
Abstract
Membrane distillation (MD) is a technology that can help address the global freshwater shortage by desalinating seawater or brine. However, traditional MD methods require a hot feed, which leads to temperature polarization (TP) and reduced flux. To overcome this limitation, we developed a vacuum MD system that transfers external heat to the membrane-water interface. In this study, we also investigated the inorganic scaling that can occur in this system. To optimize the system, we tested different materials for the thermal conducting layer and found that an aluminum shim provided stable performance with good corrosion resistance. By adding a spacer to the cell, we were able to increase the flux to 6 L/m2·h by promoting turbulence in the water vapor channel. In addition, the use of the shim resulted in a TP coefficient exceeding 1.0, indicating that the TP was reversed. After conducting desalination experiments using this system, we found that the salt rejection was above 99.98%. The flux decreased due to inorganic salt scaling, and calcium foulant incurred a faster flux drop rate than magnesium foulant. The formation of calcium sulfate was found to be critical to membrane fouling. We also discovered that higher thermal conducting layer temperature and feed concentration resulted in a faster crystallization process, which led to an earlier flux critical point. Fortunately, we were able to effectively recover the initial flux of the membrane by cleaning it with deionized water. This novel vacuum MD system has the potential to further advance thermal desalination technology.
Introduction
Fresh water is the resource on which human beings depend for survival. Due to the gradual increase of population and the rapid development of industry, about 4 billion people are facing fresh water shortage (Giwa et al., 2017; Hoekstra, 2014; Jones et al., 2019; Mekonnen and Hoekstra, 2016). Desalination technology has become an effective method to deal with the problem. Membrane distillation (MD) is a new thermally driven liquid separation process, which can compete with the traditional separation process in treating hypersaline brine, and is relatively energy efficient. In addition, it has the advantages of low cost, less need for mechanical parts, and small factory scale (Alkhudhiri et al., 2012; Alklaibi and Lior, 2005; Curcio and Drioli, 2005; Deshmukh et al., 2018; Drioli et al., 2015; Glover et al., 2022).
MD adopts hydrophobic microporous membranes, and the difference in vapor pressure between the two sides of the membrane is the driving force of mass transfer. The volatile components in the feed liquid pass through the membrane in the form of vapor. However, during the operation of MD, the temperature of the membrane surface will be lower compared with the feed solution, resulting in temperature polarization (TP) (Alsaadi et al., 2014; Olatunji and Camacho, 2018; Qtaishat et al., 2008; Suleman et al., 2021), which seriously affects the MD performance, such as heat loss, reduced vapor pressure, and decreased flux. The standard MD process requires a heat exchanger, through which the cold feed solution is heated and then pumped into the cell. This makes the temperature of the feed solution much higher compared with the membrane surface, resulting in serious TP (Alsaadi et al., 2014; Huang et al., 2019).
Recent study has demonstrated that providing heat energy directly to the membrane-water interface can enhance heat transfer, get rid of dependence on hot feed, alleviate or even eliminate TP, and simplify system design (Anvari et al., 2020c; Boo and Elimelech, 2017; Huang et al., 2018). Then, surface heating MD systems were developed to enhance the permanence of MD, because the surface temperature of the membrane is higher than the feed temperature, which can greatly increase the vapor pressure driving force, thereby mitigating TP. For example, carbon nanotubes can be used as Joule heater to heat the surface of the polytetrafluoroethylene (PTFE) membrane and transfer the thermal to the cold feed for the vacuum membrane distillation (VMD) process (Dudchenko et al., 2017).
Coating reduced graphene oxide on the permeable side of the hydrophobic membrane and can also generate Joule heat to supply energy to feed, and the wetting phenomenon caused by capillary condensation could be reduced, thus improving the water recovery rate of MD system (Li et al., 2019). Therefore, heating the membrane surface can reduce TP and achieve higher water recovery compared with the standard MD process (Buenaventura et al., 2018; Kabeel et al., 2017; Zhang et al., 2016).
On the other hand, membrane fouling, especially calcium and magnesium inorganic scaling, remains one of the key technical challenges in MD (Anvari et al., 2020a; Laqbaqbi et al., 2017; Ren et al., 2020; Tijing et al., 2015). Ca2+ and Mg2+ could combine with SO42− and CO32− in the solution to form insoluble solids, resulting in scaling.
In this process, the water left in the process of desalination of the membrane surface resulted from the supersaturated state, leading to mineral deposits on the membrane surface of nucleation and growth, and feed flows itself of nucleation and growth; in the event of fouling and blockage due to porosity plug or surface, MD performance deteriorates rapidly (Hardikar et al., 2020; Horseman et al., 2019; Rice et al., 2020; Yin et al., 2020). Scaling on the membrane surface can aggravate the polarization of temperature and concentration, and even cause membrane wetting, resulting in a decrease in salt rejection (Guo and Kim, 2021; Rezaei et al., 2018; Yan et al., 2021).
In this article, we established a surface heating VMD system. The external heat source was connected by a thermal conducting layer that was close to the feed side of the membrane, so that thermal can be transferred to the membrane surface to heat the cold feed, and the water vapor generated was collected by a vacuum. We first screened out an ideal thermal layer and improved system performance by setting up a spacer in the cell. Then, the scaling of calcium salts and magnesium salts, especially calcium sulfate (CaSO4), under different influencing factors was studied with simulated brine. Finally, the membrane clogged by inorganic scaling was cleaned, and the performance of the membrane after cleaning was tested.
Materials and Methods
Materials
PTFE hydrophobic membrane with thickness of 50 μm, pore diameter of 0.45 μm, and porosity of 81% (Shengju Tech Co., China) was used in this study. The chemicals used to prepare the solution included sodium chloride, calcium chloride (CaCl2), magnesium chloride, sodium bicarbonate, sodium sulfate (Na2SO4), and anhydrous ethanol, and they were all of analytical grade, purchased from Damao chemical reagent company. All temperature data in the experiments were measured by a multichannel temperature recorder (MT-8; Shenhwa Tech Co., China) with up to 24 thermocouples (diameter = 0.127 mm, resolution = 0.1°C, and accuracy = ±0.5°C).
VMD system design
The experimental device consists of a cold feed circulation system, an internal heating system of the membrane assembly, and a vacuum condensing collection system (Supplementary Fig. S1). The structural composition of the membrane module is shown in Supplementary Fig. S2. The external heat source (XMT615; Chang Run, Shenzhen, China) transferred heat to the cell through the thermal conducting layer. A membrane with an effective area of 40 cm2 is placed in a cell.
Copper mesh and copper shim and aluminum shim are used as the thermal conducting layer. The peristaltic pump (BT101T; Lead Fluid, Baoding, China) with high temperature-resistant piping circulates the feed solution, and the feed circulation and flow rate are controlled by the peristaltic pump. Water vapor is condensed by a condenser, which is driven by another peristaltic pump (BT600-2J; Lead Fluid). Vacuum pump (2XZ-4; Yong Hao, Linhai, China) is used to create a vacuum (0–100 kPa) on the permeable side of the membrane.
Membrane scaling
Simulated brine was prepared according to Supplementary Table S1. The thermal conducting layer temperature was set as 40°C, 50°C, and 60°C, and the initial feed concentration was 1,200, 1,900, and 2,600 mg/L to investigate the influence of different temperatures and feed concentrations on the scaling rate of CaSO4. The membrane cleaning experiment was carried out using deionized water. The above experiments were operated at the conditions of feed temperature of 25°C, circulating cooling water temperature of 4°C, feed flow rate of 3.12 cm/s, vacuum level of 90 kPa, and temperature of the thermal conducting layer of 50°C (except for special instructions).
The distillate flux is calculated by Equation (1):
where J (L/m2·h) is the distillate flux, Δm (kg) and ρ (kg/L) are the mass reduction and density of feed solution, respectively, A (m2) is the effective membrane area, and t (h) is the operation time.
The conductivity of permeate was measured by conductivity meter (DDS-11A; Ray Magnetic, Shanghai, China) and the rejection was calculated as follows:
where R is the rejection (%), and kf (mS/cm) and kp (mS/cm) are the conductivities of the feed and permeate, respectively.
Results and Discussion
Selection of thermal conducting materials
The material selection of the thermal conducting layer is particularly important. Aluminum and copper were chosen first because of their high thermal conductivity and low price. Metal mesh can carry out heat transfer and has air permeability; thus, water vapor produced can pass through the thermal conducting layer. Metal shim has a larger effective heat transfer area than mesh, while the passing through of water vapor needs to be solved. Based on the two forms of metal thermal conducting layer, copper meshes with 400 mesh, copper shims, and aluminum shims with vent pores are selected as the thermal conducting layers for the experiment.
Compared with using metal mesh, the flux obtained with metal shim as the thermal conducting layer is significantly improved (Fig. 1). Theoretically, the heat transfer coefficient of copper (400 W/m·K) is much higher compared with aluminum (237 W/m·K). However, the flux using copper shim was only slightly higher compared with aluminum shim. In addition, when copper shim was used as the thermal conducting layer, the flux decreased with time, while the flux almost unchanged when aluminum shim was used. On the other hand, after the experiment, we found that the copper shim was seriously corroded, and its surface was corroded into black copper oxide (Supplementary Fig. S3b), which also stained onto the membrane surface (Supplementary Fig. S3e).

Fluxes obtained in VMD system using different thermal conducting materials. VMD, vaccum membrane distillation.
In addition, the color of copper shim changes during heating, resulting in composition changes that affect heat transfer and effluent quality (Supplementary Fig. S3d). Conversely, aluminum shim only has slight corrosion, and aluminum oxide membrane is formed on the surface (Supplementary Fig. S3a). Compared with copper shim, there is little difference in flux. Therefore, aluminum shim with pores is finally selected as the thermal conducting layer in the fowling experiments.
By using a thermal conducting layer to directly provide heat to the membrane, it can prevent the need to preheat the feed and reduce the negative effects of TP. In this study, we observed that the surface temperature of the membrane was higher compared with the bulk feed, while conducting the membrane surface heating, although feeding at room temperature.
To measure the temperature at different points along the surface of the membrane in the direction of heat transfer, we used thermocouples (PTFE skin, diameter = 0.127 mm, resolution = 0.1°C, and accuracy = ±0.5°C) at intervals of 1, 2, 3, and 4 cm. After performing the necessary calculations, the temperature polarization coefficient values along the membrane width were 1.22, 1.17, 1.12, and 1.05, respectively (Supplementary Fig. S4). These values were greater than 1, indicating that the negative effects of TP were eliminated. Tan's study on direct contact membrane distillation (DCMD) also yielded similar results (Tan et al., 2019).
Influence of spacer to flux
In this study, to optimize the VMD system, we are trying to add a spacer on the permeate side of the cell to support the membrane. The spacer consists of a diamond-shaped PTFE mesh, which serves as a support without affecting the collection of permeate.
The experimental results showed that the flux dropped from 6.5 to 2.7 L/(m2·h) rapidly without spacer in the cell (Supplementary Fig. S5). With the absence of a spacer, the flux is affected due to the small gap between the membrane and the inner wall of the membrane module. Water vapor passing through the membrane is aggregated in a crowded channel, making it difficult to collect uniformly by the condenser.
However, by setting a spacer, turbulence of the water vapor is promoted, allowing even cooling by the condenser, resulting in increased flux. Then, with the progress of the experiment, the flux changes little and remains in a stable state, maintaining at 2 L/(m2·h). Conversely, after setting the spacer, water vapor can quickly enter the condensing system due to the high porosity of the spacer surface, and the flux reached over 6 L/(m2·h). Anvari's research also showed that spacers can improve the flux of MD when using radio-frequency heating (Anvari et al., 2020b).
Treatment of simulate brine by VMD system
Brine contains large amounts of inorganic salts, including calcium and magnesium. In MD process, Ca2+ and Mg2+ could combine with SO42− and CO32− in the solution to form insoluble solids, resulting in membrane scaling. In this study, we use simulated brine as feed to discuss membrane scaling in our VMD system.
The normalized flux decreases significantly with time, indicating that the membrane surface was gradually fouled (Supplementary Fig. S6). In the first 10 h of the experiment, the scaling rate is relatively high, and the flux decreases by 15%. From 10 to 40 h, the scaling rate became slow, and the flux decreased to 73% of the initial value. The rejection was over 99.98%, indicating that no membrane wetting occurred during the experiments.
The decrease in flux is mainly due to membrane pore blockage caused by scaling. This can be attributed to the enrichment of anions and cations on the membrane surface during desalination. When the ion concentration gradually increases to saturation, crystallization and precipitation occur on the membrane surface, which clog the pores and lead to a decrease in flux. With the extension of time, the scaling layer on the membrane surface gradually accumulates and thickens, and finally covers the entire membrane surface, and the flux decreases more quickly. Liu et al. (2022) observed a decline in membrane flux caused by fouling on the membrane surface, while utilizing the MD method for the treatment of simulated brine.
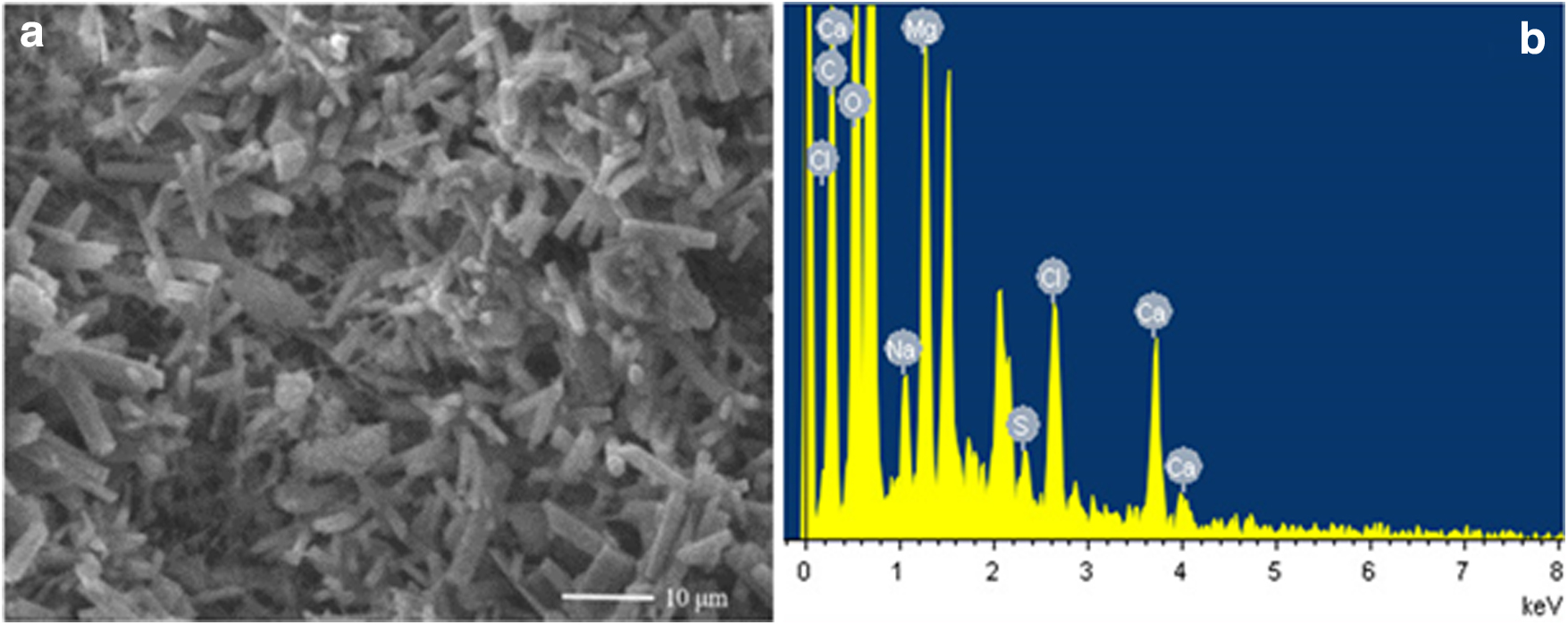
The scanning electron microscope (SEM) image clearly showed that the membrane surface was seriously fouled (Fig. 2a). Precipitates completely covered the membrane surface and blocked membrane pores, and the crystal morphology is mostly square structure and rod-like structure. Energy spectrum analysis showed that the metal element content on the membrane surface was mostly calcium, followed by magnesium. Nonmetals are dominated by carbon and oxygen (Fig. 2b). It can be assumed that calcium carbonate (CaCO3) precipitates formed on the membrane surface because of its lower solubility and easier crystallization. Magnesium carbonate is a slightly soluble compound in water, and its formation depends on the remaining carbonate after the formation of CaCO3.
Characterization of membrane after experiments for
To better understand the differences between calcium and magnesium on membrane scaling, we conducted experiments on calcium and magnesium scaling, respectively. The feed was prepared by removing Mg2+ and Ca2+, respectively, of the simulated brine (Supplementary Table S1), and the membrane scaling rates were compared.
As can be seen from Fig. 3, for feed water containing calcium and magnesium, respectively, the normalized flux decreased rapidly over the first 8 h and then slowly decreased over time. However, the normalized flux due to calcium scaling decreased more rapidly than magnesium scaling. This can be attributed to the constant concentration of feed solution that was used in this experiment. Calcium and magnesium combined with sulfate and carbonate, respectively, to form precipitation, causing membrane scaling.

Normalized flux over time under calcium and magnesium scaling.
With operation time, the ion concentration in the feed gradually decreases, resulting in a slow rate of precipitation formation. Meanwhile, the accumulation of foulant on the membrane leads to the normalized flux becoming stable. After 18 h of operation, the flux of the feed containing magnesium and calcium decreased to 77% and 67% of the initial value, respectively, indicating that calcium precipitate was more likely to scale on the membrane surface and had a more serious effect on flux in this VMD process. It can also be seen from the SEM image after the membrane is contaminated (Supplementary Fig. S7a).
The surface of the membrane is completely covered by needle-like and rod-like crystals. Calcium ions form precipitation with sulfate and carbonate, respectively, blocking the membrane pores and preventing water vapor from passing through the membrane pores, thus decreasing the flux. In contrast, the magnesium-containing feed has a slight foulant on the membrane surface (Supplementary Fig. S7b), indicating crystals formed by magnesium ions are relatively low. In addition, the magnesium carbonate is slightly dissolved, which is the reason for the slow decrease in flux. This can also confirm the results of the above experiments.
CaSO4 scaling
As discussed above, calcium scaling was the main contribution of membrane fouling in this VMD system. Theoretically, CaCO3 is less soluble and easier to crystallize, while CaSO4 is more difficult to control and remove. Therefore, this section focuses on CaSO4 scaling on the membrane.
CaSO4 scaling process
About 1,900 mg/L of CaSO4 feed solution was prepared with CaCl2 and Na2SO4. Then, a continuous VMD experiment was conducted to determine the changes in flux and rejection with time. The results are shown in Fig. 4. With increasing time, CaSO4 scaling was characterized by two stages. In the first stage, the normalized flux decreased slowly. The flux only decreased by 14% of the initial value in the first 24 h of the experiment. This can be attributed to, after CaSO4 reaches the saturation level, homogeneous nucleation in the bulk solution requires sufficient induction time to form crystals, so the flux decline rate is relatively slow, while in the second stage, the flux decreased sharply, and the normalized flux dropped to 0.4. The reason for the rapid decrease of flux in this stage is the formation and growth of CaSO4 crystals on the membrane surface.

The normalized flux and rejection over time in calcium sulfate scaling process.
After nucleation, crystals rapidly form and cover the membrane surface. Other words, the precipitation and accumulation of CaSO4 crystals at the nucleation site increase the thickness of the scale layer, which is not conducive to heat and mass transfer in the VMD process. In addition, the rapid heterogeneous nucleation and growth of CaSO4 crystals on the membrane surface reduce the effective pore area, which is not conducive to water vapor penetration through the membrane, thus leading to a decrease in flux.
Previous research has also identified a comparable mechanism where fouling crystallization on the membrane surface leads to a reduction in membrane flux (Piyadasa et al., 2017). The SEM image of the membrane surface showed that the membrane surface was covered with uneven needle-like or rod-shaped CaSO4 crystals, which severely clog the membrane pores (Supplementary Fig. S8), thereby affecting the permeability of the membrane and resulting in a decrease in flux.
Influence of temperature on CaSO4 scaling
The crystallization of inorganic salts is greatly affected by temperature because it directly affects the solubility of ions in solution. The influence of temperatures on the scaling rate of CaSO4 in this study showed that with the thermal conducting layer temperature rising from 40°C to 60°C, the critical point of flux declined from 34 to 22 h (Fig. 5). The reason for this is that the collision probability of Ca2+ and SO42− increases with the increase in temperature in the feed stream, so the nucleation rate of CaSO4 crystals increases.

Normalized flux over time at different thermal conducting layer temperatures.
This observation of membrane fouling rate accelerating as feed temperature increases in MD has also been validated in another study (Tijing et al., 2015). With the increase in temperature, the solubility of CaSO4 gradually decreases, and the induction time of its crystallization is gradually shortened. Once a nucleation site is formed on the membrane surface, the CaSO4 crystal grows rapidly, which is the reason for the rapid flux decrease after the emergence of the critical point.
Influence of concentration on CaSO4 scaling
The crystallization of inorganic salts is also affected by the initial concentration of the feed solution, so we studied the flux variation with time at different feed concentration.
As shown in Fig. 6, when the concentration of feed was 1,200 mg/L, the induction crystallization time was 36 h; then the normalized flux dropped sharply. When the initial concentration increased to 1,900 mg/L, the time is reduced to 26 h. When the concentration continues to increase to 2,600 mg/L, the normalized flux drops in a near-straight line from the beginning. With the increase in initial concentration of Ca2+ and SO42− in the feed solution, the critical point appeared earlier. At this time, both the homogeneous nucleation rate and the heterogeneous nucleation rate increased, which shortened the crystallization time and led to rapid crystal growth, so the flux decreased rapidly. Nghiem (Nghiem and Cath, 2011) arrived at comparable findings in their research on fouling of CaSO4 when utilizing hollow fiber membranes in DCMD. Although the induction time decreased with the increase in feed concentration at 1,200 and 1,900 mg/L, the flux remained stable for a certain period until the flux decreased rapidly. This indicated that CaSO4 gradually nucleated and grew on the membrane surface.

The normalized flux over time at different feed concentrations.
However, when the initial concentration of CaSO4 was increased to 2,600 mg/L, a large number of small CaSO4 crystals precipitated in the bulk solution during the experimental heating process due to the supersaturated condition of the initial feed solution. These small CaSO4 crystals accelerate homogeneous nucleation in the bulk solution and tend to migrate to the membrane surface to form deposited scaling layers, resulting in a loss of induction time and decreasing flux. These different scaling behaviors indicate that homogeneous nucleation may play a major role in the scaling process when the feed solution is supersaturated.
The foulant layer on the surface of the membrane was very thin, and only a few small crystals were present when the feed solution had a concentration of 1,200 mg/L (Supplementary Fig. S9a). In contrast, the crystals completely covered the membrane surface, incurring a thick scaling layer when the feed concentration reached 2,600 mg/L (Supplementary Fig. S9b). This additional fouling resistance is the key factor responsible for the serious loss of flux.
Membrane cleaning
Membrane fouling affects the long-term stable operation of VMD. In this experiment, deionized water was used to physically clean the membrane after contamination because it does not require additional chemical reagents, which is conducive to the protection of the membrane. Then, the changes in membrane flux after cleaning were discussed. The normalized flux decreased to 0.82 after 20 h of the experiment (Supplementary Fig. S10). After first water cleaning, the flux recovered to 0.95 of the initial value. Then, the desalination experiment continued for 12 h, and the normalized flux decreased to 0.75. After cleaning thrice, the normalized flux decreased from 0.91 to 0.72 in 12 h. These results indicated that membrane cleaning with deionized water can effectively alleviate inorganic scaling on membrane surface, and the membrane flux is reduced by about 10% after cleaning thrice.
Conclusions
A series of optimization experiments was conducted for the construction of a novel VMD system. By comparing the heat transfer effect of different thermal conduction materials and their experimental application, it was found that aluminum shim with pores was a suitable material for the thermal conducting layer in this system. In addition, placing a spacer on the permeate side of the cell can effectively prevent the membrane from adhering to the wall of the cell under the reaction of vacuum, and ensure stable water production. This VMD system has excellent performance for the treatment of brine with the rejection over 99.98%. Comparing the membrane fouling in the single-component calcium-magnesium ion experiment, the scaling rate of calcium salt is faster compared with magnesium salt. Among that, CaSO4 played a critical role in membrane scaling.
Therefore, the influence of different thermal conducting layer temperatures and feed concentrations on the scaling rate of CaSO4 was further studied. The results showed that after the flux was reduced to 0.7 of the initial value, uneven needle-like or rod-shaped CaSO4 crystals were present on the membrane surface, and their precipitation and accumulation on the membrane surface blocked the membrane pores and hindered the heat and mass transfer in the VMD process. With the thermal conducting layer temperature rising from 40°C to 60°C, the critical point of flux declined from 34 to 22 h.
Similarly, when the concentration of feed was 1,200 mg/L, the induction crystallization time was 36 h, while the normalized flux has declined almost linearly since the beginning of the experiment when the concentration increased to 2,600 mg/L. These indicated that higher temperature and feed concentration shorten the induced precipitation time, and accelerate membrane fouling rate. The use of deionized water can effectively remove inorganic foulant on the membrane surface, and the flux can recover to 90% of the new membrane after washing four times.
Footnotes
Authors' Contributions
Y.Y.: data curation, investigation, methodology, and writing—original draft. S.L.: data curation, methodology, and writing—original draft. F.H.: conceptualization, funding acquisition, supervision, and writing—review and editing.
Author Disclosure Statement
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this article.
Funding Information
The authors thank the Natural Science Foundation of Hebei Province under Grant Number E2021202002, and the Key Technology Research and Development Program of China under Grant Number 2021YFC3201405 for funding this study.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.