
Abstract
Polyethylene terephthalate (PET) is one of the most abundant municipal polymer waste due to its widespread use in plastic industry. Therefore, its catalytic recycling into valuable products is of great interest. This study aims to achieve catalytic pyrolysis of PET into useful hydrocarbons. The pyrolysis of PET was carried out in the presence of aluminum in the temperature range of 450–650°C using a batch steel reactor, which resulted in wax, pyro-gases, and coke. The amount of wax was maximum at 500°C, whereas higher temperature favored formation of pyro-gases; however, pyrolysis oil formation was not observed. The gas chromatography mass spectrometric (GC-MS) analysis revealed that PET was degraded mainly into benzene derivatives through random scission of ester linkages. Knowing this fact, PET was copyrolized with polyethylene (which is readily convertible to pyrolysis oil) so as to increase aromatic hydrocarbons in pyrolysis oil by the interaction of degradation fragments of both polymers. The copyrolysis resulted in aromatics in the pyrolysis oil, which were further increased by the application of aluminum catalyst. Long chain paraffins were predominant in thermal pyrolysis oil with relatively higher amounts of carboxylic acids, alcohols, and ketones, which rendered the fuel heavier and acidic. In contrast, the catalytic pyrolysis oil contained lighter hydrocarbons with lower amount of acidic and oxygenated compounds, which could be attributed to enhanced scission and deoxygenation reactions by aluminum catalyst. The catalytic process also increased isoparaffins, olefins, and naphthenes in pyrolysis oil. These functionalities could further improve the fuel quality and combustion properties of pyrolysis oil. These findings have broader implications in terms of producing better fuel from waste plastics with the desirable fuel properties, as well as their mitigation from the environment.

Introduction
Polyethylene terephthalate (PET) is a thermoplastic polyester (Fig. 1) that consists of 62.5% carbon, 33.3% oxygen, and 4.2% hydrogen (Jose and Oscar, 2017; Almutalabi et al, 2021). It has a wide range of industrial applications such as in making sheets, fibers, films, food and beverage packaging especially soft drink and water bottles (Hayden et al, 2013, Dimitrov et al, 2013). However, the consumption of these products increases the plastic waste, which accumulates in landfill, as well as water bodies, and results in many environmental problems. As the plastic polymers are not biodegradable, they persist in the environment for decades (Cit et al, 2010; Jose and Oscar, 2017).

Structure of PET, LDPE, and HDPE.
Incineration, chemical, and mechanical recycling are the conventional methods for the mitigation of plastic waste (Chen et al, 2021). The incineration has the advantage of reducing landfill space and decomposition time for plastic waste. However, it produces harmful compounds such as polyaromatic hydrocarbons in the atmosphere (Kunwar et al, 2016). The chemical recycling involves depolymerization of plastics where the monomers are recovered and can be used in making new polymers (Yang et al, 2022). However, this process requires expensive chemicals, which limit its mass production. The mechanical recycling is preferred to chemical because it is relatively simple and cost effective, but the recycled plastic products are of low quality due to contaminants (Hayden et al, 2013). Furthermore, it requires sorting of different plastics before processing (Bashirgonbadi et al, 2022).
High risk of environmental pollution due to plastics coupled with demand for alternative energy resources are the incentives for developing new waste management technology (Lee et al, 2017). A great deal of research is devoted to developing sustainable recycling technology which consumes little energy with no harmful effects on the environment (Ignatyev et al, 2014). Pyrolysis is a thermal conversion method which is being focused widely and applied to plastic waste for the production of valuable chemicals and fuels (Lim and Kim, 2019). In this process organic polymeric materials which may be natural or synthetic are heated under inert or oxygen deficient conditions, where they undergo degradation and produce a variety of smaller molecules collectively termed as chemical feedstock (Brems et al, 2011; Dogan-Saglamtimur et al, 2019; Guo et al, 2020; Lee and Liew 2021). The nature of chemicals produced by pyrolysis depends on the nature of polymer pyrolyzed, the reaction conditions provided for pyrolysis, the reactor system, and the catalyst used (Kusenberg et al, 2022).
Pyrolysis is the promising technology to recover the energy and chemicals from plastic waste. About 10% of the energy content of plastic waste is consumed in its conversion to valuable hydrocarbons. In view of environmental waste conversion to value added chemicals, plastic waste are deemed to be the best candidate for pyrolysis owing to its abundance and high calorific value (Sarker and Rashid, 2013; Al-Salem et al, 2017; Jia et al, 2020). Catalytic pyrolysis has received great attention due to its ability to increase the thermal efficiency, as well as its effect on the chemical composition of pyrolysis products. For example, zeolites have been used to increase the yield and quality of pyrolysis oil (Peng et al, 2022). Platinum catalyst has suppressed formation of harmful gases during the pyrolysis of food waste (Park et al, 2020).
The pyrolysis of PET results in the formation of terephthalic acid and benzoic acid, which are undesirable to be present in the fuel as they render the fuel acidic (Kumagai et al, 2011). Some catalysts have been reported in the literature to have reduced the formation of acids in the pyrolysis of PET in addition to increase in the aromatic contents of the fuel. These catalysts include metals, acid zeolites, and CaO (Lim and Kim, 2019). Copyrolysis is also of great significance which involves two or more polymers to get interacted and pyrolyzed, simultaneously (Uzoejinwa et al, 2018). Several studies have reported copyrolysis in order to achieve desirable compounds in the pyrolysis products (Vo et al, 2022). Zhang et al., (2016) have demonstrated the copyrolysis of lignocellulose biomass with plastics, which has significantly increased the aromatic yield and reduced the amount of coke while the biomass separately produced less aromatics even in the presence of catalyst. Similarly, copyrolysis improved lighter hydrocarbons and lowered oxygen content of pyrolysis oil, which is desired in fuels (Luo et al, 2020).
Herein, this study is concerned with the catalytic pyrolysis of PET in the presence of aluminum and its effect on product distribution and yield. The effect of aluminum has also been explored on the copyrolysis of PET with low-density polyethylene (LDPE) and high-density polyethylene (HDPE) and the composition of pyrolysis oil. The structures of LDPE and HDPE are given in Figure 1 where it can be seen that both polymers have the same monomeric units. The LDPE has branched chains of carbon, whereas LDPE has linear chains. Scrap aluminum metal was used in the process instead of commercially available catalysts in order to explore the potential of waste material as cheap catalyst thereby making the process cost effective. The pyrolysis of LDPE and HDPE usually gives pyrolysis oil with lower aromatic content, which is undesirable in terms of fuel properties of the oil. Therefore, the focus of the study was to enhance the formation of aromatic hydrocarbons in the resulting fuel by copyrolyzing LDPE and HDPE with PET having aromatic ring. PET is considered unsuitable for liquid fuel production as its pyrolysis mainly results in wax formation, which also causes blockage of pyrolysis reactor (Gopi et al, 2022). However, due to the aromatic structure its copyrolysis with polyethylene renders the pyrolysis oil highly aromatic thereby improving the physicochemical properties of the fuel.
Materials and Methods
Collection and preparation of waste plastics for pyrolysis
Waste PET bottles, LDPE bags, and HDPE bottles were collected from municipal waste. These plastics were washed with water in order to remove dust, sun-dried, and shredded into pieces of 3.3–6.5 cm2.
Collection and preparation of waste aluminum
Aluminum particles that resulted from cutting and grinding of aluminum strips were obtained from a local workshop. The particles were sieved through ASTM 40 and 50 meshes giving particle size of −40 + 50, that is, less than 0.42 mm and greater than 0.297 mm.
Batch pyrolysis reactor
The reactor used for pyrolysis was made of stainless steel of 396 cm3 volume having two cylindrical chambers that could be quick fitted onto one another and made air tight by means of Teflon tape. The two chambers were internally separated by a ring, which prevented the back flow of products and mixing with reactants. The heating system consisted of electric furnace furnished with resistance coil, thermocouple, and temperature controller. The furnace had a cavity in which the reactor could be placed vertically. The furnace temperature was increased from ambient to the final preset pyrolysis temperature at a heating rate of 0.5°Cs−1, and after stabilization at that point, the pyrolizer was placed in the furnace cavity. The upper chamber of reactor had a delivery tube that could be connected with the condenser leading to a collection flask placed at 0°C as shown in Figure 2.
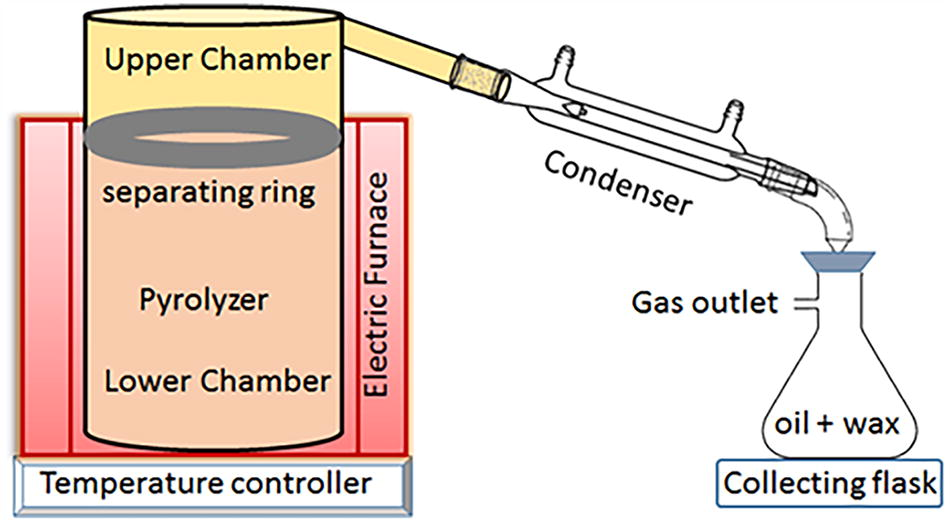
Schematic setup for pyrolysis.
Pyrolysis and Copyrolysis reactions
PET particles weighing 20 g of mass were loaded in the steel reactor, and 1 g of aluminum particles (5 wt%) were also thoroughly mixed with PET. The reactor was assembled and heated isothermally at a preset temperature for 60 min inside the electric furnace. The pyrolysis of PET produced volatile products and solid residue (coke). The volatile products of reaction upon passing through condenser were condensed in the form of wax and collected in the collecting flask placed at 0°C, whereas the noncondensable gases were allowed to expel out of the flask. The solid residue (coke) remained in the reactor. After completion of reaction the wax and coke were weighed, whereas the amount of noncondensable gases was calculated by subtracting the total amount of wax and coke from the initial mass of PET. Each reaction was carried out in triplicate, and the reaction products were expressed as weight percentage (wt%). The total % conversion was also calculated by subtracting the wt% of coke from 100%, which represented the total volatile products of reaction (wax and gases) or the extent of polymer degradation. The copyrolysis reactions were carried out by mixing PET, LDPE, and HDPE with a mass ratio of 1:2:2, respectively, having a cumulative mass of 20 g. Both the thermal and catalytic copyrolysis reactions were carried out at 500°C. For catalytic reaction 1 g of aluminum was also mixed with the polymer mixture. The reaction products of copyrolysis consisted of pyrolysis oil, wax, pyro-gases, and coke. The oil and wax were collected in the flask, which were separated and weighed. The coke was also weighed, whereas the pyro-gases were calculated by difference. The total % conversion in this case was equal to 100% minus wt% of coke, which represented the total amount of pyrolysis oil, wax, and pyro-gases produced.
GC-MS conditions for the analysis of wax resulted from PET
The wax resulted from pyrolysis of PET at 500°C was analyzed by GC-MS, QP-2010, Schimadzu Japan. The wax was dissolved in n-hexane and then injected into GC. The injection mode of GC was split with a split ratio of 50. The carrier gas used was Helium with 70.1 kpa pressure. The GC had capillary column (DB-5) having a constant gas flow of 1.3 mL min−1. The inject temperature was held at 300°C, whereas the interface temperature was 290°C. The GC oven temperature was programmed as follows: start from 35°C and hold for 5 min, ramp to 100°C at a rate of 5°C min−1 and hold for 1 min, ramp to 150°C at a rate of 10°C min−1 and hold for 10 min, and ramp to 290°C at a rate of 2.5°C and hold for 10 min. The total GC run time was 100 min.
The mass spectrometer (MS) was set at EI+ as ionization mode, and the m/z ratio was recorded from a minimum of 40 to a maximum of 800. The solvent delay time was 2.9 min. The MS library NIST08s was used to identify the chromatographic peaks.
GC-MS conditions for the analysis of pyrolysis oil
GC-MS Clarus SQ-8 (Perkin Elmer, USA) was used for the analysis of pyrolysis oil. The carrier gas (Helium) was used with 70.1 kPa pressure and 1 mL min−1 flow rate. The capillary column (Elite-5MS) was used having stationary phase made of 5% phenyl methyl siloxane with phase thickness of 0.25 µm. The length of column was 30 min, whereas the internal diameter was 0.25 mm. The GC was used in spit mode with a split ratio of 20. The inject temperature and detector’s temperature were held at 250°C and 300°C, respectively. The temperature programming for GC oven was set as follows: initial temperature 50°C, ramp to 300°C with a rate of 5°C min−1 and hold at 300°C for 1 min. The total run time of GC was 51 min. The injection was carried out manually by a microsyringe having 1 µL pyrolysis oil without dilution.
The ionization mode of MS was set at EI+. The m/z ratio was recorded from a minimum of 40 to a maximum of 500. The chromatographic peaks were identified by MS library, NIST 2014, version 2.4.
Results and Discussion
Synergistic effect of temperature and aluminum catalyst on the pyrolysis of PET
The effect of temperature on the pyrolysis of PET was explored from 450°C to 650°C with an increment of 50°C in the presence of aluminum (5 wt%). The initial mass of polymer was 20 g, whereas the reaction time was 60 min. The pyrolysis of PET resulted in wax, pyro-gases, and solid residue (coke). It was observed that most of the polymer remained unreacted at 450°C with a leftover residue of 88.5 wt%; however, when the temperature reached 500°C, most of the polymer (94.8 wt%) was converted into valuable products in which the amount of wax was 41.4% and pyro-gases were 53.4% (Fig. 3). The leftover residue was found only 5.2% indicating the complete degradation of PET at 500°C pyrolysis temperature under the given conditions. In order to further explore the effect of temperature on the product distribution of PET, the temperature was increased up to 650°C. It was observed that at higher temperatures, the amount of pyro-gases was profoundly increased with the expense of decrease in the amount of wax while the residue barely decreased. The reason was that at elevated temperatures the polymer chains were converted to lower molecular fragments thereby increasing the pyro-gases. Second, at elevated temperature secondary reactions also prevailed whereby the wax produced was again degraded and converted into pyro-gases in the upper chamber of reactor.
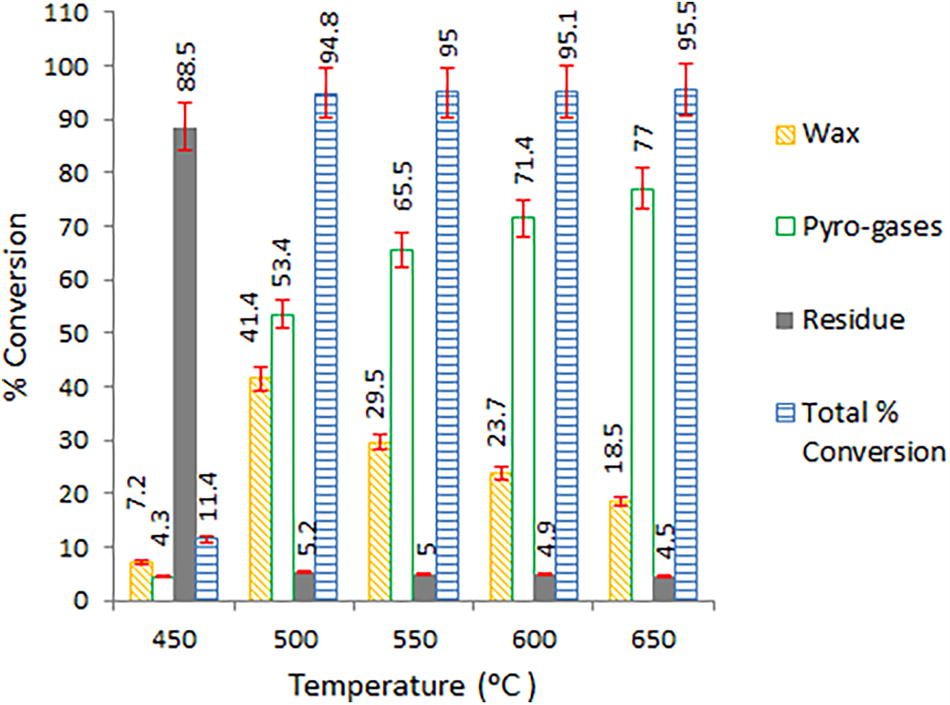
Effect of temperature on the pyrolysis of PET in the presence of aluminum catalyst.
It is worth noting that the polymer conversion in case of catalytic reactions with aluminum was found to be higher than the thermal (noncatalytic) reactions at all the explored temperatures (450–650°C). For example, the synergistic effect of aluminum and temperature can be seen in Table 1, which shows the product yields at the optimum temperature of 500°C both for thermal and catalytic reactions.
Comparison of Thermal and Catalytic Copyrolysis of PET, LDPE, and HDPE
Thermal and catalytic copyrolysis of PET with LDPE and HDPE
The PET was copyrolyzed with LDPE and HDPE in order to study its effect on the product distribution, yield, and composition of pyrolysis oil. The copyrolysis was carried out in the presence and absence of aluminum at 500°C pyrolysis temperature for 60 min of reaction time. The mass ratio of PET, LDPE, and HDPE was 1:2:2 with a cumulative mass of 20 g. The mass ratio of aluminum to polymer mixture was 1:20, that is, 5 wt% of polymer mixture. The thermal and catalytic copyrolysis under the same reaction conditions produced different yields of products as shown in Table 1. The thermal copyrolysis produced 8.0 wt% pyrolysis oil, 32.3% wax, 39.7 wt% pyro-gases, and 20 wt% coke, whereas the catalytic copyrolysis produced 30.2 wt% pyrolysis oil, 4.2% wax, 53.6% pyro-gases, and 12 wt% coke. The higher oil and gas yields in case of the catalytic copyrolysis showed the selectivity of aluminum for the formation of lighter hydrocarbons. Similarly, the decrease in the amount of wax and coke by the catalytic copyrolysis showed the better cracking ability of aluminum catalyst compared to the thermal process. The total % conversion (100% minus wt% of coke) is also greater in catalytic process compared to the thermal process, which shows enhanced polymer degradation in the former. The increase in the amount of pyrolysis oil and pyro-gases with simultaneous decrease in wax indicated that the wax formed in the reactor further underwent degradation and were converted to oil and gases.
The higher products’ yield in the catalytic process could be attributed to the higher thermal conductivity of aluminum (237 W m−1 K−1) compared with stainless steel (15 W m−1 K−1), which effectively helped in scission of polymer chains (Zhang and Li, 2023). The other reason is the presence of Al2O3 layer on the aluminum surface due to its high affinity for oxygen. Ardy et al, (2020) demonstrated the catalytic activity of Al2O3 is due to its acidity in dehydration of ethanol to form dimethyl ether which also produced H2, C2-C4 hydrocarbons and aromatics as side reactions. Xue et al, 2019 also reported the acidity and catalytic activity of Al2O3 in pyrolysis of bamboo residue, which enhanced the cracking and deoxygenation reactions thereby producing more CO and CO2 in pyro-gases compared to the thermal process.
GC-MS analysis of wax resulted from the PET
The gas chromatogram of the wax produced by the catalytic pyrolysis of PET is given in Figure 4, whereas the identified compounds are given in Table 2 with their retention time and relative percent amount. The chromatographic peaks identified by the MS library represent 69% of the total area, whereas the rest are unidentified. The percentage of these compounds is based on the area normalization of peaks. The compounds given in Table 1 show that PET was degraded mainly into benzene derivatives having aldehyde, ketone, alcohol, and carboxylic functionalities. The degradation products also included some aliphatic compounds. This suggests that the session of polymer occurred at the ester bond present between the terephthalate and ethylene where the former fragment produced aromatic compounds and the later fragment produced aliphatic hydrocarbons. The presence of methylated benzene and biphenyl compounds indicated that the session also occurred between the benzene ring and the carboxylic functionality at both para positions. This is supported by previous studies (Sarker and Rashid, 2013; Turnbull et al, 2013), which have shown that the degradation of PET chains proceeds through random scission of ester linkages, which results in vinyl ester end group and a carboxyl end group as shown in Figure 5. An array of various compounds is then formed by the secondary reactions of these end groups as given in Table 2.
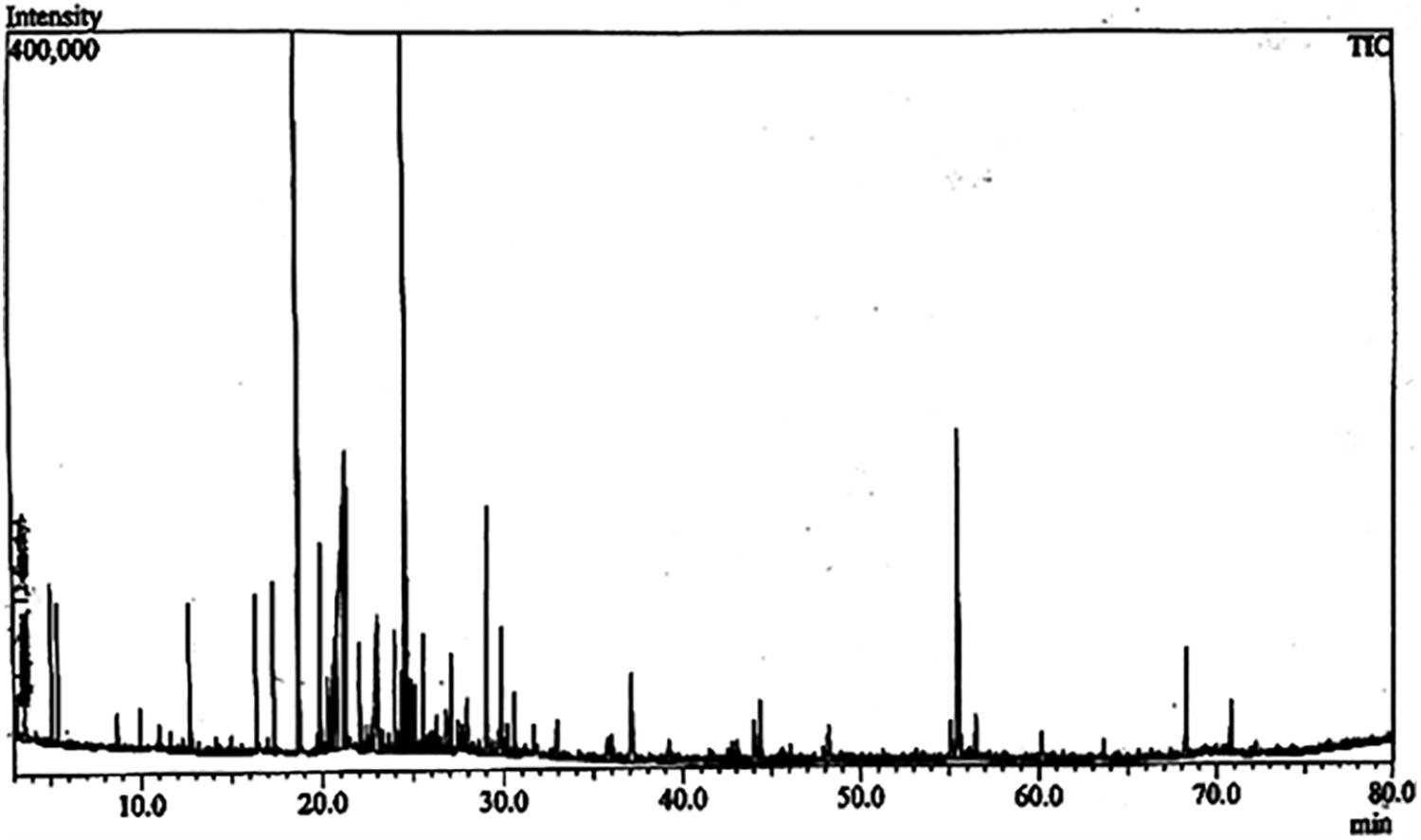
Gas Chromatogram of wax resulted from catalytic pyrolysis of PET.

Scission of ester linkage of PET.
Identified Compounds in Wax Resulted from Catalytic Pyrolysis of PET
GC-MS characterization of the thermal and catalytic pyrolysis oils
The GC-MS study was carried out for both the thermal and catalytic pyrolysis oil. The chromatograms of thermal and catalytic pyrolysis oil are given in Figure 6, where it can be noted that the peaks have appeared earlier in the catalytic pyrolysis oil compared with thermal pyrolysis oil which indicated relatively lighter hydrocarbon in the former. The identified compounds in thermal and catalytic pyrolysis oils were categorized in paraffins, isoparaffins, olefins, naphthenes, aromatics, alcohols, ketones, and carboxylic acids. The difference in the composition of thermal and catalytic pyrolysis oil with respect to the functionalities of compounds is given in Table 3. It can be seen that out of 73.78% identified compounds in the catalytic pyrolysis oil, olefins (31.97%) and isoparaffins (16.43%) are predominant. The thermal oil, out of 72.43% identified compounds, has 40% paraffins ranging from C7 to C42, whereas the catalytic oil has 6.31% paraffins ranging from C7 to C32. The amount of naphthenes and aromatics is relatively higher in the catalytic pyrolysis oil, whereas that of alcohols, ketones, and carboxylic acids is higher in the thermal pyrolysis oil. The catalytic copyrolysis favored formation of lighter hydrocarbons due to the enhanced scission of polymer chains.

The Gas chromatograms of thermal and catalytic pyrolysis oil.
Composition of Thermal and Catalytic Pyrolysis Oil
The presence of olefins, naphthenes, and aromatics with relatively higher amounts is desirable in pyrolysis oil as they increase the combustion properties of fuel. Similarly, the lower amounts of carboxylic acids, ketones, and alcohols render the pyrolysis oil less acidic compared with thermal pyrolysis oil. The catalytic process also promoted deoxygenation reactions thereby producing less oxygenated compounds (carboxylic acids, ketones, and alcohols) compared with the thermal process. As the PET has aromatic rings in its structure, its copyrolysis with polyethylene resulted in formation of aromatic compounds in pyrolysis oil. The aromatic content of pyrolysis oil was further increased by catalytic copyrolysis. This implied that the degradation fragments of both polymers well interacted with each other, thereby affecting the composition of pyrolysis oil. Although PET is deemed unsuitable for pyrolysis as it results in oxygenated compounds and wax formation, its copyrolysis was advantageous in terms of increasing the aromatic content of pyrolysis oil.
Conclusion
The pyrolysis of PET in the presence of aluminum catalyst resulted in wax and pyro-gases in the temperature range of 450–650°C. The maximum amount of wax was produced at 500°C, whereas higher temperatures favored formation of pyro-gases. However, PET was not convertible into pyrolysis oil up to 650°C in the presence of aluminum catalyst. The degradation of PET mainly resulted in aromatic compounds during the catalytic process through random scission of ester linkages. In the copyrolysis reaction, the interaction of degradation fragments of PET with polyethylene increased the aromatic compounds in the pyrolysis oil, which was further enhanced by the catalytic process. Furthermore, it can also be concluded from the results that the aluminum catalyst suppressed the formation of acidic compounds in the pyrolysis oil. The study found that the chemical composition and fuel properties of pyrolysis oil could be controlled by selecting suitable combinations of waste plastics. However, efforts are needed to make the pyro-technology more efficient and technically sound so as to produce fuel and value-added products for practical applications.
Footnotes
Acknowledgment
The research facilities provided by the Advanced Research Laboratory of the Bacha Khan University Charsadda are highly acknowledged.
Authors’ Contributions
All the authors contributed to the study conception and design. Material preparation, data collection, and analysis were performed by H.G., S.M., and K.H. The first draft of the manuscript was written by S.M., which was reviewed and finalized by H.G.
Author Disclosure Statement
The authors have no relevant financial or non-financial interests to disclose.
Funding Information
The authors did not receive support from any organization for the submitted work.
Conflicts of Interest
The authors have no competing interests to declare that are relevant to the content of this article.
Data Availability Statement
The authors declare that the data supporting the findings of this study are available within the article. Should any raw data files be needed in another format they are available from the corresponding author upon reasonable request.