
Abstract
The interest in applying non-destructive testing to the examination of the flaw and measurement of the thickness in the metals at high temperatures is increasing as the metal processing becomes continuous. Based on this background, we designed a water-cooled shear wave Electromagnetic Acoustic Transducer (EMAT) with a surface cooling technique, and the conversion efficiency could be improved by surface cooling. We used the chirp pulse compression technique to process the raw ultrasonic wave signal without synchronous average. Besides, a large casting slab with coarse grains and a massive forging with high temperatures were chosen as the testing objects. Then, the effect of the lift-off distance on the Signal-to-Noise Ratio (SNR) of ultrasonic signals from the EMATs operated in both the pulse-echo mode and pitch-catch mode was investigated. Subsequently, the ultrasonic signals were de-noised respectively by synchronous averages and pulse compression, and the noise reduction ability was compared. Finally, the EMAT was tested with the forging at different temperatures from 92 °C to 730 °C. The performance of the EMAT with the excitation of a tone-burst signal was also compared with the performance of the EMAT using pulse compression technique. Results show that the lift-off, SNR, range resolution, and inspection efficiency can be largely enhanced with the signal processing of chirp pulse compression to the ultrasonic wave signal with no synchronous averaging. When the forging’s temperature is 730 °C, the SNR of the compressed signal is comparable to the SNR of the signal processed with 64 synchronous averages, and the wave-packet duration can be reduced by 80.5%. The proposed EMAT detection technique is particularly suited for real-time measurement and high-temperature testing.
Introduction
There is a widespread need to characterize the metal quality at the early stage of metal processing [1]. According to the testing results of nondestructive detection, which is conducted in the manufacturing process of high-temperature casting and forging, the processing parameters can be adjusted, and the defects can be controlled and repaired. The component with defects exceeding the required standard can be removed in time, and it can be avoided to be processed in the next processing procedure. In this way, the product qualification rate can be improved, and environmental protection manufacturing is realized [2,3]. Electromagnetic Acoustic Transducers (EMATs) have been widely investigated by researchers as a means of nondestructive detection for forgings and castings with evaluated temperatures. Unfortunately, the EMAT is very inefficient and with low Signal-to-Noise Ratio (SNR), and its wide application is restricted.
Recently, high-temperature EMATs have been developed in three directions. One is to circulate the water or oil or air to cool the EMAT. The second is to use pulsed electromagnet with high Curie point materials as an electromagnet core or permanent magnet with a high Curie point. The last is to introduce some heat-resistant materials to insulate the radiant heat from the high-temperature specimen. Cole et al. have designed a water-cooled surface wave EMAT for testing on mid steel at temperatures up to 1000 °C [4]. Based on the water- circulating method, a Si3N4 baffle plate with 0.5 mm thick was used by Lee et al. to shield the EMAT from the radiant heat [1], it could endure up to 800 °C. Urayama et al. used a samarium-cobalt magnet, polyetherimide copper wire, and fiberglass to build an EMAT, and it could withstand 300 °C without water-circulating [5]. Hernandez-Valle et al. provided a hightemperature EMAT with a pulsed electromagnet, it could be operated at temperatures higher than 300 °C [6]. Kogia et al. presented a water-cooled EMAT with a Kapton and alumina encapsulated coil, and it was capable of exciting and receiving shear horizontal guided waves at 500 °C [7]. Lunn et al. introduced a spiral coil EMAT with a specific permanent magnet. The magnet has high strength and a high Curie point permanent magnet grade, and it can resist permanent demagnetization at higher temperatures [8]. The EMAT could withstand a month of continuous exposure to 450 °C.
However, the most tested metal specimens reported in previous publications are with small dimensions and relatively low temperatures. For those massive castings and forgings with high temperatures, the EMAT probe is exposed to the immense radiant heat, and the strong noise appears. Thus, the capability of the heat-resisting and the enhanced SNR of the ultrasonic signal are in higher demand for the high-temperature EMAT. If the effect of the temperature on the EMAT’s conversion efficiency is not considered, the SNR is generally decreased as a function of temperature due to the ultrasonic attenuation.
Previous publications have provided various methods for compensating the poor SNR of the EMAT. For example, the impedance of the EMAT was calculated or measured, and the impedance matching networks in the EMAT’s generating and receiving circuits were carefully designed to obtain more power [9,10]. The EMAT design parameters were optimized by finite element method [11–16], a ferrite backplate or ribbon soft magnetic flux concentrators was introduced to enhance the local magnetic flux density or eddy currents in the EMAT conversion area [17,18]. Besides, the magnetic field was optimally arranged to improve the static magnetic field [19]. Some advanced signal processing techniques, such as synchronous averaging, pulse compression techniques, continuous wavelet transform, synchrosqueezed wavelet transform, variational mode decomposition linked wavelet method, are effective ways to improve the SNR of the ultrasonic signal [20–24]. In particular, synchronous averaging is often used to enhance the SNR [21].
Because of the rapid change in the amplitude and flight-of-time of ultrasonic echoes, the limited capability of the heat-resistance for the EMAT probe, the relative motion of the testing object, and the strong radiant heat from the large-scale forgings and castings, the number of synchronous averages cannot be significantly increased. For synchronous averaging, long wait periods are required for the signals to die out in-between subsequent transmissions. Thus, some efficient signal processing techniques are especially needed in real-time measurement and high-speed detection. Compared with the conventional techniques, the pulse compression technique gives a higher SNR and shorter pulse. The enhanced SNR allows the EMAT to be used with a larger lift-off. The shorten wave pulse can help to improve the range resolution of the defect detection, and echo signals from the flaws are eventually separable. Pulse compression employing linear FM chirp, Golay codes, and Barker codes have been reported [24].
The EMAT’s conversion efficiency dramatically reduces with increased lift-off, thus usually the EMAT’s lift-off is restricted in a limit range [25]. Huang et al. stated that the suitable lift-off for the SH0 guided wave EMAT based on magnetostriction should be approximately 2 mm [26]. The spiral coil EMAT designed by Lunn et al. could be used for measurement at 3 mm lift-off and 450 °C [27]. A ferrite backplate and a resonant circuit with a tuning capacitor were used to compensate for the lift-off effect [25,28]. For the magnetostrictive EMAT generating longitudinal guided waves in pipes with frequencies of 20 kHz and 120 kHz, the lift-off could be 50 mm [29]. In some hostile conditions, such as the irregular surface of forgings and castings, and the relative movement between the specimen and the EMAT probe, the larger lift-off is especially needed. Besides, the EMAT’s capability of high-temperature-resistance is largely improved as the lift-off is increased in high-temperature testing.
In conclusion, a high-temperature EMAT system with a large lift-off, an enhanced SNR and a high range resolution is required in the detection of the large-scale forgings and castings with elevated temperatures. In this paper, we develop a water-cooled shear wave EMAT probe with surface cooling techniques and its experimental system with chirp pulse compression techniques. The paper discusses in detail with experimental data, and it shows the performance of the EMAT system with pulse compression operated in a huge casting slab with high attenuation coefficient and a large forging with a high temperature of 730 °C. EMAT’s lift-off sensitivity is also investigated, and the EMAT with the excitation of a tone-burst signal is taken as a comparison.
Shear wave EMAT configuration and pulse compression technique
Figure 1 shows the configuration of a shear-wave EMAT with a racetrack coil. It can generate and receive a shear wave with a polarization parallel to the specimen surface, and the ultrasonic wave propagates perpendicular to the specimen surface. The permanent magnets produce a static magnetic field, and it is normal to the surface of the unidirectional racetrack coil. This EMAT can only generate a shear wave in a ferromagnetic material, and it can be used with a frequency ranged from 0.1 MHz to 50 MHz [10].
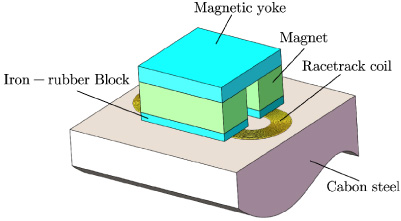
Configuration of a shear-wave EMAT.
Figure 2 explains the mechanisms of the shear-wave EMAT. The Lorentz force and magnetostriction mechanisms are contributed to produce shear waves. In Fig. 2(a), the Lorentz force

Conversion mechanisms of a shear-wave EMAT with a racetrack coil.
Figure 2(b) shows the magnetostriction mechanism, and it can be expressed by [29]
The chirp wave is used as the transmitting pulse, and it is given by [21],
When the shear-wave EMAT is excited by a high-power chirp signal, the shear wave can be generated in the metal surface, and it propagates in the thickness of the specimen. With the interaction of shear waves from the defects or specimen bottom, a received voltage signal x
i
(t), representing the ultrasonic waves, can be obtained by the EMAT. Cross-correlation between the received signal and the chirp signal can be carried out by,
The water-cooled shear-wave EMAT probe was manufactured, and it is shown in Fig. 3. The CAD design of the EMAT is given in Fig. 3(a) and Fig. 3(b), and the EMAT prototype is shown in Fig. 3(c). The pipe joints “water in 1#” and “water out 1#” are used for cooling the magnets and coils in the EMAT probe. Therefore the probe can be protected from heat damage. The joint “water in 2#” is occupied to reduce the surface temperature of the high-temperature ferromagnetic metal, and as a result, the magnetostriction contribution to the sensitivity of the shear wave can be improved [21]. The housing components were made of brass. Six Nd–F–B magnets were used, and the single magnet was with a length of 40 mm, a width of 25 mm, and a height of 10 mm, and they were arranged as the configuration shown in Fig. 1. The racetrack coil is shown in Fig. 3(d), and the coil was winded by the Litz wire. It consisted of 21 strands of polyvinyl enameled copper wire with a diameter of 0.07 mm.

A shear-wave EMAT designed for high temperatures detection.
Figure 4 shows the block diagram for the experimental system of the shear-wave EMAT. The transmitting pulse of a sinusoidal tone burst signal or chirp wave can be generated by the two signal-generators 33220A and AFG2021. When the EMAT excitation with a tone-burst pulse is required, the blue dashed line A should be adopted. A power amplifier GA-2500A is used for amplifying the weak signal from the signal-generators. The generating EMAT was placed on the specimen surface, and the receiving EMAT was placed on the other side of the specimen on the same axis. When the experimental system is in the pulse-echo mode, a diplexer and one EMAT are needed. If the experimental system is operated in the pitch-catch mode, the black dashed line B should be chosen. The low noise operational preamplifier 5077PR is used to amplify the weak ultrasonic wave signal from the receiving EMAT or the diplexer. A data acquisition card and a LabVIEW software interface are adopted to digitize and record the ultrasonic signals. Pulse compression of the received ultrasonic signal can be performed digitally by the software in a PC. The parameters of the matching components in the impedance matching network are designed according to the equivalent impedance of the EMAT coil with the same frequency as the center frequency of the chirp signal. The method for calculating the parameters of the matching components is provided in Ref. [10]. When the chirp wave is used as the transmitting pulse, the impedance matching parameters remain the same, they are not frequency-adaptive.
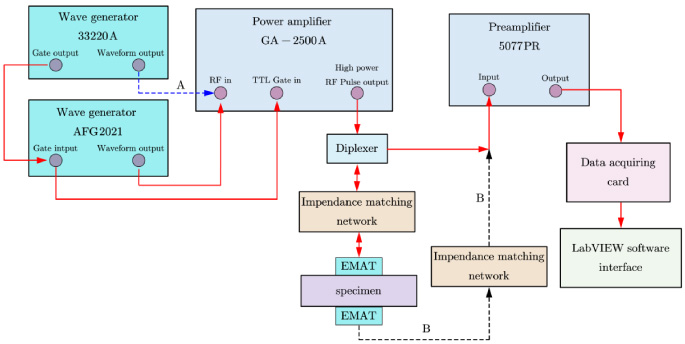
Experimental system of the shear wave EMAT.
The single EMAT operated in pulse-echo mode
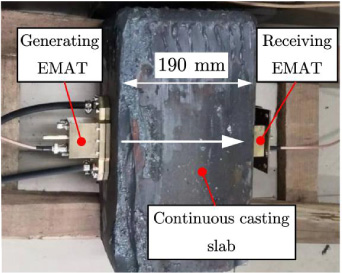
Figure 5 shows the setup for the EMAT experimental system operated in the pulse-echo method. The casting slab with coarse grains and surface oscillation marks was cut from the continuous cast plant, and the length, width and thickness of the slab are 400 mm, 200 mm and 190 mm, respectively. The casting slab has a high attention coefficient and there is no bottom reflected shear wave signal when the excitation frequency is more than 1 MHz.

The single EMAT probe tested on a casting slab with the pulse-echo mode.

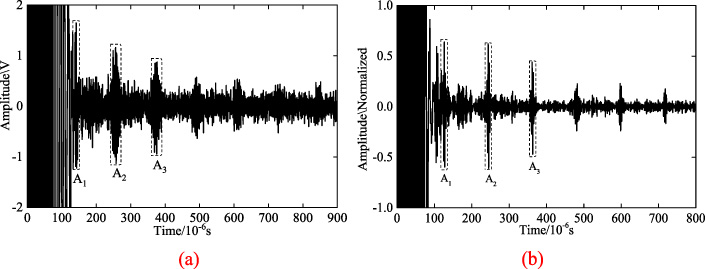
(a) Raw ultrasonic wave signal with no synchronous average and (b) the pulse-compressed signal when the EMAT is excited with a chirp wave pulse. (c) Upper envelope of the 3rd bottom reflected wave packet A 3 before and after pulse compression.
Figure 6 shows the received ultrasonic signal from the experiments. The lift-off distance for the EMAT probe is approximately 0 mm, and the distance between the EMAT coil and the specimen surface is 1 mm. When the EMAT is excited by a chirp pulse wave, the raw ultrasonic wave signal with no synchronous average is shown in Fig. 6(a). The wave packets A 1, A 2… and A 7 represent the 1st, 2nd…and 6th reflections of shear waves from the specimen bottom. Figure 6(b) shows the ultrasonic wave signal after pulse compression. As shown in Fig. 6(a) and Fig. 6(b), the SNR of the compressed signal can be improved by 15.3 dB. Upper envelopes of the wave packet A 3 before and after pulse compression are shown in Fig. 6(c). As shown in Fig. 6(c), the wave packet after compression can be shortened by 67.5%. Figure 6(c) also depicts that the pulse-compressed signal changes in the time domain. In Fig. 6(a) and Fig. 6(b), we can observe that the time-of-flight between the compressed signal packets changes slightly. The time difference between the packets A 3 and A 4 of the compressed signal is nearly the same as the time difference of the packets without pulse compression. In ultrasonic inspection, the time position of the peak of the wave packet is mostly used for locating the defects or measuring the thickness. When an ultrasonic flaw detector or ultrasonic thickness gauge is used to measure the sample’s thickness or locate the defect, the ultrasonic speed and the delay time should be calibrated.
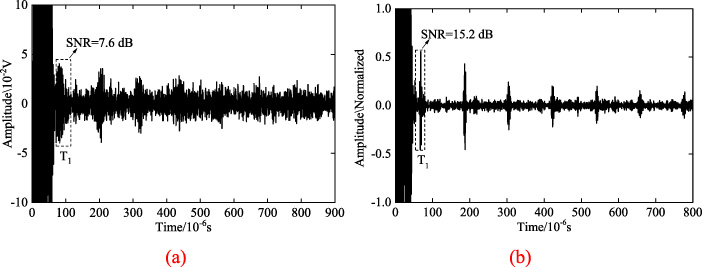
As the SNR can be improved by chirp pulse compression, the lift-off can be increased for achieving perfect non-contact measurements. Figure 7 shows the raw ultrasonic signal and the pulse-compressed signal when the lift-off is 2.5 mm. As depicted in Fig. 7(b), the SNR of the 2nd bottom reflected shear wave (A 2) after pulse compression is about 20.5 dB.
(a) Raw ultrasonic wave signal and (b) the pulse-compressed signal when the single EMATs lift-off is 2.5 mm.

SNR of the 2nd bottom reflected wave signal as a function of the lift-off when the single EMAT is operated in the pulse-echo mode.
Because the 1st reflected wave signal may be disturbed by the shock of the main bang, the SNR of the 2nd reflected signal is used to assess the lift-off sensitivity of the EMAT. The effect of the lift-off on the SNR of the pulse-compressed signal is shown in Fig. 8. When the lift-off is increased from 0 mm to 4 mm, the SNR is decreased by 12.5 dB. With the help of the pulse compression technique, the lift-off of the single EMAT with the pulse-echo mode can reach 4 mm with an SNR of 16.8 dB.
Figure 9 shows the setup for the EMAT experimental system operated in the pitch-catch mode. The generating and receiving EMATs are used to generate and receive the shear waves traveling in the thickness direction of the casting slab. The slab is with the same dimensions shown in Fig. 5. When the lift-offs of the receiving EMAT and the generating EMAT are respectively 0 mm and 8 mm, the raw ultrasonic wave signal and the pulse-compressed signal are shown in Fig. 10. As shown in Fig. 10, the SNR of the transmitted wave signal (
Double EMAT probes tested on a casting slab in pitch-catch mode.
(a) Raw transmitted ultrasonic wave signal with no synchronous average and (b) the signal after pulse compression when the lift-off of the generating EMAT and receiving EMAT are respectively 0 mm and 8 mm.

SNR of the transmitted wave signal as a function of the generating EMATs lift-off when the lift-off of the receiving EMAT is 0 mm.
When the lift-off of the generating EMAT and receiving EMAT are both 5 mm, the received ultrasonic wave signal without synchronous average is shown in Fig. 12. As shown in Fig. 12, the transmitted ultrasonic wave (T 1) and the 1st and 2nd bottom reflections of T 1 can be clearly observed. The SNR of T 1 is 14.8 dB. We can find in Fig. 8 and Fig. 12 that the single EMAT with the pitch-catch mode can be used at a higher lift-off of 4 mm, while the double EMATs operated in the pitch-catch mode can be adapted to the testing condition with the lift-off of 5 mm. Besides, the SNR of the pulse-compressed signal is also kept at a high level.
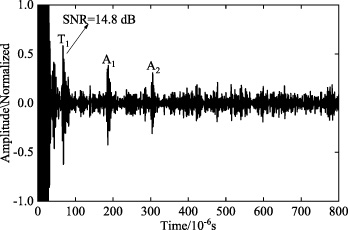
Transmitted ultrasonic wave signal after pulse compression when the lift-offs of the generating EMAT and receiving EMAT are both 5 mm.
When the generating EMAT is excited by a 5 cycle tone-burst of 0.3 MHz center frequency or the chirp pulse wave, and the receiving EMAT’s lift-off is 0 mm, we processed the received ultrasonic wave signal respectively by synchronous averages and pulse compression. Table 1 shows the SNR of the processed signal when the lift-off of the generating EMAT is varied. As shown in Table 1, with the use of pulse compression to the raw ultrasonic wave signal with no synchronous averaging, the SNR of the pulse-compressed signal is comparable with the SNR of the signal of 64 synchronous averages. When the chirp pulse compression is used, the comparable SNR can be obtained by a single shot of the EMAT, and the inspection speed can be improved. This advantage is especially required in high-temperature detection and real-time measurement, such as the massive specimen is of higher radiant heat and relative motion between the specimen and the EMAT probe. In such inspection conditions, the detection efficiency is especially required.
SNR of the transmitted ultrasonic wave signal (T
1) with the signal procession of synchronous averages and pulse compression
SNR of the transmitted ultrasonic wave signal (T 1) with the signal procession of synchronous averages and pulse compression
Figure 13 gives the photo of the high-temperature forging and the EMAT probe. The length, width, and thickness of the specimen are 160 mm, 160 mm, 100 mm, respectively. The forging is of medium carbon steel grade. The temperatures are measured on the specimen surface by an infrared thermometer.

High-temperature forging and the single EMAT probe with the pulse-echo mode.
Figure 14 shows the received ultrasonic wave signal processed by 64 synchronous averages at different temperatures, and the EMAT is excited by a 5 cycle tone-burst of 0.3 MHz center frequency. The SNR and range resolution of the reflected signal are weakened continuously when the temperature increases from 92 °C to 536 °C. The wave-packet duration (the −6 dB level measured from the peak) at temperatures of 92 °C and 536 °C are respectively 12.7 μs and 32.9 μs. When the specimen’s surface temperature is 675 °C, the detection sensitivity and the range resolution of the ultrasonic wave signal are even worse, such that it can not be used in high-temperature detection. It is a realistic and urgent issue to increase the SNR and range resolution of the EMAT for the high-temperature inspection.
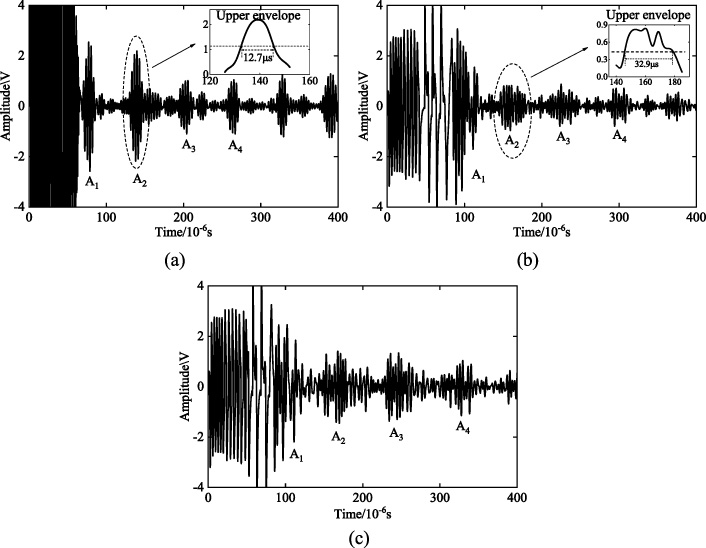
Received ultrasonic wave signal with 64 synchronous averages at (a) 92 °C, (b) 536 °C and (c) 675 °C when the lift-off of the single EMAT is 2 mm, and the EMAT is excited by a tone-burst signal with a frequency of 0.3 MHz.
Figure 15 shows the raw ultrasonic wave signals with no synchronous average after pulse compression at high temperatures when the EMAT is excited by a chirp pulse wave. Compared with the ultrasonic signal processed by 64 synchronous averages at 675 °C in Fig. 14(c), the SNR and range resolution of the pulse-compressed signal at the same temperature have been largely enhanced. As shown in Fig. 15(a), the 1st bottom reflected wave (A 1) is disturbed by the shock of the main bang, so there is a sharp decrease in its peak. At a temperature of 730 °C, the SNR of the 1st reflected wave signal is 18.5 dB, and the wave-packet duration (the −6 dB level measured from the peak) of the 2nd reflected wave signal is 6.4 μs. As shown in Fig. 14(b) and Fig. 15(b), the wave-packet duration has been decreased by 80.5% when pulse compression is applied to the raw wave signal, and the SNR of the pulse-compressed signal can be largely enhanced.
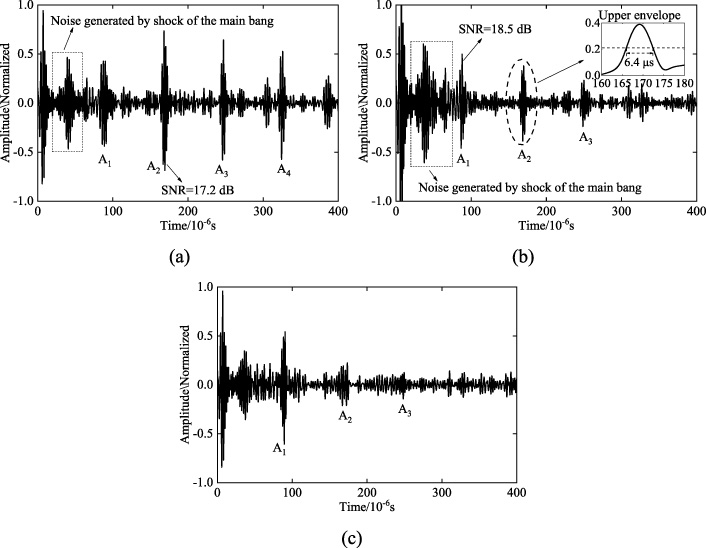
Raw ultrasonic wave signals after pulse compression at (a) 675 °C at 2 mm lift-off with surface-cooling, (b) 730 °C at 2 mm lift-off with surface cooling, (c) 675 °C at 0 mm lift-off without surface cooling. The EMAT is excited by a chirp pulse signal.
When the specimen surface temperature and the EMAT’s lift-off are respectively 675 °C and 0 mm, the pulse-compressed signal without surface cooling is shown in Fig. 15(c). As found in Fig. 15(a) and Fig. 15(c), surface cooling can enhance the SNR of the ultrasonic wave signal. When there is no surface cooling, the 2nd and 3rd bottom reflected wave signals are nearly submerged in noise. The specimen surface temperature can be reduced by surface cooling. The temperature adjusts the contribution ratio between the magnetostriction and Lorentz force to the sensitivity of the shear wave EMAT. The abnormal increase in the peak of the 1st bottom reflected wave shown in Fig. 15(c) may attribute to the disturbance by the shock of the main bang.
The application of pulse compression into the procession of the raw A-scan signal (without synchronous averaging) in the high-temperature EMAT testing with a large lift-off has essential application value for engineering. Pulse compression technique can enable the fast acquisition of EMAT signal with a higher SNR, and the enhanced SNR also allows the EMAT to be used in a high lift-off. These features of the EMAT detection are especially required in high-temperature testing and real-time measurements. As the resultant SNR increases as a function of the duration of the transmitted chirp pulse, long sequences mean a higher SNR can be realized. Compared with the excitation of the tone-burst signal, the SNR of the pulse-compressed signal is enhanced when the pulse duration is the same, and the pulse duration of the compressed signal is shortened when the SNR is the same. When the excitation of the tone-burst signal is used, we can improve the range resolution by increasing the excitation frequency, and the SNR can be enhanced by improving the peak intensity levels of the pulse current, but they may lead to the risk factor of the power generator. For the castings with coarse grains, the attenuation is frequency-dependent. The SNR becomes lower when the frequency is increasing. So we can not improve the range resolution by increasing the excitation frequency.
Surface cooling is an efficient method to enhance the conversion efficiency of the shear wave EMAT operated in hot carbon steel. Because the magnetostriction effect is related to the steel surface temperature, the magnetostriction effect can be effectively maximized at a certain temperature range. The carbon steel with a different brand may have various optimal temperature range, and this optimal temperature range is also determined by the EMAT design parameters. We can develop a specified water-cooling system for the EMAT probe to control the steel’s surface temperature, and the transient surface temperature can be adjusted by the water flow and spraying time. These parameters can be adjusted in real-time according to the present surface temperature of the testing specimen. There is a need to build a closed-loop system for the surface cooling so that the surface temperature of the hot steel can be accurately controlled. Thus the conversation efficiency of the EMAT operated in hot carbon steel can be maximized.
Some problems caused by the surface-cooling technique also need to address. For the massive metal castings and forgings with high temperatures, the heat radiation is so strong that the operator cannot keep close to the test location. Meanwhile, the high-temperature steam generated by the surface-cooling EMAT probe may wound the operator. Usually, we can use a robotic arm to move the EMAT probe to the testing position. If the robotic arm is not used, the EMAT probe can be connected to a metal bar with a length of 2–3 m, and then we can move the EMAT probe manually. When the testing steel sample is massive, the spraying water with a small amount will not affect the mechanical properties of the testing sample or cause the steel to crack. However, the excessive spraying water may cause the testing sample to crack and deteriorate its mechanical properties, thus the spraying water flow and the spraying time should be controlled carefully and precisely.
The basic tests have shown that the water-cooling shear wave EMAT system with surface cooling and pulse compression techniques have an excellent performance for detecting the large casting slab with coarse grains and the massive forgings with a temperature of 730 °C. Further work needs to be done in developing the surface cooling system for the EMAT probe, one is to control the transient surface temperature of the hot steel for maximizing the conversion of the EMAT, the other is to reduce the water flow to avoid the degradation of the mechanical properties and crack generation in the testing sample.
Footnotes
Acknowledgements
This research was supported by the National Natural Science Foundation of China (grant number: 51705231, 51705232); Jiangxi Province Science Fund Project (grant number: 20192ACBL20052, 20181BAB216020); Jiangxi Province Science and Technology Innovation Platform (grant number: 20192BCD40028); Opening Foundation of State Key Laboratory of Acoustics, Chinese Academy of Sciences (grant number: SKLA201912); Jiangxi Province Graduate Innovation Special Fund Project (grant number: YC2019-S345); and Jiangxi Provincial Department of Education Science and Technology Project (grant number: GJJ170613).