
Abstract
The kinetics of extraction of dibutyl sebacinate by different grades of motor fuel from rubberised fabric based on a blend of nitrile rubbers SKN-26M and SKN-40M was investigated. The kinetics was determined according to the GOST 9.030-74 standard from the change in weight of the specimen after holding in fuel at 50°C and drying. The change in quality of the fuel after contact with the fabric was recorded from the change in the content of existent gum in fuel according to GOST 1567-97 (ISO 6246-95) and its acidity according to GOST 5985-79 before and after contact with the rubberised fabric. It was shown that the process of extraction proceeds in two stages, the time of the first of which under experimental conditions is not dependent on the type of fuel. The rate of the first stage is much higher than the rate of the second stage. The relation of rates and proportion of extracted fuel at the first and second stages depends on the type of fuel. It can be asserted that the surplus amount of extracted substances is made up of impurities, which include residual monomer or its derivatives and substances used in the synthesis of the rubber. The mechanism of extraction with extractant counterflow into the vulcanisate and its dependence on the grade of petrol is proposed, based on allowance for the diffusion processes in the system.
Rubberised fabrics are promising materials for the production of soft tanks for the short-time storage of fuel. At the same time, the use of tanks of such design is associated with the extraction of components of the vulcanisate by the fuel. Change in the composition of the fuel during storage may affect engine operation.
The aim of the present work was to investigate the dependence of the kinetics of extraction on the type of fuel and the change in the composition of the fuel during storage.
The investigation was conducted on rubberised fabric based on a blend of nitrile rubbers SKN-26M and SKN-40M (Table 1). The kinetics of extraction of vulcanisate by petrol of GOST R 51105-97 grades – Normal-80 (AI-80), Regular-92 (AI-92), and Premium-95 (AI-95) – was determined according to GOST 9.030-74. A specimen of rubberised fabric of 0.35 cm3 volume was placed in a vessel containing 100 cm3 of fuel with a temperature of 50°C. The change in weight of the specimen was determined by periodic weighing after drying. The content of gum in the fuel before and after contact with the rubberised fabric was determined according to GOST 1567-97 (ISO 6246-95). The acidity of the fuel before and after contact with rubberised fabric was determined according to GOST 5985-79. The content of existent gum and the acidity of the fuel were determined in the case of the contact of rubberised fabric with AI-80 and AI-92 petrol and TS-1 fuel (GOST 10227) and diesel fuel (DF) (GOST 305).
The composition of the vulcanisate used for the production of rubberised fabric.

An analysis of the composition of the vulcanisate (Table 1) indicates that it is dibutyl sebacinate (DBS) that is chiefly extracted [1, 2]. The high affinity between the fuels and rubber used, which was assessed from values of the solubility parameter [3, 4], determines the process of extraction under conditions of extractant counterflow into the vulcanisate. In the Q s–τ coordinate system (where Q s is the reduction in weight of the rubberised fabric within the time of extraction, and τ is time), the kinetic dependences of extraction have an exponential form (Figure 1a). In the Q s–τ 0.5 coordinate system, the dependences are transformed into dependences that consist of two linear segments (Figure 1b). The kinetic dependences in the Q s–τ 0.5 coordinate system indicate that the process of extraction proceeds in two stages, and the nominal rate of each stage of the process in the given coordinate system can be assessed from the magnitude of the slope tangent of linear segments of the kinetic dependences. Under experimental conditions, the time of the first stage of extraction is not dependent on the grade of petrol and lasts days (Figure 1b).
At the first stage of the process, a relatively high nominal rate of extraction is achieved, and at the second stage there is a significant reduction in the nominal rate. When petrol AI-92 or AI-95 is used, the entire amount of DBS is extracted at the first stage of the process. When AI-80 is used, transition to the second stage of the process is reached on extraction of a relatively small quantity of DBS, of the order of 40% of the initial content in the vulcanisate.
In the case of extraction by AI-95 petrol and to a lesser extent by AI-92 petrol, the amount of extracted substance is 15–20% higher than the initial amount of DBS in the specimen. The experimental procedure used does not provide for separation of the flow of extracted substance into individual components and determination of their composition. However, it can be asserted with a high degree of probability that the surplus amount of extracted substances is made up of impurities that include residual monomer or its derivatives and substances used in the synthesis of the rubber.
The dependence of the kinetics of extraction of DBS on the grade of petrol (Figure 1) reflects the influence of the composition of the petrol on the diffusion of the extractant into the vulcanisate. The composition of the petrol can be assessed from the reference saturated steam pressure [5]. The saturated steam pressure of AI-80 petrol is practically twice as great as that of AI-92 petrol and AI-95 petrol which have similar values of this index. This result reflects the relatively high content of light hydrocarbon fractions in AI-80 petrol by comparison with AI-92 and AI-95 petrol. However, there is a certain discrepancy between the composition of the petrol and the rate of diffusion of the extractant into the vulcanisate. By comparison with heavy hydrocarbon fractions, the light fractions have a higher rate of diffusion into the vulcanisate [5], which should be reflected by an increase in the extraction rate of DBS but is not borne out by experimental data (Figure 1).
The process of extraction with extractant counterflow is determined by the relationship between the rate of diffusion of extractant into the vulcanisate, which during extraction leads to an increase in the thickness of the swollen layer of vulcanisate, the rate of diffusion of DBS in the swollen layer to the surface of the vulcanisate, and the rate of diffusion of DBS from the bulk of the vulcanisate into the swollen layer. The rate of diffusion of light fractions of the petrol into the vulcanisate is higher than the rate of diffusion of DBS from the bulk of the vulcanisate into the swollen layer, which is determined by the high molecular weight of DBS and the similar structure of its molecules by comparison with these parameters for molecules of normal hydrocarbons.
Therefore, when A-80 petrol is used, the complete extraction of DBS from a surface layer of vulcanisate of small thickness is achieved within a short process time. The extraction of DBS from the surface layer without its transfer from the bulk of the vulcanisate results in a reduction in the mobility of macromolecular segments of the rubber. The change in composition and structure of the surface layer leads to the formation of a surface barrier layer, which prevents the diffusion of AI-80 petrol into the vulcanisate and the diffusion of DBS from the vulcanisate. As a result of this, a significant quantity of DBS remains within the vulcanisate, which is reflected on the kinetic dependence of extraction by AI-80 petrol (Figure 1b) by transition to the second stage of the process on extraction of a relatively small quantity of DBS. Reduction in the kinetics of extraction in the given case is connected with reduction in the rate of diffusion in the surface barrier layer of AI-80 petrol, which likewise lowers the rate of diffusion of DBS to the surface of the vulcanisate.
The relatively low rate of diffusion into the vulcanisate of heavy fractions of AI-92 and AI-95 petrol leads to evening out of this rate and the rate of diffusion of DBS from the bulk of the vulcanisate into the swollen layer. With the uninterrupted entry of DBS into the swollen layer, mobility of macromolecular segments of the rubber is retained within it, and consequently, for the entire duration of the process of extraction, the transfer of petrol into the vulcanisate and of DBS from the vulcanisate is maintained. This process is characterised by a continual increase during extraction in the thickness of the swollen layer, which is reflected on the kinetic dependences by a relatively high nominal rate of the first stage of the process and by the practically complete extraction of DBS over the course of the first stage (Figure 1b).
The proposed mechanism of extraction of vulcanisate by AI-92 or AI-95 petrol excludes the formation of the surface barrier layer characteristic of extraction by AI-80 petrol. Therefore, the reduction in the rate of the second stage of extraction by these grades of petrol requires explanation (Figure 1b). Reduction in the rate of the second stage of extraction by AI-92 and AI-95 petrol seems to be due to the different structure of the volume of the vulcanisate and the layer of vulcanisate that is formed at the vulcanisate/fabric boundary. The fabric-reinforced layer of vulcanisate limits the diffusion of petrol, which in turn lowers the rate of diffusion of DBS from the reinforced layer. The influence of the reinforced layer on the diffusion of DBS from the vulcanisate is reflected on the kinetic dependences of extraction by AI-92 and AI-95 petrol by a reduction in the nominal rate of the second stage of the process (Figure 1b).
The kinetics of change in the content of existent gum and the acidity of petrol likewise confirms the proposed mechanism of extraction of the vulcanisate and its dependence on extractant counterflow into the vulcanisate. By comparison with AI-92 petrol, extraction of the vulcanisate for 24 h by AI-80 petrol is reflected by a lower content of existent gum and lower fuel acidity indices. With a significant time, the difference between the content of existent gum and the acidity of AI-80 or AI-92 petrol and these indices after contact with rubberised fabric is evened out (Table 2), which indicates breakdown of the barrier layer with a significant time of extraction by AI-80 petrol.
The quality of fuels after contact with rubberised fabric.
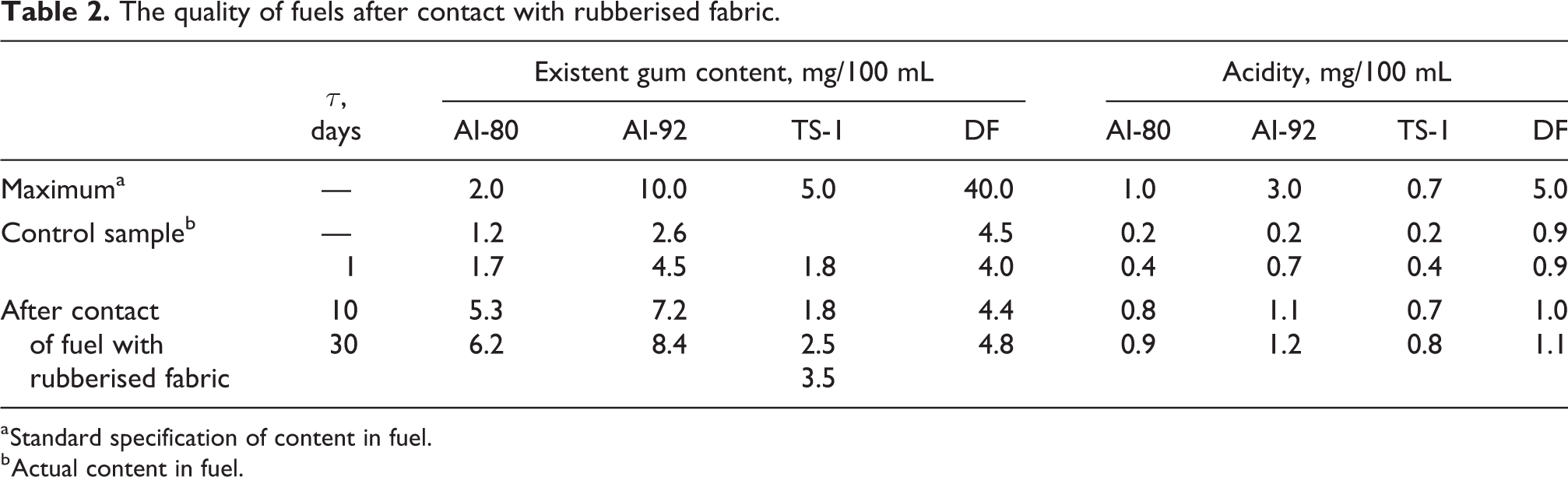
a Standard specification of content in fuel.
b Actual content in fuel.
Under experimental conditions (a relatively high petrol temperature), with contact of rubberised fabric with petrol of different grades, the indices of existent gum content and acidity meet the standardised requirements for fuel quality. The exception is the contact of rubberised fabric with AI-80 petrol, in the case of which the existent gum content becomes greater than the standardised value practically within 24 h (Table 2). It is to be expected that a reduction in the storage temperature will lead both to a reduction in the rate of extraction of DBS and to an increase in fuel quality. However, this requires further investigation.
Thus, the effectiveness of using soft tanks based on a blend of nitrile rubbers is determined by the type of fuel, while the kinetics of extraction of the substance from the vulcanisate is dependent on fuel counterflow into the material. When Regular-92 and Premium-95 petrol are stored, the entire quantity of dibutyl sebacinate is extracted from the vulcanisate, and the rate of extraction decreases in the case of the storage of Normal-80 petrol. Within a short time of Normal-80 petrol storage, the existent gum content exceeds the admissible level.