are the key substances. Deng et al. (2015) analyzed the life cycle and sustainability of the WFGD process. The results show that the limestone/gypsum WFGD technology is not sustainable due to the energy structure and environmental status in China.
The technology of flue gas circulation and cascade utilization is worthy of demonstration and promotion. Therefore, it is necessary to assess the limestone/gypsum FGD process and the lime/gypsum FGD collaborative desulfurized gypsum resource utilization process using LCA.
A kind of lime/gypsum FGD collaborative desulfurized gypsum resource utilization process is put forwarded in this research. The process consists of three systems, that is, LCS-LFGD (lime/gypsum flue gas desulfurization system), LCS-C (desulfurized gypsum reduction calcining process) and LCS-S (sulfur preparation system of calcining flue gas). In LCS-LFGD, quicklime is used as a desulfurizer to absorb SO2 in flue gas, and desulfurized gypsum is produced as a by-product. Desulfurized gypsum produces quicklime and high-concentration SO2 flue gas by the LCS-C, and quicklime is used as desulfurizer for circular desulfurization. Sulfur was prepared from high-concentration SO2 flue gas by the LCS-S.
Taking the FGD system of 300 MW coal-fired unit in China as an example, the environmental and economic benefits of the limestone/gypsum flue gas desulfurization system (L-FGD) and the LCS were comprehensively evaluated. The key processes and key substances of LCS were determined and the analysis results were used as the basis for further improvement. This study provides a theoretical reference for reducing the environmental impact and cost saving of the LCS. The life cycle inventory established in this study provides data for the application and improvement of the LCS in the future.
Description of the FGD Process
Limestone/lime/gypsum FGD process
The flowchart of the FGD technology of the limestone/lime/gypsum process is shown in Fig. 1. The principle is to use limestone or quicklime slurry as a desulfurizer to wash the flue gas containing SO2 in the absorption tower. The chemical reaction between SO2 and the alkaline substance in the slurry will generate calcium sulfite and calcium sulfate, to remove SO2 in the flue gas. Air is blown into the slurry to oxidize calcium sulfite to calcium sulfate. The solid substance in the slurry is separated from the slurry continuously and the by-product of gypsum is formed after concentration (Kuroda et al., 1984). The gypsum slurry discharged from the absorber is dehydrated by concentration, so that the water content is less than 10%.
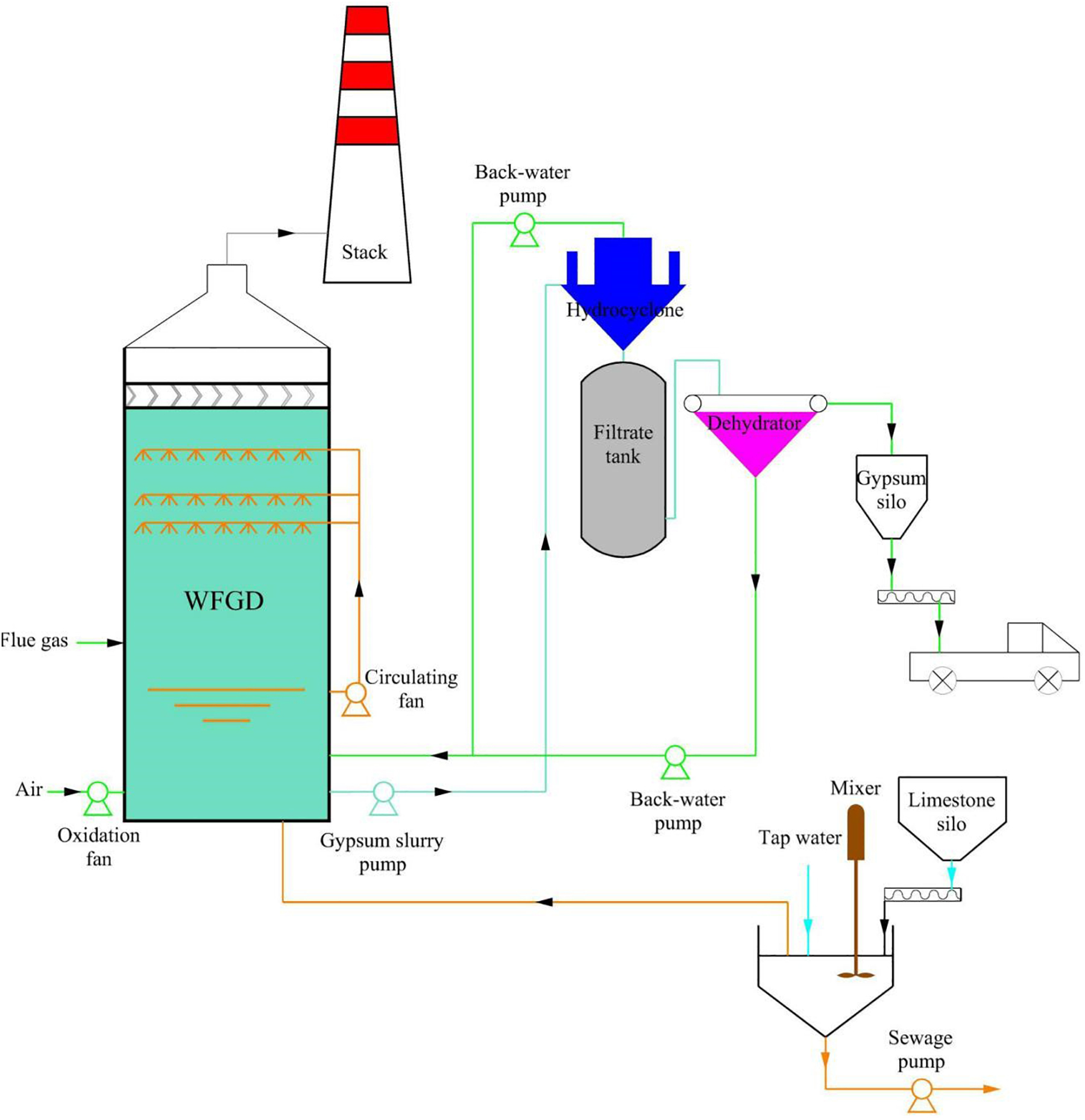
Flowchart of the FGD process of limestone/lime/gypsum. FGD, flue gas desulfurization; WFGD, wet flue gas desulfurization.
Since the absorber has a slurry circulation system, which can ensure the slurry and flue gas in full contact, the desulfurization efficiency can reach more than 95%. The process flow of limestone/gypsum flue gas desulfurization is the same as that of lime/gypsum flue gas desulfurization. The difference lies in the different liquid–gas ratio in the desulfurization tower, as shown in Formula (1).
where L is the flow rate of desulfurization slurry, unit: L/h. G is the flow rate of flue gas, unit: m3/h.
In systems with low absorbent activity, a high liquid–gas ratio must be used. The activity of the limestone system is lower compared with the lime system. It has been proved by practice that the liquid–gas ratio 1 of limestone, which operates reliably as a desulfurizer, is generally greater than 10. However, when quicklime is used as a desulfurizer, the liquid–gas ratio 1 is only 5.6. The decrease of the liquid–gas ratio leads to the decrease of slurry circulation in the desulfurization system, which greatly reduces the power consumption of the slurry circulation pump and pulping system (Hong-tao, 2006).
Lime/gypsum FGD collaborative desulfurized gypsum resource utilization process
The composition of desulfurized gypsum produced by WFGD is different in different industries or different units of the same industry. The composition of desulfurized gypsum is shown in Table 1 (Xu and Hou, 2010). The flow chart of LCS is shown in Fig. 2. The technology mainly consists of three main processes, which are LCS-LFGD, LCS-C, and LCS-S. LCS-LFGD is an FGD system, and quicklime is used as a desulfurizer. LCS-C and LCS-S are desulfurization gypsum resource utilization systems.
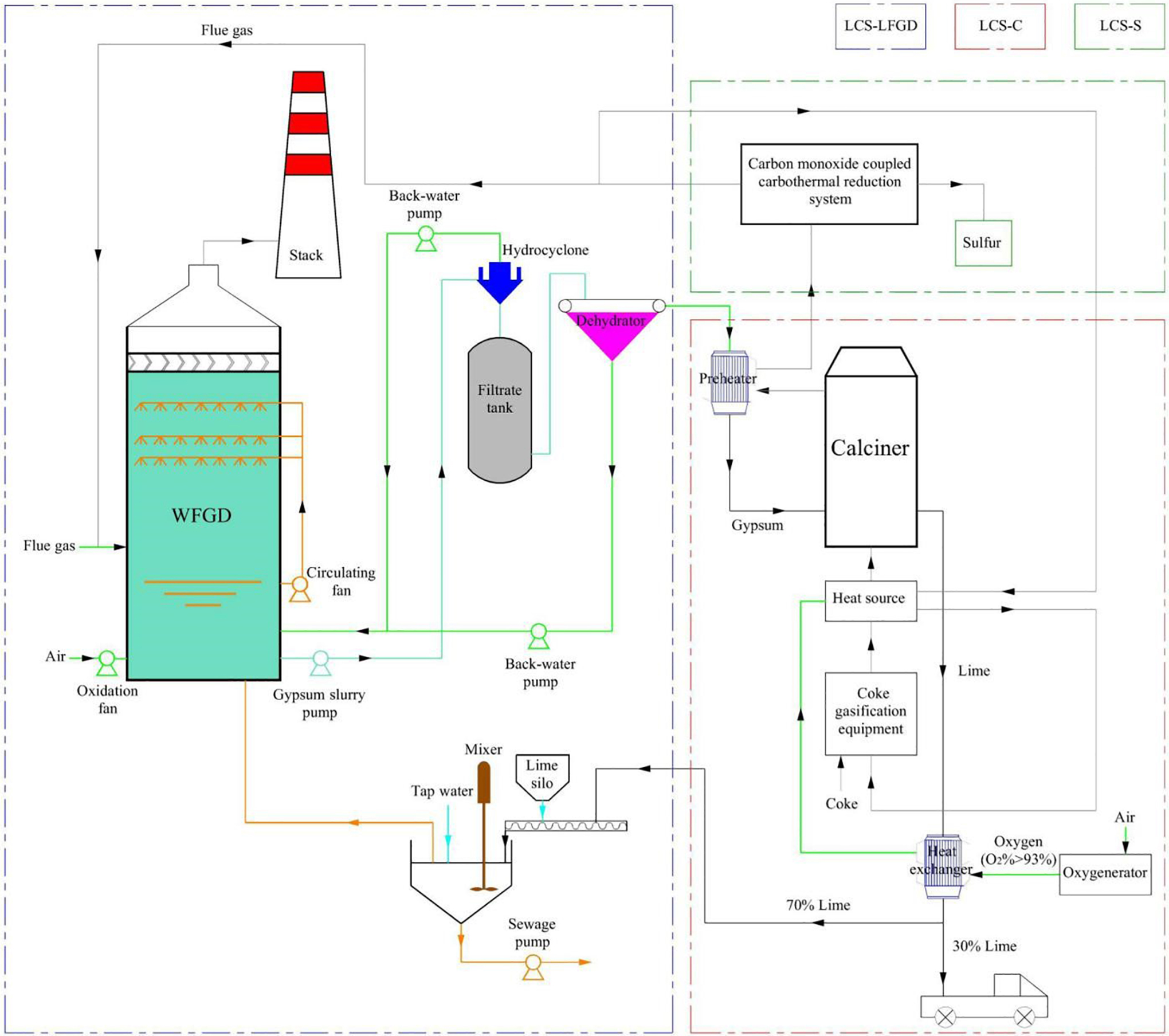
Flowchart of lime/gypsum FGD collaborative desulfurized gypsum resource utilization process.
Composition of Desulfurization Gypsum
For L-FGD, limestone is used as desulfurizer, and the desulfurization tower consists of 4–5 spray layers so that the liquid–gas ratio in the tower is about 10. Since the desulfurization activity of quicklime is higher compared with limestone, using quicklime as the desulfurizer of LCS-LFGD can reduce the liquid–gas ratio to 5.6. The decrease of the spray layer in the desulfurization tower will lead to a decrease in pressure drop. For every 200 Pa reduction in system pressure, the electricity consumption of the pressurized fan decreases by 200 KW. The free water content of desulfurized gypsum was less than 10% after physical dehydration (Jian-Min, 2006). The environmental impact of desulfurization wastewater treatment in this study comes from Hong et al. (2018).
The desulfurized gypsum produced by LCS-LFGD is dehydrated and sent to the preheating system of LCS-C. In the preheating system, the residual heat of calcined flue gas is used to preheat and dry the desulfurized gypsum. After preheating and drying, the desulfurized gypsum is transported to the calciner and reacts with the reaction gas at about 1,050°C to produce quicklime (main component: CaO) and flue gas with a high concentration of SO2.
The reaction gas in this process comes from the reaction of circulating flue gas and coke. Part of the flue gas discharged by the LCS is circulated to the heat source of the calciner for preheating, and the preheated circulating flue gas enters the coke gasification device. The reaction gas containing CO can be produced by precisely controlling the proportion of circulating flue gas and coke, and the concentration ratio of CO to CO2 in the reaction gas is required to be less than 0.15
Coal gas is selected as fuel for heating. After the calcined solid product quicklime is cooled by the heat exchanger, 70% of it is returned to the desulfurization system for recycling, and 30% is discharged from the desulfurization system for use as low-end construction materials. Besides, 30% of fresh quicklime should be added to the desulfurization system to maintain the desulfurization efficiency. The heat exchange medium in the quicklime cooler is oxygen-rich gas. The preheated oxygen-rich gas is sent to the heat source of the calciner for system heating.
The high concentration of SO2 flue gas discharged from the calciner is cooled by preheating the dry desulfurized gypsum, and the cooled flue gas is sent to the LCS-S. The system uses activated carbon as a catalyst to make CO react with SO2 at about 700°C to generate sulfur vapor. This process also generates a small amount of COS through the side reaction (Tai et al., 2016; Feng et al., 2017). The reduction gas containing elemental sulfur is cooled and dedusted successively by high-temperature separator, reheater, and high-temperature filter, and then the sulfur is recovered by the sulfur recovery unit. Part of the flue gas after sulfur recovery is returned to the desulfurization system for purification and then discharged. The other part of the flue gas returns to the LCS-C system to participate in the reaction.
Methodology
Goal and scope
Taking the FGD system of a 300 MW thermal power plant in north China as an example, the annual operation time is 6,000 h, the flue gas treatment capacity is 1.2345 × 106 Nm3/h, the SO2 mass concentration at the inlet of the desulfurization tower is 3,400 mg/g, the desulfurization efficiency is ≥95% (the desulfurization efficiency in this article is calculated as 95%), the SO2 removal capacity is 4.01 t/h, and the annual SO2 removal capacity of the desulfurization unit is 24.06 kt. Based on the measured data of the power plant, the L-FGD and the LCS-LFGD are compared.
To assess the ecological and economic benefits of the two different processes, the LCA model estimates the environmental impact over its entire life cycle based on its contribution to environmental protection, and the LCC model estimates the installation, operation, and maintenance costs, as well as the ongoing miscellaneous costs at each stage of the system's operating life (May and Brennan, 2003).
The purpose of this study was to assess and compare the environmental impact, environmental benefits, and financial cost of the L-FGD and the LCS, and to identify the key processes and key substances of the LCS to guide further improvement. At the same time, the sensitivity of the LCS was analyzed. One kilogram of SO2 absorbed by the desulfurization system was taken as the functional unit to quantify the energy and material input, as well as the environmental impact and benefit in the operation process.
In this article, the parameters of LCS-C and LCS-S are from theoretical calculation and the data of pilot test. Other functional units use the actual operation monitoring data of the same unit capacity. To ensure the desulfurization efficiency, 30% of the quicklime generated by LCS-C is eliminated and replaced by fresh quicklime. The remaining 70% calcined quicklime is all returned to the desulfurization system for recycling. Eliminating calcined quicklime can be used as low-end construction materials for secondary use. The coal gas in this article is producer gas, and its parameters are shown in Table 2.
Coal Gas Composition and Related Parameters
Furthermore, this article assumes that the desulfurization efficiency of the L-FGD is the same as that of the LCS-LFGD. However, LCS includes not only flue gas desulfurization system (LCS-LFGD), but also desulfurization gypsum resource utilization system (LCS-C and LCS-S). Therefore, when comparing the environmental impact of desulfurization system, the environmental impact factors of L-FGD and LCS-LFGD should be compared, rather than L-FGD and LCS.
In this study, the “gate-to-gate” system boundary is selected (Fig. 3). The LCS consists the LCS-LFGD, the LCS-C, and the LCS-S, in which the LCS-LFGD is the FGD system, LCS-C and LCS-S are the desulfurization gypsum resource utilization systems. The limestone, quicklime, gas, coke, activated carbon, and water supplies in the case study unit are locally sourced. Wu et al. (2017) found that the energy consumption, resource consumption, and pollutant emission in the operation stage were much higher than that in the construction stage. Therefore, our study only considered the impact of the operation stage on the environment.
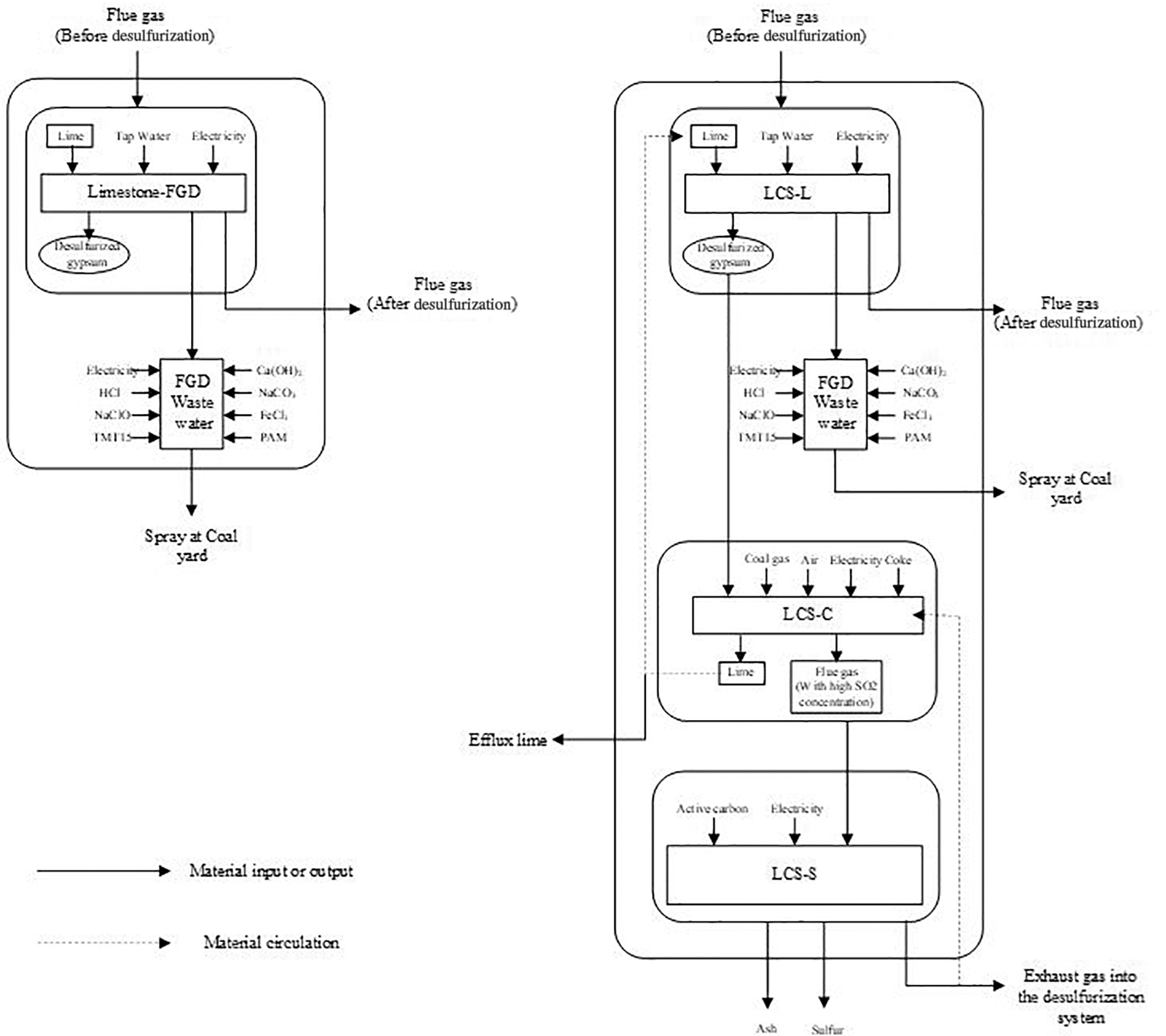
The system boundary of the FGD process for LCA. LCA, life cycle assessment.
Life cycle inventory
In this study, the energy consumption, material consumption, and pollutant emission data of the L-FGD and the LCS-LFGD came from the actual operation and monitoring of corresponding enterprises. At present, LCS-C and LCS-S have not been applied in industry, only small-scale pilot study results. Therefore, the data of these two processes are from theoretical calculation and the data of pilot test. Tables 3 and 4 show the material and energy consumption data of the L-FGD and the LCS, respectively. Although the electricity for the flue gas treatment processes of the unit originates from the power plant itself, electricity background data of the local power grid were still utilized.
Life Cycle Inventory of Limestone Gypsum Flue Gas Desulfurization Process for One Function Unit
FGD, flue gas desulfurization; L-FGD, limestone/gypsum flue gas desulfurization system.
Life Cycle Inventory of Flue Gas Desulfurization Process for the Utilization of Desulfurization Gypsum as a Resource for One Function Unit
This is sale proceeds rather than cost.
LCS-C, LCS-desulfurized gypsum reduction calcining process; LCS-LFGD, LCS-lime/gypsum flue gas desulfurization system; LCS-S, LCS-sulfur preparation system of calcining flue gas.
Methodology models
This study employs the ReCiPe midpoint model for the life cycle impact assessment. Compared with other models, the ReCiPe model is the most comprehensive and can take various environmental impacts into account when calculating the overall impact (De Feo and Ferrara, 2017). The ReCiPe model includes 18 midpoint impact categories: climate change, ozone depletion, human toxicity, photochemical oxidant formation, particulate matter formation, ionizing radiation, terrestrial acidification, freshwater eutrophication, marine eutrophication, terrestrial ecotoxicity, freshwater ecotoxicity, marine ecotoxicity, agricultural land occupation, urban land occupation, natural land retrofit, water depletion, metal depletion, and fossil depletion.
The endpoint impact categories of ReCiPe include human health, ecosystems, and resources (Lamnatou et al., 2016). Compared with the endpoint model, the midpoint model includes a detailedg classification of the impact, which can reflect the environmental impact of the FGD process in greater detail. Therefore, the ReCiPe midpoint (H) model was used in this study.
LCC method is used to audit the cost of the L-FGD and the LCS. LCC is a way to obtain the most optimal economic costs by considering the total costs of a product over its life cycle (Woodward, 1997). This approach is similar to LCA but considers economic factors rather than environmental factors. In this study, the cost of materials consumed is calculated, including electricity, process water, quicklime, limestone, coal gas, coke, and activated carbon. The positive economic benefits of calcined quicklime and sulfur sales are considered simultaneously.
Results
Overall analysis results
The ReCiPe midpoint (H) model was used for the analysis of the environmental impact of the L-FGD and the LCS processes. Table 5 and Fig. 4 show the characterization calculation results. Based on Fig. 4, the L-FGD and the LCS had significant environmental impacts in 10 categories: Ionizing radiation, Fine particulate matter formation, Terrestrial acidification, Freshwater eutrophication, Terrestrial ecotoxicity, Freshwater ecotoxicity, Marine ecotoxicity, Human carcinogenic toxicity, Human noncarcinogenic toxicity, and Fossil resource scarcity. Among them, Marine ecotoxicity has the greatest impact. The total contribution of these 10 categories is as much as 99.5%. The effects of other environmental impact categories were small. Therefore, our study focuses on the analysis of these 10 environmental impact categories.
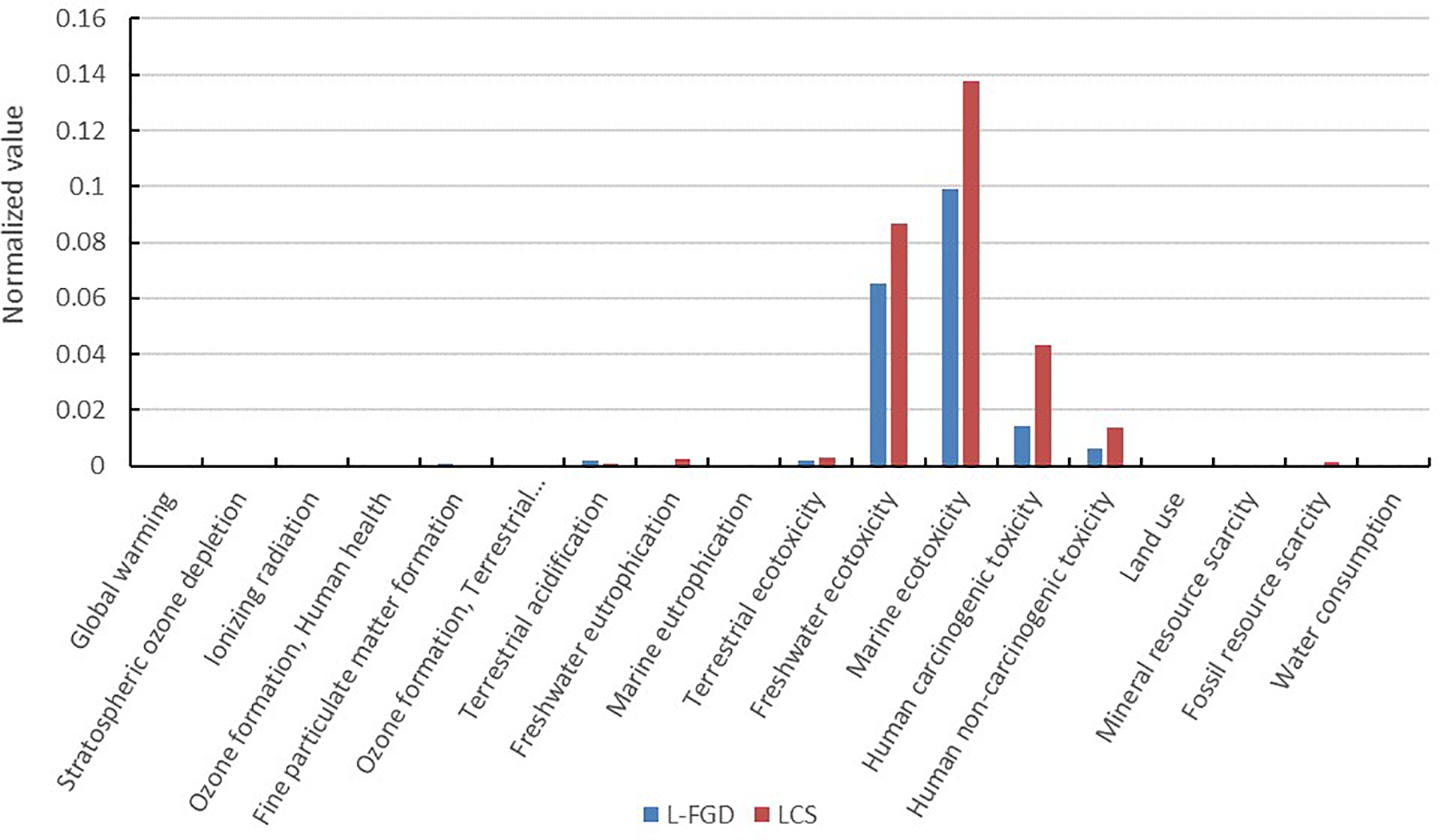
Normalization results at the midpoint.
Midpoint Results of the Life Cycle Inventory Analysis Normalization
The total environmental impact results are shown in Fig. 5, which was used to analyze and compare the overall impact of the L-FGD and the LCS on the environment. Figure 5 shows that the environmental impact of the L-FGD is 0.1915. The overall environmental impact of the LCS is 0.2913, in which the environmental impacts of the LCS-LFGD, the LCS-C, and the LCS-S were 0.1322, 0.1543, and 0.0048, respectively. In terms of overall environmental impact, the LCS had a greater impact on the environment than the L-FGD.

Total environmental impact.
However, such comparison is not scientific, because the LCS not only includes the flue gas desulfurization system (LCS-LFGD), but also includes the resource utilization system of desulfurized gypsum (LCS-C and LCS-S). Therefore, by comparing the environmental impacts of the LCS-LFGD and the L-FGD, it is possible to correctly distinguish the environmental impacts of two different desulfurization systems. It was found that the environmental impact of the LCS-LFGD was 30.97% lower compared with L-FGD. This is because the desulfurization activity of quicklime is higher compared with limestone, which makes the liquid–gas ratio required by the LCS-FGD lower compared with the L-FGD.
The decrease of the liquid–gas ratio will lead to a decrease in pressure drop and slurry circulation in the desulfurization system, which will reduce the electricity consumption of booster fan and slurry circulation pump. In conclusion, since the electricity consumption of the LCS-LFGD is lower compared with the L-FGD, the environmental impact of the LCS-LFGD is lower compared with the L-FGD.
Besides, the recycling of desulfurizer reduces the demand of desulfurizer. As a resource utilization system for desulfurized gypsum, the LCS-C, and the LCS-S can not only handle desulfurized gypsum as a by-product of desulphurization but also recover calcium and sulfur resources in desulfurized gypsum. Although the two systems of the LCS-C and the LCS-S have a certain impact on the environment, we still believe that the LCS is an environmentally friendly process for FGD and desulfurized gypsum resource utilization.
Identification of key processes
To determine the key process of environmental impact caused by the LCS, 10 previously determined environmental impact categories were analyzed. Figure 6 shows the environmental impact of different processes of the LCS. As can be seen from Fig. 5, the environmental impacts of the three processes of the LCS-LFGD, the LCS-C, and the LCS-S are 0.1317, 0.1534, and 0.0048, respectively. The environmental impacts of these three processes vary greatly in proportion to the total environmental impact, which are 45.42%, 52.92%, and 1.66%, respectively.
Key process identification of the LCS.
By comparing the proportion of environmental impact on the total impact of the three processes, it can be determined that the LCS-LFGD and the LCS-C are the key processes of the LCS. The environmental impacts of the LCS-LFGD are concentrated in four types: Freshwater ecotoxicity, Marine ecotoxicity, Human carcinogenic toxicity, and Human noncarcinogenic toxicity. These types accounted for 96.85% of the total impact. The environmental impacts of the LCS-C are concentrated in four types: Freshwater ecotoxicity, Marine ecotoxicity, Human carcinogenic toxicity, and Human noncarcinogenic toxicity. These types accounted for 96.29% of the total impact.
Identification of key substances
According to the above analysis, the LCS-LFGD and the LCS-C are the key processes of the LCS. The key substances are further identified based on the research using the source tracing method (Wang et al., 2018).
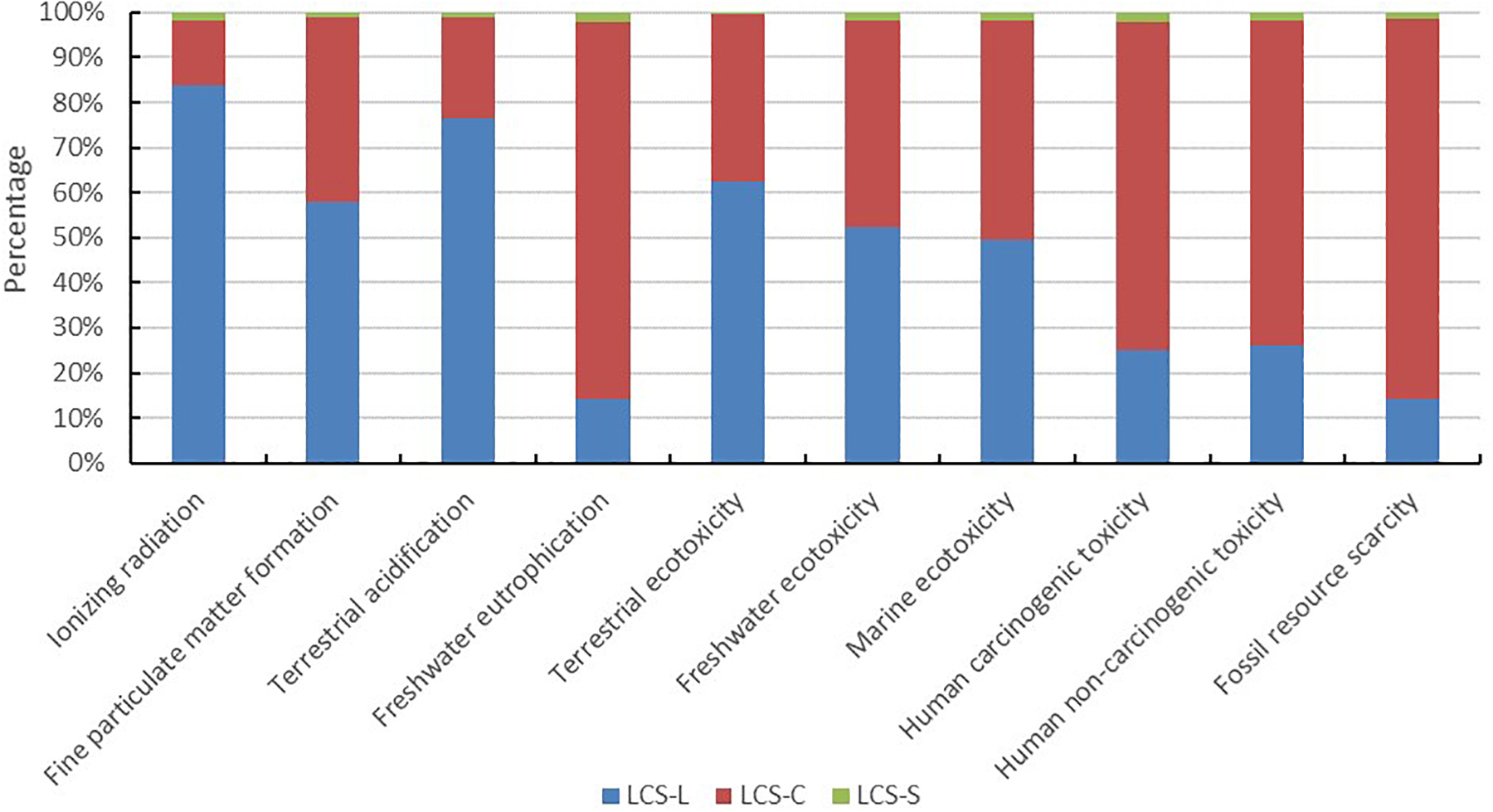
As shown in Fig. 7, the key substances during the LCS-LFGD were identified, which shows the proportion of the environmental impact generated by electricity consumption of LCS-LFGD. Except for Fine particulate matter formation and Terrestrial acidification, the proportion of environmental impact from electricity consumption during the LCS-LFGD in various environmental impact categories exceeded 80%. The environmental impact of the electricity consumption in the LCS-LFGD accounts for 97.68%. Besides, the electricity consumption of this process accounts for 44.16% of the total environmental impact. Therefore, the key substance of LCS-LFGD is electricity consumption.

Key substances identification of the LCS-LFGD. LCS-LFGD, LCS-lime/gypsum flue gas desulfurization system.
The key substances during the LCS-C were also identified (Fig. 8). It shows the most environmental impact is due to coal gas consumption by the LCS-C. Except for Ionizing radiation, Terrestrial ecotoxicity, and Fossil resource scarcity, the proportion of environmental impact from coal gas consumption during the LCS-C in various environmental impact categories exceeded 50%. The environmental impact of coal gas consumption in the LCS-C process accounts for 77.11%. Besides, the coal gas consumption of this process accounts for 40.62% of the total environmental impact. Therefore, the key substance of the LCS-C is coal gas consumption.

Key substances identification of the LCS-C. LCS-C, LCS-desulfurized gypsum reduction calcining process.
Sensitivity analysis
To analyze the impacts of electricity consumption of the LCS-LFGD and coal gas consumption of the LCS-C on the environment of the whole system, a principle of 10% of input change was used for sensitivity analysis.
Figure 9 shows the sensitivity analysis results for LCS-LFGD electricity consumption. The sensitivity analysis used the 10 identified impact categories, total environmental impact, and total costs as goals for the analysis. Based on Fig. 9, various categories of environmental impact decreased and costs were also greatly reduced after the LCS-LFGD electricity consumption was reduced by 10%. The overall economic cost decreased by 3.85% and the overall environmental impact decreased by 4.44%.
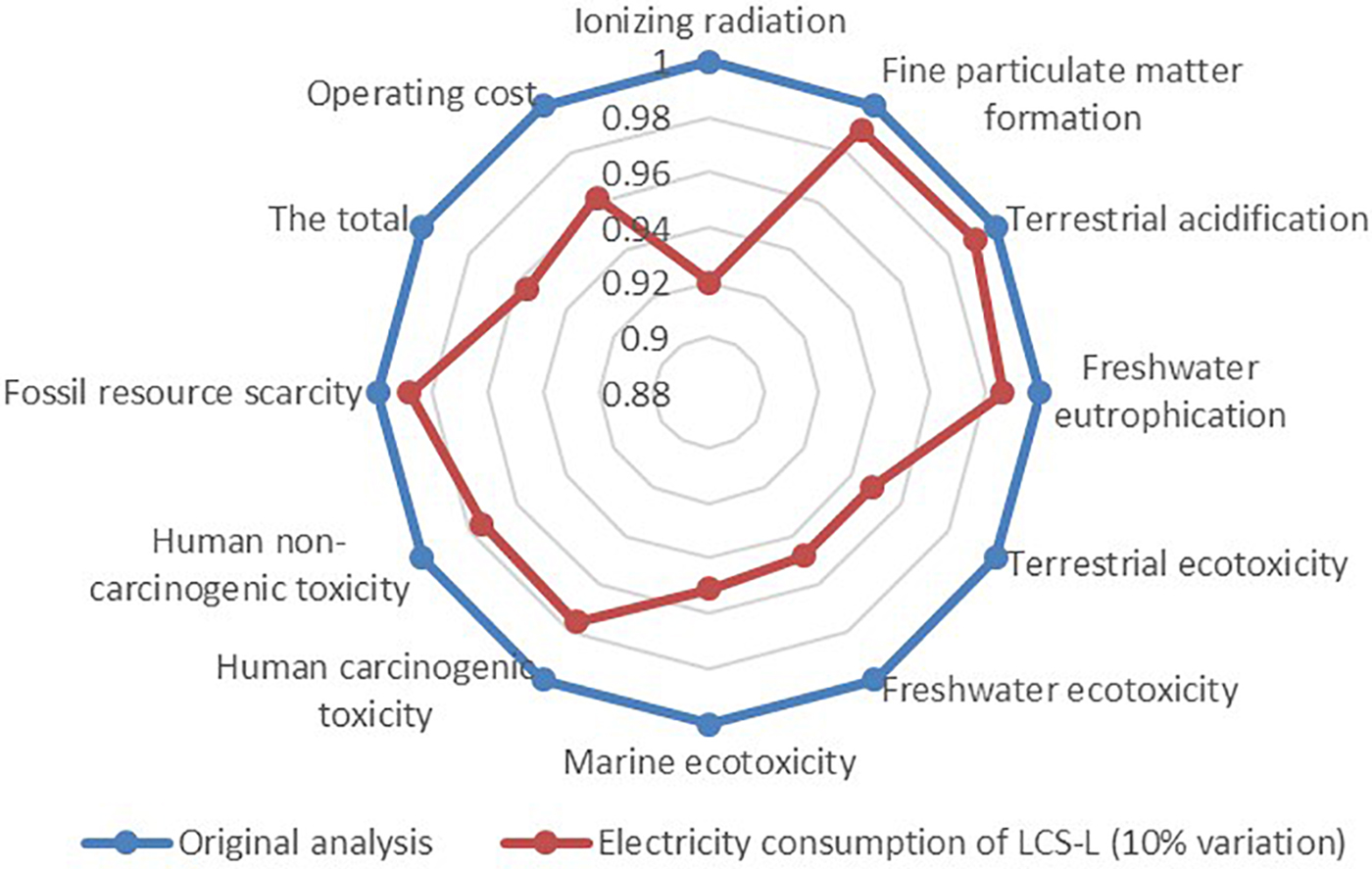
Sensitivity analysis of the LCS-LFGD electricity consumption.
Figure 10 shows the sensitivity analysis results for the LCS-C coal gas consumption. The sensitivity analysis used the 10 identified impact categories, total environmental impact, and total costs as goals for the analysis. Based on Fig. 10, various categories of environmental impact decreased and costs were also greatly reduced after the LCS-C coal gas consumption was reduced by 10%. The overall economic cost decreased by 1.37% and the overall environmental impact decreased by 4.08%.
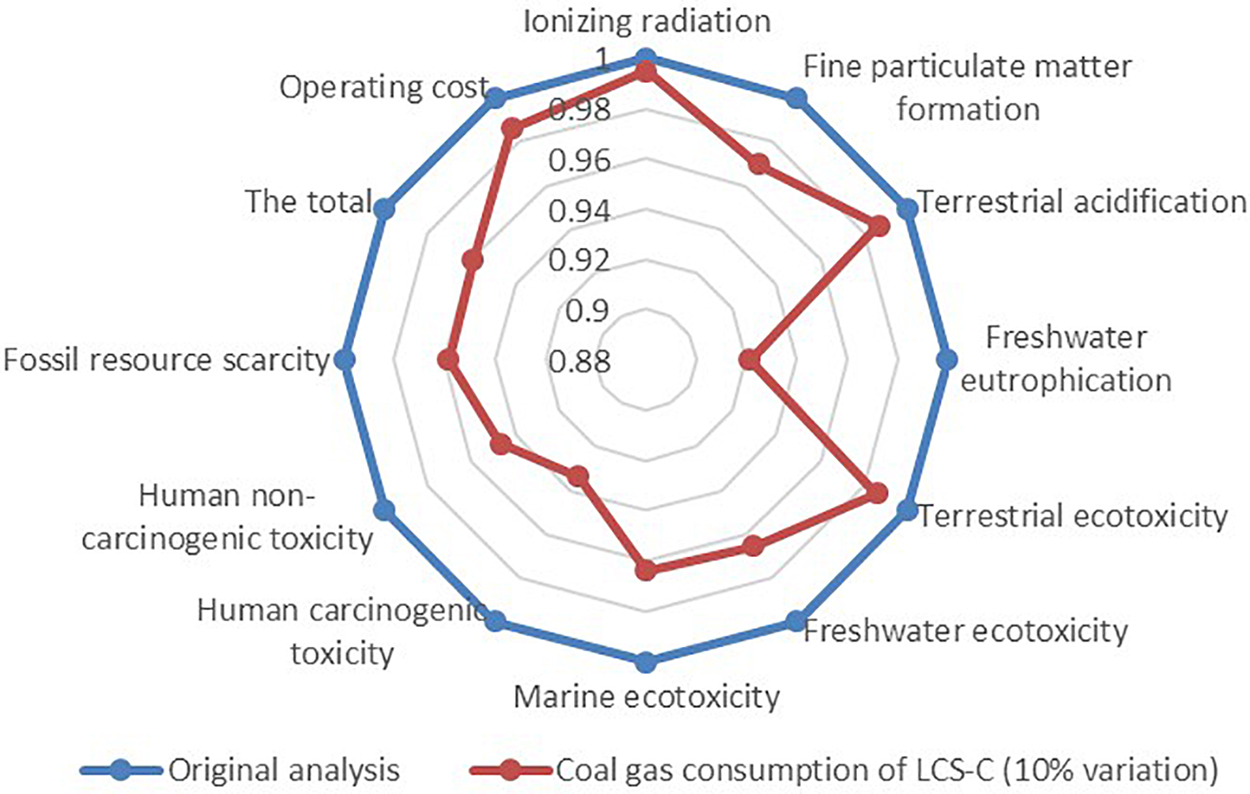
Sensitivity analysis of the LCS-C coal gas consumption.
LCC analysis
Table 6 shows the economic information of the LCS and the L-FGD used in the 300 MW thermal power unit of a power plant in north China. It is assumed that the operating life of the L-FGD and the LCS is 30 years. The LCC cash flow started at the year with the investment cost. The total construction investment cost of the L-FGD and the LCS is 1.16 × 107 USD and 4.33 × 106 USD, respectively. The maintenance and operation costs of the L-FGD are 1.73 × 105 USD per year and 7.28 × 106 USD per year, respectively. The maintenance and operation costs of the LCS are 2.38 × 105 USD per year and 8.86 × 106 USD per year, respectively.
Economical Description of the LCS and the Limestone-Gypsum Flue Gas Desulfurization System at the Power Plant
Although the maintenance and operation costs of the LCS are higher compared with the L-FGD, the LCS can obtain part of the benefits through the desulfurization gypsum resource utilization process. This part of the revenue includes some quicklime eliminated in the LCS-C and sulfur products prepared from calcined flue gas, totaling 2.97 × 106 USD per year. The actual operating cost of the LCS is 1.41 × 106 USD per year lower compared with the L-FGD. The results show that the savings from running the LCS for about 3 years can make up the difference in total construction investment. According to the economic data, the net present value is used to calculate the total cost of the whole life cycle of the system. The net present value can explain the cost and benefit of the FGD system from the economic angle.
Discussion
The LCA analysis of the L-FGD and the LCS shows that the environmental impact of the LCS-LFGD is 30.97% lower compared with the L-FGD. Compared with the L-FGD, the LCS-LFGD has a more positive impact on China's environmental situation. Although the LCS-C and the LCS-S increase the overall environmental impact of the system, LCS-C can calcine the refractory desulfurization gypsum into calcium oxide-based desulfurizer and high-concentration SO2. Not only the desulfurization solid waste is treated, but also the resource utilization is realized. LCS-S can produce high-quality sulfur from high-concentration SO2. With the guidance of the theoretical analysis in this article, the optimization and improvement of the system in the subsequent work can further reduce the environmental impact of the LCS-C and the LCS-S.
In this study, the LCS-LFGD and the LCS-C are identified as the key process of the LCS, and the key substances in each key process are identified as electricity consumption and coal gas consumption, respectively. Through the sensitivity analysis of key substances, it is found that when the electricity consumption and coal gas consumption are reduced by 10%, the total environmental impact is reduced by 4.44% and 4.08%, respectively. The economic cost of corresponding functional units decreased by 3.85% and 1.37%, respectively. Therefore, it is very important to further reduce the electricity consumption of the LCS-LFGD and the coal gas consumption of the LCS-C for the overall environmental impact and economic benefits.
Due to the severe environmental situation, the environmental standards in China are becoming more stringent. The price of limestone and quicklime has been increasing rapidly due to huge market demand in recent years. Furthermore, the excessive exploitation of these resources has also caused serious damage to the ecological environment. The LCS provide new ideas and references for the existing desulfurization system transformation. Besides, the quality of calcined quicklime and sulfur yield has a great influence on the system's economical efficiency. It will be the key point of the next research to improve the quality of reduction of calcined quicklime with desulfurized gypsum and the sulfur yield.
Conclusions
The environmental impacts and economic costs of the L-FGD and the LCS for a 300 MW thermal power plant in north China were analyzed and compared by the LCA and LCC method. Taking removal of 1 kg of SO2 from flue gas as the functional unit, the overall environmental impacts of the L-FGD and the LCS were 0.1915 and 0.2913, respectively. The LCS is composed of three subsystems LCS-LFGD, LCS-C, and LCS-S, with environmental impacts of 0.1317, 0.1534, and 0.0048, respectively. The environmental impact of the LCS-LFGD is 30.97% lower compared with the L-FGD.
The L-FGD and the LCS had significant environmental impacts in 10 categories. Among them, Marine ecotoxicity has the greatest impact. The LCS-LFGD and the LCS-C are the key processes of the LCS, accounting for 45.42% and 52.92% of the total environmental impacts, respectively. Electricity consumption and coal gas consumption were the key substances in the LCS-LFGD and the LCS-C, accounting for 44.16% and 40.62% of the total environmental impact, respectively. The sensitivity analysis shows that when the electricity consumption and coal gas consumption are reduced by 10%, the total environmental impact is reduced by 4.44% and 4.08%, respectively, and the economic cost of corresponding functional units is reduced by 3.85% and 1.37%, respectively.
The operation cost of the LCS is 1.41 × 106 USD per year lower compared with the L-FGD. This shows that the LCS is beneficial in both environmental impact and economy compared with the L-FGD. The key to the system optimization is to reduce electricity consumption and coal gas consumption.
Footnotes
Author Disclosure Statement
No competing financial interests exist.
Funding Information
Financial support of this work was by the National Key Research & Development Program of China (2017YFB0602903-4), Natural Science Foundation of China (71974116), and Taishan Scholar Program of Shandong Province.