
Abstract
This study explores the development of a 3D-printed scale-type protective composite textile using biomimetic design principles, inspired by the scale structure of pangolins. Unlike conventional weaving techniques, 3D printing enables precise control over scale geometry (8–12 mm hexagonal units), hierarchical arrangements, and thermoplastic polyurethane (TPU) filler gradients (10–20 wt%), achieving a record puncture resistance of 56.1 N against 12G needles. Aimed at enhancing personal protective equipment, the scale-structured fabric offers improved puncture resistance, flexibility, and breathability. A systematic investigation into different scale configurations, material types, and infill densities reveals the optimal balance between stability and energy absorption. The results indicate that low-fill TPU scales exhibit the best puncture resistance while maintaining sufficient flexibility and air permeability. The study demonstrates the potential of biomimetic 3D-printed textiles as an innovative solution for lightweight, customizable, and efficient PPE materials.
Introduction
Personal protective equipment (PPE) is a wearable device or clothing designed to protect the human body from physical, chemical, and biological hazards in work or dangerous environments.1–5 It blocks, absorbs, or disperses external risks to reduce the possibility of injury or infection. It covers various forms such as protective gear, protective clothing, masks, etc., and is widely used in medical, industrial, military, and daily life scenarios.6–9
Traditional protective materials, such as metal plates and ceramic sheets, offer excellent impact resistance but are heavy and overly rigid, significantly restricting freedom of movement.9–11 In contrast, high-performance fiber fabrics like UHMWPE 12 and aramid13,14 are lightweight and flexible; however, achieving effective protection requires stacking dozens of layers, which compromises breathability and leads to considerable heat buildup. In recent years, biomimetic designs—drawing inspiration from structures like crocodile 15 and snake skin 16 —have emerged as innovative solutions to balance protection and comfort. Nevertheless, their production depends on intricate molds and coating assemblies, posing challenges for large-scale manufacturing and limiting structural precision.
In recent years, 3D printing technology has emerged as a promising avenue for PPE. 17 Its inherent capabilities for customized design 18 and functional integration 19 have significantly optimized protective performance. However, several challenges impede its widespread adoption, including unstable material interface bonding, 20 insufficient accuracy of mechanical models, 18 and high costs associated with scalability. 19 One latest study points out that cross-scale replication of biological hierarchical structures (such as snake scale multi-cascade interlocking) requires a breakthrough process, 16 which echoes the methodological methodology of this study to achieve the bionic structure formation of pangolin scales through 3D printing. In addition, the functional-morphological coupling characteristic of biological structures (such as scale rigid/flexible gradient distribution) poses a challenge to traditional manufacturing, 21 confirming the rationality of choosing fused deposition modeling (FDM) to achieve precise structural regulation. A gradient fill strategy can synchronously optimize stress distribution and energy absorption efficiency, 22 which is complementary to the nonlinear effect of fill density on thermoplastic polyurethane (TPU) performance in this study. To overcome these limitations and propel 3D-printed PPE toward high-performance and sustainable breakthroughs, key strategic directions involve the integration of biomimetic design, 23 multi-material gradient printing, and the establishment of comprehensive lifecycle standards. 17
To address the limitations of traditional protective materials in terms of comfort, flexibility, and manufacturability, this study introduces a novel approach that integrates 3D printing with biomimetic scale structures to fabricate flexible, puncture-resistant composite textiles. Inspired by the overlapping scales of pangolins, the scale-type structures were designed to enhance stab resistance while maintaining breathability and flexibility. Using FDM, scale elements made of various filament materials were printed and laminated onto mesh fabrics to form composite protective layers. The study systematically investigates the effects of different scale geometries, material types, and infill densities on mechanical performance. A combination of quasi-static puncture testing, flexibility assessment, air permeability analysis, and thermal imaging was employed to evaluate the protective effectiveness and comfort characteristics of the fabricated materials. The results demonstrate that low-infill TPU scale structures exhibit promising energy absorption and puncture resistance while maintaining good flexibility and breathability, highlighting their potential for next-generation PPE.
Materials and Methods
Design and fabrication
Figure 1a illustrates the design inspiration for the scale armor, which is drawn from the pangolin’s scale structure. This structure imparts anti-stab performance (Fig. 1b) and excellent flexibility (Fig. 1c), both of which are crucial features for enhancing the performance of protective textiles. Figure 1d presents the process of constructing the composite textiles using 3D printing and fabric composite technology. A large pore mesh fabric serves as the base, and an FDM 3D printer is employed to build the scale structure, resulting in a scale fabric. This scale fabric is then laminated with a black knit fabric using an adhesive to form the scale composite fabric. Unlike the exposed scale structure found in biological systems, the scales in this composite fabric are concealed behind the knit fabric. Three versions of the scale configuration are presented: a flat hexagon (Fig. 1e), a medium protruding hexagonal pyramid (Fig. 1f), and a modified hexagonal pyramid with protrusion and extension (Fig. 1g). Compared to the first two configurations, the third provides the strongest protection against scale gaps and is the type selected for this study.
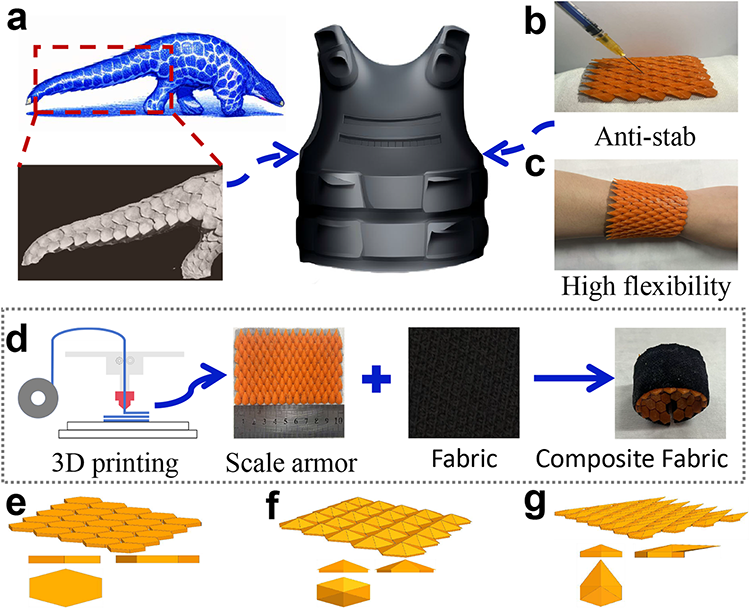
Bioinspired design and preparation process of 3D-printed scale-type protective composite textiles.
Printing materials and parameters
The base fabric of the composite is the black pique mesh fabric (65% polyester, 35% cotton, 180 g/m2). All 3D printed samples presented in this article were produced on a Bambu Lab X1-Carbon 3D printer. The information of all materials involved is shown in Table 1. Filament materials are provided by Bambu Lab Technology Co., Ltd.
Filament Material Properties and Some Printing Parameters

The models are designed by UG-2023 software and sliced by Bambu Studio software. The printer uses 0.4 mm hardened steel nozzles. The cooling fan speed is set to 100%. The printing layer height is 0.12 mm. The filling structure adopts a linear printing path. The filling density is 15%, 50%, and 100%, respectively. The filling pattern is a straight line. The nozzle, heated bed temperature, and printing speed are shown in Table 1. All printing processes are completed under conditions of consistency except for the temperature parameters related to the material. After printing, no post-processing was performed.
Characterization
The quasistatic puncture test was performed in a universal testing machine (SANS CMT 4304) with a 500 N load cell, based on standard GB/T 20655 protective clothing—mechanical properties—determination of the resistance to puncture. In this study, specimens were punctured vertically using 8#, 12#, and 16# (diameters of these needles are 0.8, 1.2 and 1.6 mm, respectively) hypodermic needles at a constant speed of 100 mm/min until a defined maximum deflection of 10 mm. Three replicates were obtained for each sample. Repeat with a new needle each time to ensure consistent sharpness. The puncture resistance of scale armor, fabrics, and scale armor composite fabrics was tested.
The bending behavior of a model is the main indicator of its flexibility. The flexibility test was conducted with reference to the GB/T 18318.1:textiles determination of bending behavior part 1: incline method, and the bending stiffness was calculated. And the overhang angle formed by pushing the sample on the round tool shows the flexibility of the model.
The air permeability test was performed using a digital fabric air permeability tester (YG [B] 461E, Wenzhou Darong Textile Instrument Co., Ltd.,) with a test area of 20 cm2 and a pressure difference of 100, 150, 200, 250, and 300 Pa on both sides of the test bench.
Thermal conductivity properties of the samples were characterized based on thermal conductivity tests. Use an electric hot plate to heat the sample to 50°C for 1 min. When the set temperature is reached, an infrared thermal imager (UTi260B, Uni-Trend Technology) records the front and back thermal images of the sample to measure the temperature of the sample surface. The test sample size is 10 cm2. The samples tested include scale models with different fill levels constructed from filaments of different materials and scale armor composite fabrics.
Results and Discussions
Quasi-static puncture resistance of filament materials
Select the eight printing materials listed in Table 1 to prepare a unified cube model (size: 50 × 50 × 2 mm). Samples are prepared by unified printing parameters to ensure the comparability of the quasi-static puncture test results. As shown in Figure 2a, the load-displacement curve of highly rigid materials showed a steep slope at the initial stage, which is consistent with the Young’s modulus data in Table 1 in the Z-axis direction. Among them, PLA-CF showed the best puncture resistance, reaching a peak load of 28 N at a displacement of 1.2 mm. In combination with the deformation observations in Figure 2b–i, the needle tip gradually penetrates the material matrix with increasing deflection. The first load drops sharply, corresponding to the needle tip penetrating the surface layer, indicating that the material has partial interlayer peeling or matrix cracking. The load-displacement curves of low-modulus materials (e.g., AERO, E = 1.2 GPa; TPU, E = 0.6 GPa) exhibit gradual initial slopes, with TPU demonstrating the lowest peak puncture resistance (12N) and largest displacement (3 mm) due to its inherent ductility.Notably, while PA (E = 2.2 GPa) shares a comparable Young’s modulus with PLA-CF, its initial load-displacement curve displays a flatter slope, achieving merely 16 N maximum load at 2.4 mm displacement. This deviation may stem from either inadequate interlayer bonding strength during printing or the material’s nonlinear elastic response under localized deformation, which warrants further investigation through micro-CT characterization or dynamic mechanical analysis to elucidate the underlying mechanisms.
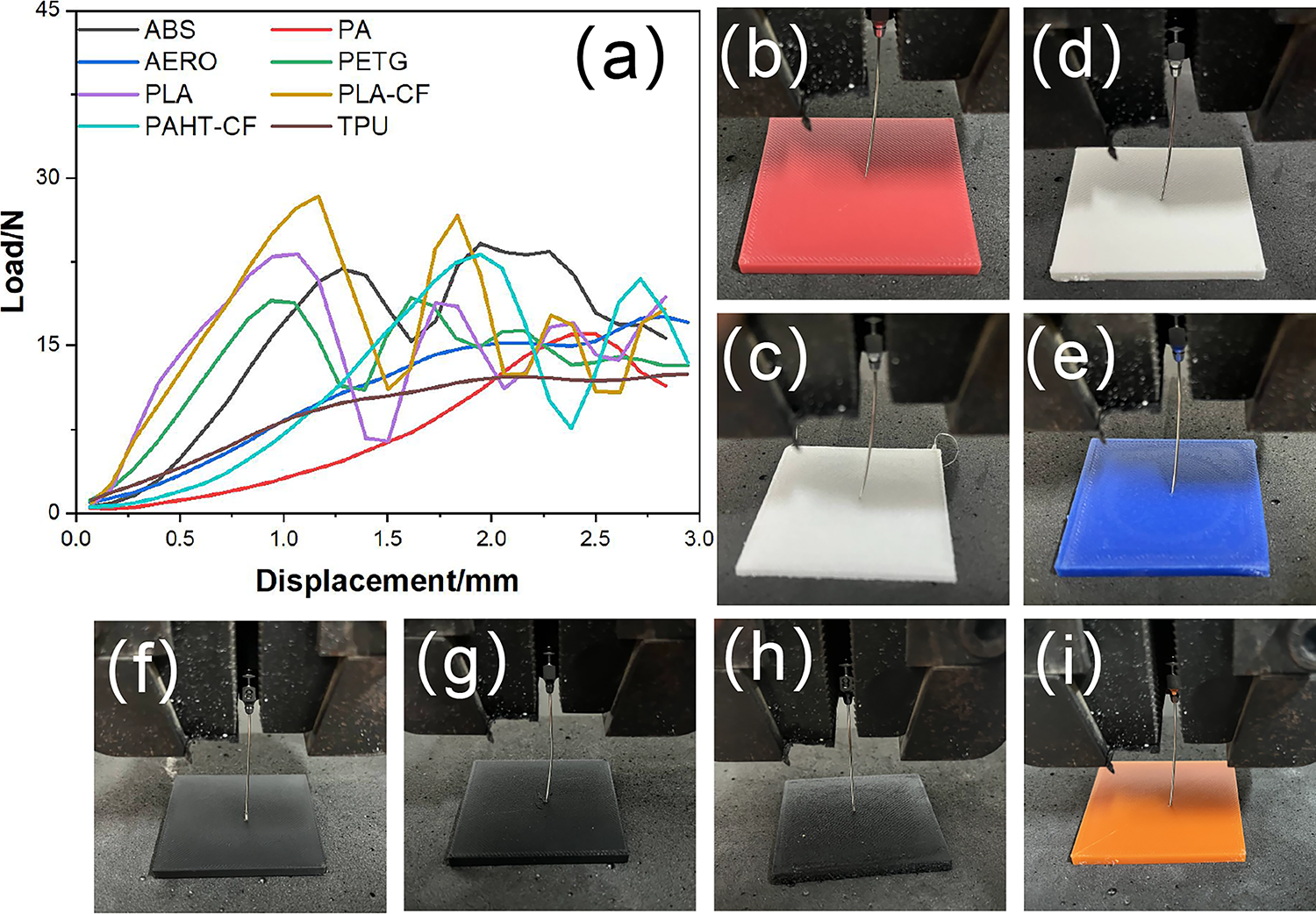
Characterization of puncture resistance of filament materials.
Quasi-static puncture resistance of scale structures
Figure 3 presents the quasi-static puncture load characteristics of three materials, AERO, PLA, and TPU, at different filling rates. The load of AERO increased significantly by 273% with the increase in filling rate from 15% to 100%, indicating that high-filling rate enhances its structural compactness and puncture resistance. The load change of PLA is non-monotonic, with 22.4 N at 15% filling rate, 18.1 N at 50%, and 27.2 N at 100%. The performance degradation at 50% filling rate may be related to the residual stress during printing. Accumulation is related, and the tight arrangement of molecular chains at 100% fill rate partially offsets the stress concentration effect. The load of the TPU increased slightly by 14.1% from a 15% filling rate to 50%, but dropped by 31.3% at a 100% filling rate. This suggests that moderate filling enhances its molecular chain crosslinking, while excessive densification leads to loss of elasticity and stress concentration, weakening resistance to puncture. These results reveal the complex relationship between the mechanical properties of the material, the filling rate, and its own characteristics.

Combining the above analysis shows that the TPU has high ductility and energy absorption capabilities and exhibits enhanced puncture resistance at non-high filling rates. Therefore, the low fill rate structure of TPU materials is more suitable for protective textile scale designs because it can provide better energy absorption while maintaining sufficient puncture resistance.
Stab-resistance of protective composite textiles
Figure 4a reveals a nonlinear relationship between the load resistance and needle size of the 15% filled structure TPU scale during quasi-static puncture. Specifically, the 1.2 mm (12 G) needle produces the highest peak load during puncture, reaching 56.1 N, significantly better than the 0.8 mm (8 G) and 1.6 mm (16 G) needles, with the peak loads of 19.1 N and 41.5 N, respectively. This result shows that the needle size has an important impact on the failure mechanism of the TPU scale. The small-sized needle (0.8 mm) is too sharp, resulting in local stress concentration, which causes rapid brittle fracture of the material and limited energy absorption capacity. The medium-sized needle (1.2 mm) maximizes the plastic deformation resistance of TPU scales by balancing the contact area and stress concentration effect and requires higher energy to penetrate. While the large-sized needle (1.6 mm) reduces the passivation effect. Stress efficiency is achieved so that the material disperses energy through extended deformation, thereby reducing the need for concentrated loads. This corresponds to the incremental depression state of the TPU scale in the quasi-static penetration image of Figure 4b–d.
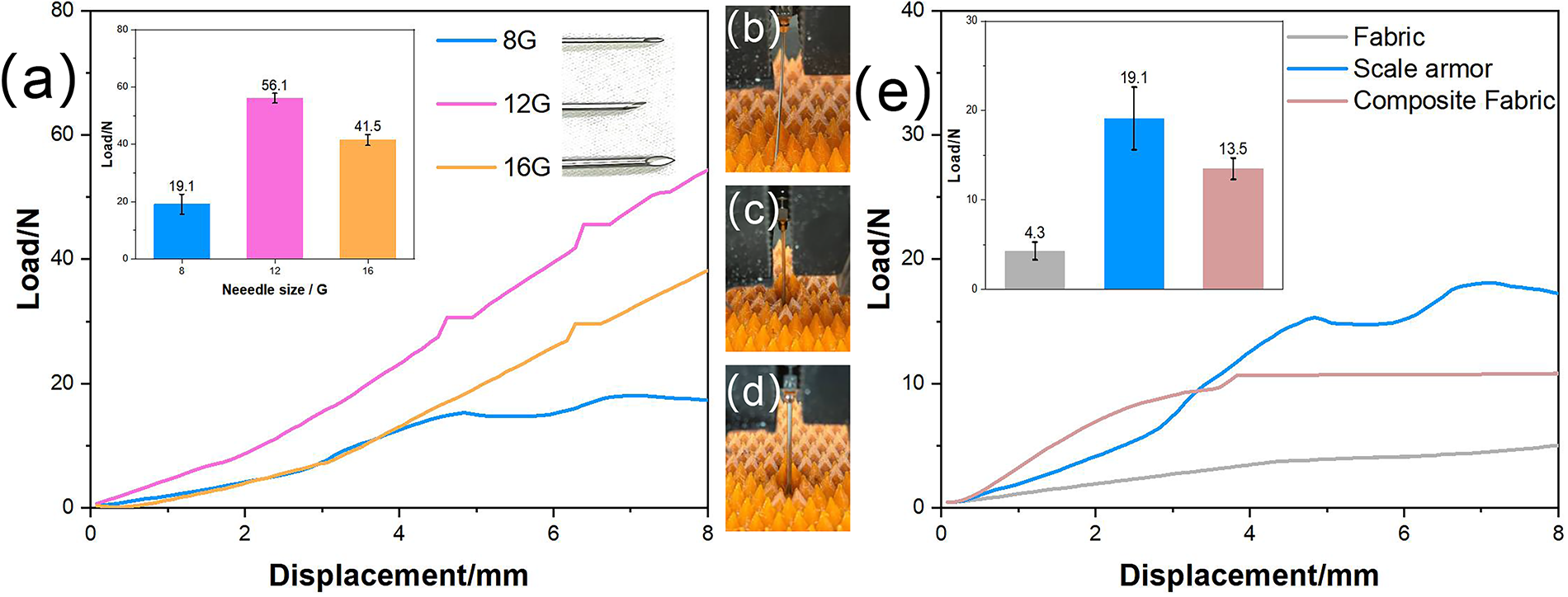
Characterization of anti-puncture of scale and scale composite textiles.
Figure 4e shows that TPU scales have optimal puncture resistance when tested with 8G needles with high ductility, with a peak load of 19.1 N. And the load-displacement curve is manifested as a gentle rise and a wide peak platform, reflecting that the material can efficiently absorb energy through large-scale plastic deformation. In contrast, the cotton fabric has the lowest peak load due to its fiber structure being easily pushed away by the needle. The peak load of TPU-scale composite fabric is 13.5 N. Due to insufficient interlayer coordination or interface failure, its load-displacement curve shows a two-stage response of the slope reduction after initial elastic deformation, and its energy dissipation efficiency is lower than that of pure TPU scale. Overall, this result reveals that pure TPU scales have advantages in resisting sharp punctures, while the puncture resistance of composite fabrics has slightly decreased due to interlayer bonding and stress distribution problems.
Flexibility and air permeability
Comparing the droop angle display, the flexibility of the composite fabric is good but slightly lower than that of the pure TPU scale armor, as shown in Figure 5a, b. To meet the requirements of protective clothing manufacturing, a layer of textile was added to the back of the scale-like material. However, this addition of the fabric layer significantly reduced the material’s flexibility, highlighting the negative impact of the composite fabric layer. Despite this reduction, the composite fabric can still bend to a considerable degree when a certain amount of force is applied. The measured longitudinal bending stiffness of the composite fabric (76.6 mN·cm) is 10 times greater than that of the uncompounded scale armor. However, higher bending stiffness indicates poorer flexibility. In other words, as bending stiffness increases, the material flexibility decreases.
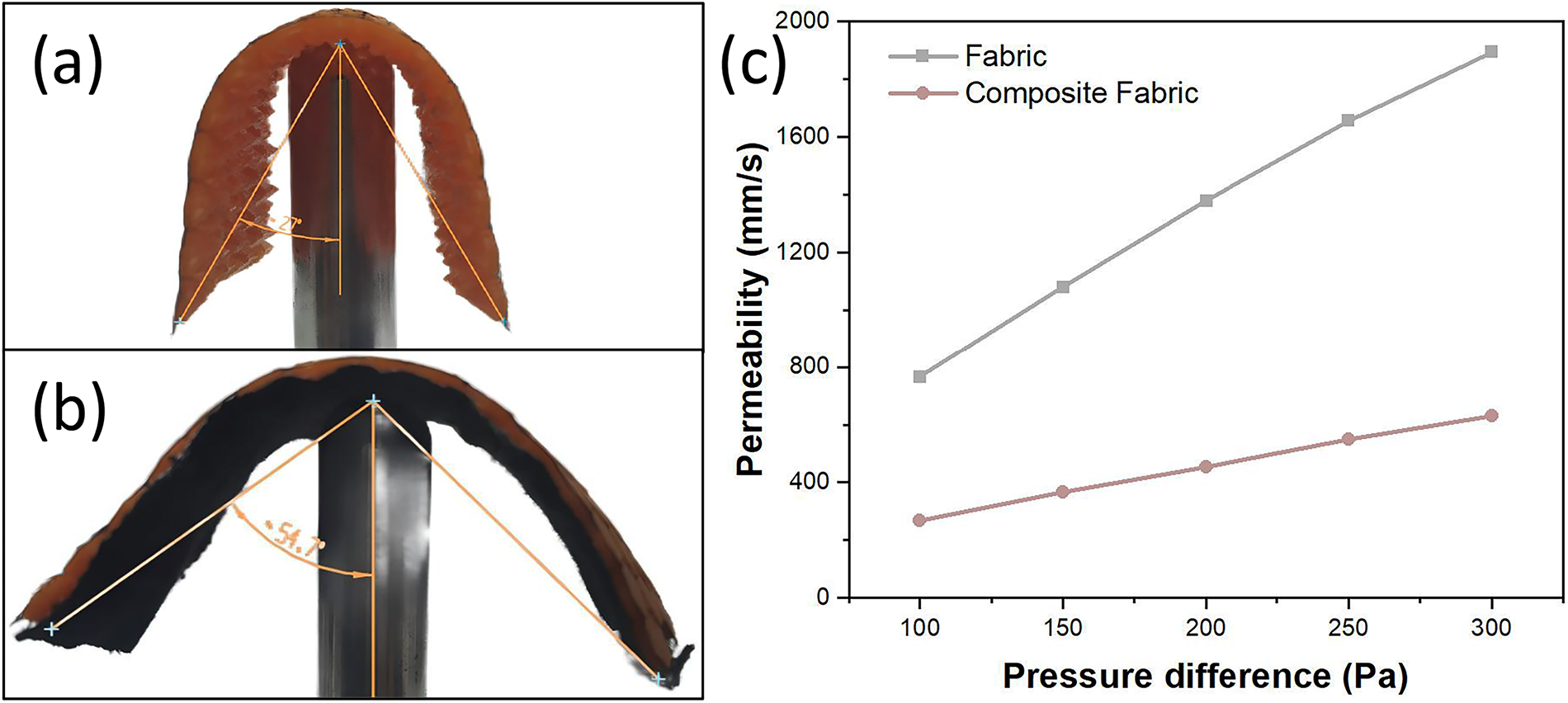
Flexibility and air permeability comparison.
Figure 5c illustrates the air permeability characteristics of both the fabric and the composite fabric. As the pressure differential increases, the air permeability of both materials gradually rises. For the plain fabric, air permeability shows a significant increase with a steep slope. In contrast, for the composite fabric, the air permeability increases at a slower rate as the pressure differential continues to grow. At different pressure differentials, the air permeability rate of the composite fabric is approximately one-third that of the base fabric.
The upper surfaces of the fabric and the composite fabric differ in the presence or absence of TPU scale armor, while their back surfaces maintain the same structure. Consequently, the front side of the material plays a crucial role in determining air permeability. The tight integration of the composite fabric’s scales with the underlying fabric reduces the porosity on the surface of the base fabric, thereby lowering air permeability. Nevertheless, overall, the composite fabric still retains good air permeability. Compared with the scale structure protective textiles reported in references 13, 14, 15, and 16,13–16 the composite textiles in this article have much smaller bending stiffness, indicating that they have relative advantages in flexibility. The air permeability is between the two, and there is room for improvement.
Infrared thermal radiation of scale armor and composite fabrics
Figure 6a reveals that when the scales of the armor are oriented upwards, the surface temperature is relatively higher compared to when they are oriented downwards. This difference is primarily attributed to the presence of larger pores at the bottom of the scales, which enhance heat transfer, while the staggered arrangement of scales at the top forms a heat barrier. Among the three materials tested, the temperature variations due to different filling degrees are relatively minor, suggesting that structural pores play a more significant role in heat transfer than material fill. The TPU scales exhibit weaker overall heat transfer performance compared to PLA and AERO. Excluding factors such as structural deformation caused by heat, the most probable explanation for this behavior is the material thermal conductivity. TPU lower thermal conductivity results in a larger temperature gradient as heat penetrates through the scales.
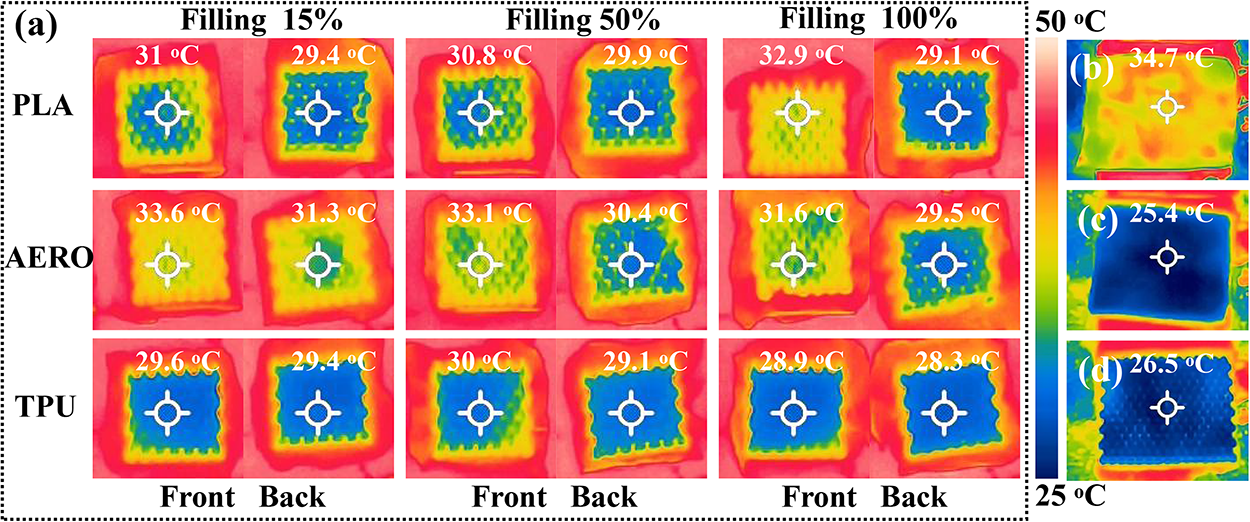
Infrared photographs at a heating temperature of 50°C
Figure 6b demonstrates that the black base fabric possesses excellent heat transfer performance on its own. However, after being combined into a composite, the composite fabric shows the poorest heat transfer performance due to a further reduction in porosity, as illustrated in Figures 6c–d. This is the trade-off for achieving the enhanced protective performance of the composite layered fabric.
Conclusion
This study demonstrates the successful development of a biomimetic scale-structured protective composite textile, integrating 3D printing (FDM) with pangolin scale-inspired design principles. Flexible TPU scales were fabricated and bonded to mesh fabrics to form composite layers.
Quasi-static puncture testing of various 3D-printed materials revealed distinct mechanical behaviors: high-rigidity materials (e.g., PLA-CF) withstand greater loads (28 N peak) with minimal deformation (1.2 mm displacement), while low-modulus TPUs exhibit lower load capacity (12 N) but significantly greater deformation (3 mm displacement). Owing to its superior toughness and energy absorption capacity, TPU demonstrates enhanced puncture resistance at low-to-medium infill densities, making it optimal for protective textiles requiring balanced energy dissipation and penetration resistance.
Pure TPU scales deliver exceptional puncture protection, particularly against 1.2mm (12G) needles where their high toughness maximizes plastic deformation. However, composite fabric construction slightly reduces puncture resistance due to interlayer bonding and stress distribution challenges. While composite fabrics retain adequate breathability, the added textile layer measurably reduces both flexibility (increased bending stiffness) and air permeability (≈1/3 of base fabric) compared to pure TPU scales. Furthermore, thermal transfer performance is governed by structural porosity and material conductivity, with composite fabrics exhibiting the poorest heat dissipation—a direct trade-off for enhanced protection.
This work establishes 3D-printed biomimetic structures as a viable pathway toward customizable, lightweight, and high-performance next-generation PPE solutions.
Authors’ Contributions
Y.G.: Conceived and led the project, secured funding, and wrote the original article. Chen performed 3D modeling, conducted the experiments, and collected the data. Y.Z.: Carried out additional experiments and data collection. Z.L.: Provided funding support and critically revised the article.
Footnotes
Acknowledgments
The authors gratefully acknowledge the financial support provided by the Yancheng Science and Technology Plan Special Fund (Basic Research Plan) (YCBK2023006) and the Natural Science Foundation of the Jiangsu Province (No. BK20241971) and the Natural Science Foundation of the Jiangsu Higher Education Institutions of China (No.23KJA430017).
Author Disclosure Statement
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this article.